1.本发明与高分子成型加工技术有关,特别是关于一种挟模装置。
背景技术:
2.以挟模装置进行高分子成型加工模具开合模的技术内容,虽已属高分子成型加工技术领域中习见的一般技术,但由于以高分子为原料所进行的模制成型,其模具随着不同的成型物品,而存在着不同的开合模行程以及挟模流程,对于是等变动,习知挟模的技术内容,尚欠缺较佳的技术内容可以便于进行。
技术实现要素:
3.本发明的主要目的在于提供一种挟模装置,其可提供模具在成型不同物品时的相异开合模行程,同时可因应实际制造流程的变动,灵活地对模具提供不同的开合模动作,以因应产业需求。
4.为达成上述目的,本发明所提供的挟模装置,其包含有一机身,彼此呈上下对应的一第一模座、一第二模座与一第三模座则分别设于该机身中,用以分别承载模具的一下模、一中模与一上模组,而其中,该上模组更包含有一第一上模与一第二上模,并仅使该第二上模被结合在该第三模座上,并更进一步地使该挟模装置以一行程控制部来控制该第三模座的运动,以带动该第二上模在一复程终点与一第一往程终点间进行一第一行程的直线往复运动,以及在该复程终点与一第二往程终点间进行一第二行程的直线往复运动,并使该第二上模在位于该第二往程终点时,叠接于该下模上,而与该上模分离开来,而可使该第二上模中的模孔空间与该下模的模穴空间连通,增加该下模与该第二上模于叠接时所形成的模室空间容积,以利于原料体积大于该下模模穴空间容积的制造作业进行。
5.其中,该机身具有一底部,一顶部位于该底部的上方并与该底部相隔开来,多个呈直柱状的第一导体彼此相隔开来地分别直立桥设于该底部与该顶部之间,并使该第二模座与该第一模座上下地分别滑设于各该第一导体上,而可进行升降的往复直线运动。
6.其中,该顶部具有彼此相隔开来的一第一顶座与一第二顶座,并使该第一顶座介于该第二顶座与该第三模座之间,多个呈柱状的第二导体以一端固设于该第二顶座上,并使另一端分别穿经该第一顶座地与该第三模座固接,而使该第三模座通过各该导体与该第一顶座滑接。
7.其中,该行程控制部具有一穿孔,贯设于该第二顶座上,一限位杆同轴于该穿孔地以一端固接于该第一顶座上,一挡件可活动地设于该第二顶座上并可于一挡止位置及一释放位置间移动,当该挡件位于该挡止位置上时封闭该穿孔,以阻挡该限位杆的另一端插入该穿孔中,以使该第三模座得以进行该第二行程的往复运动,当该挡件位于该释放位置上时,则开放该穿孔,使该限位杆的另一端得以插入并穿经该穿孔,以使该第三模座得以进行该第一行程的往复运动。
8.其中,该顶部更包含有二墩座,彼此相隔开来地分别固设于各该第一导体的顶端
上,并使该第一顶座可转动地设于各该墩座间。
9.其中,该顶部更包含有一转轴,桥接于各该墩座之间,并使该第一顶座介于各该墩座之间并以该转轴为轴进行转动。
10.其中,该挡件枢设于该第二顶座上。
11.其中,该第一上模贴接于该第一顶座相背于该第二顶座的一结合面上;并使该上模组更包含有多个卡孔,分别自该结合面垂直往该第一顶座内部延伸,并使各该卡孔自该结合面沿着延伸方向依序地被区隔为一小孔径段、一大孔径段与一介于该小孔径段与该大孔径段间的第一肩面;该上模组更包含有多个呈柱状的卡体,分别以一端垂直固接于该第一上模上,另一端则插入该卡孔中,并使该卡体另一端的外径大于该卡孔小孔径段的内径。
12.其中,该上模组更包含有多个插孔,与各该卡孔相互成对地在径向上相互连通,而分别自该结合面往该第二顶座内部延伸,并使各该插孔的孔径大于各该卡体另端的外径。
13.其中,各该卡体分别从自身的一端往另一端依序地被区隔为一结合段、一小外径段、一大外径段以及一介于该大外径段与该小外径段间的第二肩面,并各该卡体的该第二肩面相向抵接于各该卡孔的第一肩面。
14.其中,该结合段为螺栓,用以螺接于该第一上模上。
15.本发明的优点是:
16.本发明提供的挟模装置,其可提供模具在成型不同物品时的相异开合模行程,同时可因应实际制造流程的变动,灵活地对模具提供不同的开合模动作,以因应产业需求。
附图说明
17.图1是本发明一较佳实施例的立体图,其中,第三模座位于第一往程终点,显示第二上模远离第一上模并转呈水平的状态。
18.图2是本发明一较佳实施例的立体图,其中,第三模座位于复程终点,显示第二上模与第一上模彼叠合的状态。
19.图3是本发明一较佳实施例的立体图,其中,第三模座位于第二往程终点,显示第二上模远离第一上模而与下模叠接的状态。
