1.本发明涉及球扁钢压制技术领域,尤其涉及一种船用轧球扁钢压制成型装置。
背景技术:
2.球扁钢是一种主要应用于造船和造桥领域的中型材,其中船用球扁钢是造船用辅助中型材。近年来随着造船业的迅猛发展,船用球扁钢需求旺盛。一般较大的船只和正规的船舶在设计时主船体大多选用船用球扁钢,采用与相连板材相同厚度与材质的球扁钢作骨材。
3.现有技术中对球扁钢进行压制的压制成型装置结构较为简单,一般只可利用液压缸对球扁钢压制的单一功能,无法实现自动下料的功能,且下模在完成一次压制工作后,下模内极有可能残留高温原料钢表面因冷却而残留的“钢皮”,下模在下次使用时会导致球扁钢表面存在凹痕,最终导致球扁钢的压制成型工艺质量较低。
技术实现要素:
4.本发明的目的是为了解决现有技术中球扁钢进行压制的压制成型装置结构较为简单,一般只可利用液压缸对球扁钢压制,无法实现自动下料的功能,且下模在完成一次压制工作后,下模内极有可能残留高温原料钢表面因冷却而残留的“钢皮”,下模在下次使用时会导致球扁缸表面存在凹痕的问题,而提出的一种船用轧球扁钢压制成型装置。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种船用轧球扁钢压制成型装置,包括底座,所述底座上表面开设有下料槽,所述底座上表面焊接有龙门架,所述龙门架侧面开设有安装槽,所述龙门架顶部与液压缸外壳固定连接,所述液压缸输出端固定焊接有上模,所述上模两端焊接有延伸杆,所述延伸杆底部焊接有连接杆,所述连接杆底部焊接有上u型杆,所述上u型杆侧面焊接有回型架,所述回型架底部焊接有杆齿,所述龙门架于上模正下方转动连接有下模,所述下模转轴两端设置有对下模转动进行限位的限位机构,所述延伸杆侧面焊接有从动杆,所述龙门架侧面焊接有清洁板,所述从动杆一端焊接有往清洁板内供气的切换机构。
7.可选地,所述限位机构包括限位架、限位孔,所述限位孔共设置有两组,所述限位孔直径与上u型杆底端直径相同且竖直位置一一对应。
8.可选地,所述清洁板为中空设置,所述清洁板为倾斜设置,所述清洁板两侧面采用螺栓固定连接有侧盖,所述侧盖侧面一端开设有连接孔。
9.可选地,所述清洁板底部矩形阵列有出气孔,所述清洁板中间位置焊接有分隔板,所述分隔板侧面顶部对称开设有对接孔。
10.可选地,所述回型架侧面中间位置设置有杆齿,所述下模转轴处一端固定焊接有从动齿轮,所述回型架与从动齿轮稳定啮合。
11.可选地,所述切换机构包括切换柱,所述切换柱沿竖直方向滑动连接在清洁板一侧,所述从动杆一端与切换柱侧面焊接,所述切换柱为中空设置,所述切换柱侧面开设有进
气孔,所述切换柱侧面开设有导气孔。
12.可选地,所述龙门架于安装槽位置固定连接有保护盖,所述龙门架于延伸杆位置开设有移动槽,所述龙门架于从动杆开设有滑动槽,所述清洁板于从动杆位置开设有侧槽。
13.与现有技术相比,本发明具备以下优点:
14.1、本发明在上模两侧通过延伸杆、连接杆固定连接有回型架,当上模在液压缸带动回程时,会通过回型架上的杆齿与从动齿轮完成自动下料,无需操作人员手动从上模上取下成型物料,不仅有效地提高装置的加工效率,而且使操作人员的人身安全得到了充分保护。
15.2、本发明的回型架上下两端分别设置有上u型杆与下u型杆,当液压缸带动上模靠近下模时,上u型杆底部两端可插入限位架的限位孔内,将下模维持在水平状态,使得下模在工作时保持稳定,避免下模转动或者晃动进而影响球扁钢的压制成型质量。
