1.本发明涉及助焊膏及制备方法技术领域,具体涉及一种水溶性助焊膏及其制备方法。
背景技术:
2.随着机械行业及电子工业的迅猛发展及市场竞争日益激烈,各个企业愈来愈重视产品的质量。一方面,各种金属材料及电子元件引线的可焊性及焊后的清洗问题,是企业生产中常见的技术质量难题。早期生产的锡膏所用的助焊膏大多是松香型助焊膏,这种焊剂存在粘性大、助焊效果不理想、pcb板面残留过多、不易清洗、电气性能不够理想等问题,严重影响产品品质。残留物除对pcb的外观影响外,更重要的是会引起接触电阻增大、绝缘性能下降、pcb的腐蚀等问题。此外,采用氟氯烃(cfc)清洗剂来清洗,cfc对环保无利,许多国家已禁用。为了适应市场的需求,水溶性锡膏应运而生,这种锡膏焊后助焊膏残留易清洁,只需用水或者温水就可以清洗干净,清洗后不产生腐蚀,不会引起环境污染。另一方面,在焊接成品中,空洞率是一个严控指标,空洞的出现将影响到焊点的机械性能,伴随焊点长时间工作空洞随之增长会导致焊点断裂,焊接时形成的空洞还会直接影响界面导热效果,容易产生点过热,减少焊点可靠性。现有水溶性助焊膏大都为非松香型,活性差,易产生较大空洞,加入卤素虽然可大幅提高助焊活性,减低空洞率,但卤素会对电子元件产生严重腐蚀,影响产品可靠性和使用寿命。因此,急需研发出一种零卤低空洞率水溶性助焊膏以解决上述问题。
技术实现要素:
3.本发明的目的在于解决现有锡膏焊后残留过多且难清洗、空洞大的问题,提供一种残留易于清洗且空洞率低的零卤低空洞率水溶性助焊膏。
4.本发明的目的通过以下技术方案实现:
5.一种零卤低空洞率水溶性助焊膏,助焊膏的组分及质量百分比为:18-35%的水溶性树脂,0.5-3%的抗氧剂1010、3-8%的酰胺类物质、10-20%的有机酸、40-60%的醇醚类物质。
6.进一步地,所述水溶性树脂为水溶性高分子聚合物。
7.更进一步地,所述水溶性高分子聚合物为聚乙烯吡咯烷酮、聚乙烯醇、聚乙二醇、聚丙烯酰胺、聚丙烯酸、聚甲基丙烯酸、聚马来酸酐、聚季铵盐中的一种或两种。
8.进一步地,所述酰胺类物质为亚乙基双(12-羟基)硬脂酸酰胺h和bisamide la按质量比1-2:2-5混合组成。
9.进一步地,所述有机酸为蓖麻油酸、棕榈酸、乙醇酸混合组成。
10.进一步地,所述醇醚类物质为高沸点物质2-苄氧基乙醇、低沸点物质二乙二醇苄醚按质量比1-2:2-3混合组成。
11.本发明所述零卤低空洞率水溶性助焊膏的制备方法如下:
12.将水溶性树脂、酰胺类物质和醇醚类物质加入到容器中,加热至160-180℃,搅拌至完全溶解后停止加热,再加入抗氧剂1010,溶解后加入有机酸,搅拌至完全溶解后倒入容器中密封并自然冷却凝固后即成为水溶性助焊膏。
13.与现有的技术相比,本发明的助焊膏至少具有以下优点:
14.(1)水溶性锡膏焊后残留易清洗,用水或者温水就能清洗干净。清洗后不产生腐蚀,不会引起环境污染,既降低了客户的生产成本,又符合环保的要求;
15.(2)助焊膏不含卤素、稳定性好、浸润性能好;
16.(3)本发明的溶剂由高沸点有机溶剂和低沸点有机溶剂复配而成,具有较好溶解性且能有效降低空洞率,空洞率《12%。
17.使用本发明制备的水溶性助焊膏与焊粉配制成锡膏,具有稳定性好、焊接性能好且不含卤素、焊接空洞率小、焊接后残留可用水清洗等优点。
具体实施方式
18.下面结合实施例进一步阐述本发明的内容。
19.实施例1
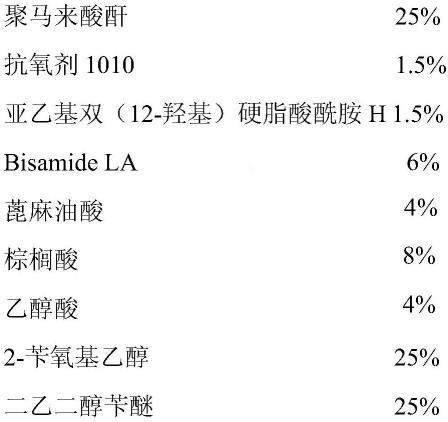
20.一种零卤低空洞率水溶性助焊膏,助焊膏的组分及质量百分比如下:
[0021][0022]
制备水溶性助焊膏的方法如下下:将聚马来酸酐、二乙二醇苄醚、2-苄氧基乙醇、亚乙基双(12-羟基)硬脂酸酰胺h、bisamide la加入到容器中,加热至180℃,搅拌至完全溶解后停止加热,加入抗氧剂1010,温度保持在150℃左右,溶解后加入有机酸蓖麻油酸、棕榈酸、乙醇酸,搅拌至完全溶解后倒入容器中密封,冷却凝固后即得到本发明的水溶性助焊膏,将水溶性助焊膏与snag3.0cu0.5焊锡粉按质量比11.5:88.5配制成锡膏。
[0023]
实施例2
[0024]
一种零卤低空洞率水溶性助焊膏,助焊膏的组分及质量百分比如下:
[0025][0026]