20.图4是本发明一较佳实施例的部分元件立体图。
21.图5至图16是本发明一较佳实施例的平面示意图,显示该挟模装置以第一模式进行模制成型的流程。
22.图17是本发明一较佳实施例的平面示意图,显示该挟模装置在以第二模式进行模制成型时,第三模座位于第二往程终点的状态。
23.图18是本发明一较佳实施例中,第一上模与第一顶座间的分解图。
24.图19是图18中的局部放大图。
具体实施方式
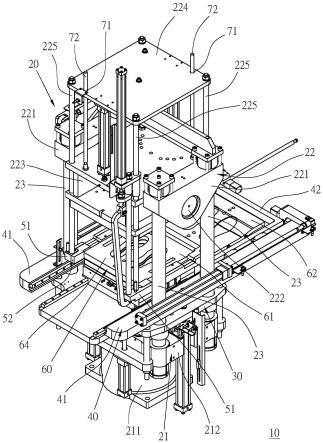
25.首先,请参阅图1至图3所示,在本发明一较佳实施例中所提供的挟模装置10,其主要包含了有一机身20、一第一模座30、一第二模座40、一第三模座50、一多层模具60与一行程控制部70,其中:
26.该机身20具有一底部21,一顶部22位于该底部21上方适当高度位置上,两对柱状
的第一导体23彼此相隔开来地分别直立固设于该底部21与该顶部22之间,以支撑该顶部22维持于适当的高度位置上,并于该底部21、顶部22与各该第一导体23之间形成开放的工作空间;
27.进一步来说,该底部21具有一以流体压力为动力源的流体压力缸件211,出力轴朝向该顶部22地可于该工作空间中进行轴向上的伸缩,二呈块状的侧体212突设于该流体压力缸件211顶端的两相背侧上;
28.各该第一导体23则分别以柱轴底端固设于各该侧体212上;
29.该顶部22则具有二墩座221,分别固设于各对第一导体23的柱轴顶端上,彼此并相隔开来,一转轴222桥设于各该墩座221之间,并使该转轴222的轴向垂直于各该第一导体23的柱轴,一第一顶座223介于各该墩座221之间地设于该转轴222上,而得以该转轴222为轴在一倾斜位置与一水平位置间进行转动,一第二顶座224位于该第一顶座223的上方,二对呈柱状的第二导体225分别以柱轴顶端固接于该第二顶座224上,以及以柱轴底端则穿经该第一顶座223地伸出于该第一顶座223的下方,用以与该第三模座50相接,从而使该第三模座50通过各该第二导体225滑设于该第一顶座223。
30.该第一模座30呈板状地滑设于各该第一导体23之间,并位于该底部21上方且受该流体压力缸件211的出力轴所驱动,而可沿各该第一导体23的柱轴方向、上下地进行往复位移。
31.该第二模座40具有成对且彼此平行的长条块状的导轨41,分别桥接于成对的各该第一导体23的相互间,并介于该第一模座30与该第三模座50之间,且使各该滑轨41的长轴一端伸出该工作空间外的适当距离,一滑动框42滑设于各该导轨41之间,而可受各该导轨41的导引,于该工作空间内外进行水平方向的移动。
32.该第三模座50具有二第一框条51,彼此平行地分别固设于成对的各该第二导体225柱轴底端上,而可沿各该第二导体225的柱轴,相对于该第一顶座223进行直线方向的往复运动,二第二框条52分别以一端枢设于各该第一框条51的一端上,并得以其为转轴进行转动。
33.该多层模具60为习知的四拆鞋底模具,包含了有一下模61、一中模62以及由一第一上模63与一第二上模64所构成的上模组,从而得于该下模61与该中模62之间、该上模组与该中模62之间、以及该第一上模63与该第二上模64之间分别形成用以模制物品的模室空间,只是其具体的模具技术内容并非本发明的技术特征所在,故并不拟加以冗陈,但仍有需说明的是,该下模61被固设该第一模座30上,该中模62则固设于该第二模座40上,该第一上模63固设于该第一顶座223下侧的结合面上,而该第二上模64设于各该第二框条52之间。
34.请并参阅图4,该行程控制部70用以控制该第三模座50的位移行程,据以改变设置于该第三模座50上的该第二上模64的位置,以因应不同加工模式需求,进一步来说,该行程控制部70具有二穿孔71,分别贯设于该第二顶座224上,二相等长度的限位杆72介于该第一顶座223与该第二顶座224间、分别以杆轴一端固设于该第一顶座223上,并使杆轴各自同轴于所对应的各该穿孔71的孔轴,一长条状的挡件73以中段部位枢设于该第一顶座223的下侧座面上,而可于一挡止位置与一释放位置间转动,当位于该挡止位置上时,该挡件73的两端分别封闭各该穿孔71而介于各该限位杆72与各该穿孔71之间,据以止挡各该限位杆72的杆轴另一端插入各该穿孔71中,而当位于该释放位置上时,该挡件73的两端则分别释放各