16.3、本发明在龙门架侧面设置有中空的清洁板,清洁板外接气泵,清洁板侧面设置有可由上模带动的切换机构,当下模在上述机构带动下完成自动下料的动作后,外接气泵会通过切换机构、清洁板往下模腔内喷射大量气体,将下模内残留的残渣吹出。
附图说明
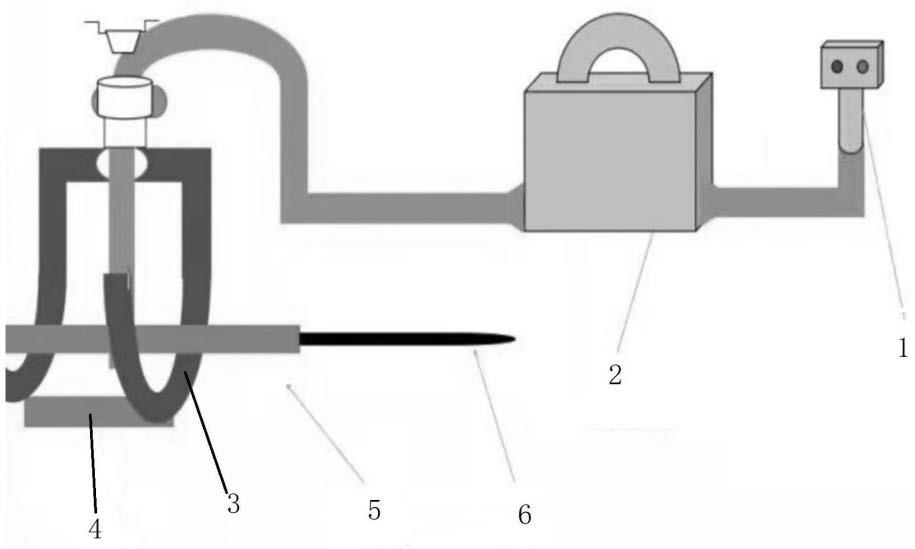
17.图1为本发明整体结构示意图;
18.图2为u型架与底座之间的连接结构示意图;
19.图3为清洁板与其连接件的三维结构示意图;
20.图4为清洁板侧面结构示意图;
21.图5为切换柱的侧面剖视结构示意图。
22.图中:1、液压缸;2、龙门架;201、安装槽;202、移动槽;203、滑动槽;204、保护盖;3、底座;4、下料槽;5、清洁板;51、侧盖;510、连接孔;52、出气孔;53、侧槽;6、上模;7、从动杆;8、延伸杆;9、连接杆;10、上u型杆;11、下模;12、限位架;13、限位孔;14、杆齿;15、从动齿轮;16、回型架;17、对接孔;18、分隔板;19、切换柱;20、进气孔;21、导气孔。
具体实施方式
23.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
24.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
25.参照图1-5,一种船用轧球扁钢压制成型装置,包括底座3,底座3上表面开设有下料槽4,底座3上表面焊接有龙门架2,龙门架2侧面为倒u型,龙门架2侧面开设有安装槽201,龙门架2顶部与液压缸1外壳固定连接,为了实现更好的的压制成型效果,液压缸1可选择至少两组,在本发明中液压缸1共设置有两组,作为本装置的唯一动力源。
26.液压缸1输出端固定焊接有上模6,上模6与龙门架2侧面等宽,沿龙门架2竖直方向上稳定滑动,上模6两端焊接有延伸杆8,延伸杆8底部焊接有连接杆9,连接杆9底部焊接有
上u型杆10,上u型杆10侧面焊接有回型架16,回型架16前侧面投影为水平u形。
27.回型架16侧面中间位置设置有杆齿14,下模11转轴处一端固定焊接有从动齿轮15,回型架16与从动齿轮15稳定啮合,回型架16上的杆齿14竖直位置需要设置适当,使得上u型杆10底部刚刚脱离时,杆齿14可可通过从动齿轮15驱动下模11转动,从而使得下模11完成卸料,且杆齿14的长度需要设置适当,使得下模11可在从动齿轮15的带动下转动足够角度。
28.龙门架2于上模6正下方转动连接有下模11,上模6与下模11下模11转轴两端设置有对下模11转动进行限位的限位机构,限位机构包括限位架12、限位孔13,限位孔13共设置有两组,限位架12的宽度需要适当,使得限位架12可在安装槽201内转动,限位孔13直径与上u型杆10底部直径相同,且与上u型杆10两个底端竖直位置一一对应,上u型杆10插入限位孔13时,可使下模11在与上模6逐渐贴合完成压制成型工作时始终维持水平状态。