制备水溶性助焊膏的方法如下:将聚季铵盐、二乙二醇苄醚、2-苄氧基乙醇、亚乙基双(12-羟基)硬脂酸酰胺h、bisamide la加入到容器中,加热至160℃,搅拌至完全溶解后停止加热,加入抗氧剂1010,温度保持在150℃左右,溶解后加入有机酸蓖麻油酸、棕榈酸、乙醇酸,搅拌至完全溶解后倒入容器中密封,冷却凝固后即得到本发明的水溶性助焊膏。将水溶性助焊膏与snag3.0cu0.5焊锡粉按质量比11.5:88.5配制成锡膏。
[0027]
实施例3
[0028]
一种零卤低空洞率水溶性助焊膏,助焊膏的组分及质量百分比如下:
[0029][0030]
制备水溶性助焊膏的方法如下:将聚乙烯吡咯烷酮、二乙二醇苄醚、2-苄氧基乙醇、亚乙基双(12-羟基)硬脂酸酰胺h、bisamide la加入到容器中,加热至170℃,搅拌至完全溶解后停止加热,加入抗氧剂1010,温度保持在150℃左右,溶解后加入有机酸蓖麻油酸、棕榈酸、乙醇酸,搅拌至完全溶解后倒入容器中密封,冷却凝固后即得到水溶性助焊膏,将水溶性助焊膏与snag3.0cu0.5焊锡粉按质量比11.5:88.5配制成锡膏。
[0031]
实施例4
[0032]
一种零卤低空洞率水溶性助焊膏,助焊膏的组分及质量百分比如下:
[0033][0034]
制备助焊膏的方法如下:将聚丙烯酰胺、二乙二醇苄醚、2-苄氧基乙醇、亚乙基双(12-羟基)硬脂酸酰胺h、bisamide la加入到容器中,加热至180℃,搅拌至完全溶解后停止加热,加入抗氧剂1010,温度保持在150℃左右,溶解后加入有机酸蓖麻油酸、棕榈酸、乙醇酸,搅拌至完全溶解后倒入容器中密封,冷却凝固后即得到本发明的水溶性助焊膏,将水溶性助焊膏与snag3.0cu0.5焊锡粉按质量比11.5:88.5配制成锡膏。
[0035]
实施例5
[0036]
一种零卤低空洞率水溶性助焊膏,助焊膏的组分及质量百分比如下:
[0037][0038]
制备助焊膏方法:将聚丙烯酸、聚乙烯醇、二乙二醇苄醚、2-苄氧基乙醇、亚乙基双(12-羟基)硬脂酸酰胺h、bisamide la加入到容器中,加热至170℃,搅拌至完全溶解后停止加热,加入抗氧剂1010,温度保持在150℃左右,溶解后加入有机酸蓖麻油酸、棕榈酸、乙醇酸,搅拌至完全溶解后倒入容器中密封,冷却凝固后即得到本发明的水溶性助焊膏,将水溶性助焊膏与snag3.0cu0.5焊锡粉按质量比11.5:88.5配制成锡膏。
[0039]
实施例6
[0040]
一种零卤低空洞率水溶性助焊膏,助焊膏的组分及质量百分比如下:
[0041][0042]
制备助焊膏方法:将聚甲基丙烯酸、二乙二醇苄醚、2-苄氧基乙醇、亚乙基双(12-羟基)硬脂酸酰胺h、bisamide la加入到容器中,加热至170℃,搅拌至完全溶解后停止加热,加入抗氧剂1010,温度保持在150℃左右,溶解后加入有机酸蓖麻油酸、棕榈酸、乙醇酸,搅拌至完全溶解后倒入容器中密封,冷却凝固后即得到本发明的水溶性助焊膏,将水溶性助焊膏与snag3.0cu0.5焊锡粉按质量比11.5:88.5配制成锡膏。
[0043]
取市售水溶性snag3.0cu0.5锡膏a、市售水溶性snag3.0cu0.5锡膏b与上述实施例中锡膏进行对比测试:经smt自动印刷锡膏、贴片、回流焊接后,检测焊点焊接性,统计良率,测试空洞率;按照jis z 3197标准进行扩展率测试。测试结果对比如下表:
[0044]
锡膏性能测试对比表
[0045][0046]
扩展率是衡量锡膏对焊盘润湿性能的一个重要指标,扩展率越大,润湿性能越好。从上表可看到,本发明的助焊膏相比现有市售的锡膏a和锡膏b,空洞率显著下降,回流焊接良率和扩展率相对偏大,锡膏中不含卤素,说明本发明的锡膏具有较好的润湿性,是一种零卤、节能、环保、低空洞率的锡膏。
[0047]
以上实施例仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明技术的前提下,本领域技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的权利要求确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。