该穿孔71,据以使各该限位杆72的杆轴另一端得以分别插入所对应的穿孔71中,并可穿经各该穿孔71后伸出于该第一顶座223的上方;
35.借此,该行程控制部70可通过改变该挡件73所在的位置,使该第三模座50进行一第一行程的往复位移或一第二行程的往复位移,具体而言,当该挡件73位于该释放位置上时,该第三模座50可于一复程终点与一第一往程终点间进行该第一行程的往复位移,其中,当该第三模座50位于该复程终点时,使该第三模座50邻靠相接于该第一顶座223下方,从而使该第二上模64与该第一上模63彼此相叠接,而当该第三模座50位于该第一往程终点时,使该第三模座50远离该第一顶座223若干的距离,以使该第二上模65同时与该第一上模64、该中模62与该下模61均相隔开来,同时由于复程终点与该第一往程终点间的距离已超出该工作空间可容许的移动范围,因此,在第三模座50在位移至该第一往程终点前,需使该第一顶座223以该转轴222为轴进行转动,令该第一往程终点位置所在之处位于该工作空间外,如图1及图2所示;
36.而当该挡件73位于该挡止位置上时,该第三模座50可于该复程终点与一第二往程终点间进行该第二行程的往复位移,当该第三模座50位于该第二往程终点时,各该限位杆72的另一端分别抵接于该挡件73上,同时使该第二上模64于该工作空间中,远离该第一上模63地叠接于该下模61上,如图3所示。
37.通过上述构件的组成,该挟模装置10即得以供产业因应不同成型产品的需求,采用不同模式实施模制成型的加工作业,举以鞋底为例,当产品是由不同原料所制成时,可采用一第一模式进行制造,该第一模式为:
38.a1.准备程序
39.如图5所示,使该第一顶座223转动至该倾斜位置,并令该第三模座50位移至该第一往程终点上,以及令各该第二框条52转动至水平状态而与各该第一框条51相隔有一锐角夹角,据以使设于该第一顶座223上的第一上模63与设于各该第二框条52之间的第二上模64彼此分离开来,并处于可便于操作人员进行清理的位置上。
40.a2.转回该第二上模
41.如图6所示,以流体压力缸件使各该第二框条52回转至与各该第一框条平行邻接的位置上,据以使该第二上模64回转至与该第一上模63呈平行的状态。
42.a3.收回上模组
43.如图7所示,以流体压力缸件收回该第三模座50,而使该第二上模与该第一上模邻接结合,并于其彼此之间形成环墙状的模室空间。
44.a4.推出下模并进行填料
45.如图7所示,以流体压力缸件将该第一模座30推出该工作空间外,以供操作人员将第一原料至填置于固设于该下模61的开放模穴中。
46.a5.第一顶部转正并收回下模
47.如图8所示,以外部动力转动该顶部22,据以使该上模组由步骤a1的倾斜状态从动回转至呈与该下模61呈平行的水平状态。
48.a6.推出中模
49.如图9、图10、图9-1及图10-1所示,以动力将位于该工作空间后方的一待命位置上的该中模62上升后再往前通过该工作空间而位移至该工作空间的前方。
50.a7.填料
51.如图10所示,由操作人员将第二原料填置于该中模62上侧的开放模穴中。
52.a8.收回中模
53.如图11所示,以动力将该中模62收回至该工作空间中,上方与该上模组平行对应,下方则与该下模61平行对应,并使该中模62下降而叠接于该下模61上。
54.a9.第一次合模成型
55.如图12所示,以该底部的流体压力缸件211为动力,向上推动该第一模座30往该顶部22方向移动,继而使该下模61往上带动该中模62地抵接至该上模组,以完成合模,从而使该第二原料与该第一原料分别在该上模组与该中模62间,以及于该中模62与该下模61间被分别模制成型为第二初胚与第一初胚。
56.a10.第一次开模
57.如图13所示,收回该流体压力缸件211的出力轴,使该中模62与该下模61远离该上模组,且彼此并分离开来,此际,于步骤i1所成型的第一初胚留置于该下模61的模穴中,而该第二初胚则被留置于第一上模63的与该第二上模64上,并由该环墙状模室空间模制出环墙。
58.a11.退出中模
59.如图14及图15所示,将该中模62先向上移动远离该下模61后,再向后移出该工作空间以外并下降至该待命位置上。
60.a12.第二次合模成型
61.如图16所示,再次以该底部21的流体压力缸件211为动力,将该第一模座30向上推升,以使该下模61叠接于该上模组的下方,从而于其间构成一产品形状的成品模室,同时令该第一初胚与该第二初胚于该成品模室中彼此结合并受模制成型为成品的型状。