29.延伸杆8侧面焊接有从动杆7,龙门架2侧面焊接有清洁板5,清洁板5为中空设置且清洁板5为倾斜设置,清洁板5处于下料槽4正上方,清洁板5两侧面采用螺栓固定连接有侧盖51,侧盖51的设置便于往清洁板5内部焊接下述分隔板18与安装切换柱19,侧盖51侧面一端开设有连接孔510,连接孔510的竖直高度需要设置低于下述导气孔21的竖直高度,连接孔510处需要外接气源,在这里气源可选择气泵,清洁板5底部矩形阵列有出气孔52,利用气泵与清洁板5上的出气孔52可向下模11内腔进行均匀喷气,将下模11内部残留的灰渣吹除。
30.清洁板5中间位置焊接有分隔板18,分隔板18侧面顶部对称开设有对接孔17,分隔板18与清洁板5侧面的空隙宽度需要设置大于下述切换机构中的切换柱19直径,从动杆7一端焊接有往清洁板5内供气的切换机构,切换机构包括切换柱19,切换机构可在从动杆7的作用下带动切换柱19沿竖直方向上移动,切换柱19沿竖直方向滑动连接在清洁板5一侧,清洁板5于切换柱19对应位置开设有圆柱槽,且清洁板5内部空腔的厚度大于切换柱19的高度。
31.从动杆7一端与切换柱19侧面焊接,切换柱19为中空设置,切换柱19侧面开设有进气孔20,切换柱19侧面开设有导气孔21,导气孔21不与进气孔20位于切换柱19同一侧,且导气孔21的竖直高度小于进气孔20的竖直高度。
32.上模6在液压缸1带动回程时,同时通过从动杆7带动导气孔21与连接孔510联通,切换柱19的对接孔17再次与进气孔20联通,进而气泵再次与清洁板5联通,此时清洁板5经由出气孔52对下模11内腔进行均匀喷气,将下模11内的残渣喷除,切换机构在从动杆7的驱动下发挥类似可控开关的作用。
33.龙门架2于安装槽201位置固定连接有保护盖204,用于对安装在安装槽201内部的零件保护,以及便于对安装槽201内部零件的维修替换。龙门架2于延伸杆8位置开设有移动槽202,延伸杆8侧面投影为矩形,移动槽202与延伸杆8等宽,移动槽202具有一定深度,移动槽202便于延伸杆8沿竖直方向上位移。
34.龙门架2于从动杆7开设有滑动槽203,从动杆7为矩形杆,且滑动槽203与从动杆7等宽,且也具有一定深度,为从动杆7沿竖直方向移动让出空间,清洁板5于从动杆7位置开设有侧槽53,侧槽53为从动杆7沿竖直方向上位移让出空间。
35.本发明的具体实施步骤与原理为:
36.本发明在初始状态下,如图3所示,下模11处于水平状态,将气泵出气管连接到连
接孔510内,此时对接孔17与进气孔20联通,进而气泵与清洁板5联通,启动液压缸1,回型架16通过杆齿14与从动齿轮15逐渐使下模11转动到水平状态后,杆齿14与从动齿轮15脱离,液压缸1继续下移带动上u型杆10底部插入到限位架12的限位孔13内,此时下模11保持水平状态,关闭液压缸1,操作人员往下模11内放入原料钢,再次启动液压缸1带动上模6不断靠近下模11时,上u型杆10底部不断进入到限位孔13内,上模6与下模11完全贴合后完成压制成型工作。
37.当上模6在液压缸1带动回程时,上u型杆10底部逐渐从限位孔13内脱离后,回型架16侧杆齿14开始与从动齿轮15啮合,带动下模11如图3所示逆时针转动,将下模11的物料经过下料槽4卸除,同时通过从动杆7带动导气孔21与连接孔510联通,切换柱19的对接孔17再次与进气孔20联通,进而气泵再次与清洁板5联通,此时清洁板5经由出气孔52对下模11内腔进行均匀喷气,将下模11内的残渣喷除。
38.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。