62.a13.第二次开模
63.如图5所示,以该底部21的流体压力缸件211为动力,使该下模61与该上模组分离后,为便于操作人员取出成品并进行清理,则可进一步地使该挟模装置10被作动至与步骤a1相同的准备状态上。
64.而当产品仅运用模具中的上模组与下模元件一次地模制成型出鞋底物品时,由于该下模的模穴空间有限,无法适当地将成型所需的全部原料都能加以保持在适当的位置上,此际,即可采用如下所述的第二模式进行制造:
65.b1.准备程序
66.如图5所示,其与前述第一模式下的a1步骤相同。
67.b2.转回该第二上模
68.如图6所示,其与前述第一模式下的a2步骤相同。
69.b3.收回上模组
70.如图7所示,其与前述第一模式下的a3步骤相同。
71.b4.推出下模并进行填料
72.如图7所示,其与前述第一模式下的a4步骤相同。
73.b5.第一顶部转正并收回下模
74.如图8所示,其与前述第一模式下的a5步骤相同。
75.b6.使第三模座位移至该第二往程终点
76.如图17所示,以动力驱动该第三模座50位移至该第二往程终点上,而使该第二上模64叠接于该下模61上,而得以该第二上模64的鞋孔状模孔孔壁环绕于该下模61的对应模穴周侧上,从而增加可得容纳原料的空间容积,使步骤b4中所填原料的全部得以被维持在特定的空间中以供成型。
77.b7.合模成型
78.如图16所示,以该底部的流体压力缸件211提供动力,将彼此叠接的该下模61与该第二上模65往上方移动,使该下模61与该上模组相互叠接而合模,以进行模制成型。
79.b8.开模取出成品并进行清理
80.如图5所示,其使该挟模装置作动至如步骤b1的准备状态,便于操作人员得以取出成品,并对模具进行清理,使下次的成型得以顺利进行。
81.如上所述,该挟模装置10可因应不同产品的制程需求,适当地改变其作动的状态,使不同的制程均得以通过该挟模装置来完成,可有效地降低厂房设置的成本,同时可以提供产品线变动的灵活性,具有更高的竞争优势。
82.另外,为便于模具的更换,特别是该第一上模63与该第一顶座223间的结合及分离技术上,本发明更进一步揭露有如下所述的快拆构造。
83.请参阅图18及图19所示,该上模组具有多个卡孔65,分别自该结合面垂直凹设于该第一顶座223上,各自于该结合面上分别形成开口,多数呈柱状的卡体66分别以柱轴一端垂直地固接于该第一上模63上,并使柱轴另端卡接于该卡孔65中,多数的插孔67自该结合面垂直凹设于该第一顶座223上,并使各该插孔67与各该卡孔65彼此成对且在径向上邻接连通,而使各该卡体66得以在所卡接的卡孔65及邻接连通的插孔67间移动。
84.其中,各该卡孔65分别自开口端往内依序地被区隔为一小孔径段651、一大孔径段652以及一介于该大孔径段652与该小孔径段651间的第一肩面653;
85.各该卡体66并自柱轴的一端往另一端依序地区隔为一为螺栓构造的结合段661、一小外径段662、一大外径段663以及一介于该大外径段663与该小外径段662的第二肩面664,该大外径段663的外径值介于该小孔径段651内径值与该大孔径段652内径值之间,该小外径段662的外径值则小于该小孔径段651的内径值;
86.各该插孔67则分别为孔径单一的直孔,并使内径值大于该大外径段663的外径值。
87.借此,各该卡体66在分别以该结合段661螺接于该第一上模63后,即可使该第一上模63得以通过将各该卡体66分别插进各该插孔67后,在沿各该插孔67的径向分别移动至相邻连通的各该卡孔65中,而使各该卡体66的大外径段663位于各该大孔径段652中、各该第二肩面664则抵接于各该第一肩面653上,从而使该第一上模63被定着于该第一顶座223上,而当欲进行该第一上模63与该第一顶座223的分离时,仅需通过相反的操作即可将该第一上模63由该第一顶座223上卸下,达到快速拆卸及组装的效果。
88.以上所述是本发明较佳实施例及其所运用的技术原理,对于本领域的技术人员来说,在不背离本发明的精神和范围的情况下,任何基于本发明技术方案基础上的等效变换、简单替换等显而易见的改变,均属于本发明保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。