1.本发明涉及加工自动化技术领域,尤其是指一种铝材定尺捡料装置以及操作方法。
背景技术:
2.现有的市面上铝型材生产的定尺装置极其简单,甚至于没有。定尺的作用是:根据客户需求,将成品铝型材(一般较长:20多米)锯切成客户要求的长度,方便后期的时效及精加工。
3.为了实现定尺,市面上现有的定尺装置是这样操作的:成品铝型材由锯料台的辊筒传动过来,经成品锯台进入定尺台,定尺台面上人工固定一条钢尺和挡板,将挡板依照钢尺的刻度,调至所需要的锯切位置。型材撞至挡板,成品锯台开始锯切型材。得到定长的型材后,人工搬运装框。
4.其中的操作设备和步骤需要过多的人力干预,使得型材锯切精度无法保证:挡板固定后,型材多次撞至挡板,久之挡板易变形且会向后移动,导致锯切长度出现误差,且型材撞击挡板时或型材搬运时,型材端面的撞击和搬运时端面与挡板之间的剐蹭,都易产生端面变形,造成不必要的损失。
技术实现要素:
5.为解决上述技术问题,本发明的一种铝材定尺捡料装置,所述捡料装置将定尺台设计为可升降结构,其中定尺装置中的定尺组合为自动定尺方案,包括定尺台、定尺装置、捡料台;所述的定尺台为定尺装置、定尺组合提供装配组合基础,其定尺台包括有锯切平台,以及装配于锯切平台上的升降单元、动力传输单元;所述的定尺装置内包括定尺架、定尺组合,其定尺组合均通过定尺架装配相连,定尺组合中包括定尺系统单元、伺服行走系统单元、锁紧系统单元,所述的定尺系统单元中的挡板一侧还设有光电接近开关,且定尺系统单元整体为小角度倾斜装配结构,所述的伺服行走系统单元中采用的是齿条齿轮传动结构,同时锁紧系统单元由锁紧气缸、锁紧固定夹组成,与动力传输单元中的减速结构组成了双重保障的安全结构系统;另外所述的捡料台设于定尺台的一侧,且捡料台中包括毛毡环带内侧集成有拉紧导向轮组合结构、捡料台传动电机。
6.在本发明的一个实施例中,所述的锯切平台由机架、若干辊筒组成,且锯切平台的进料端还设有粗料的锯料台以及成品锯台,组成流水锯切结构;另外的升降单元包括定尺升降油缸、定尺升降轮、定尺升降板,其中定尺升降油缸的动力输出端通过机架与定尺升降轮之间相连,同时定尺升降板的底端设有斜面结构面,斜面结构面与定尺升降轮之间挤压接触,动力传输单元中包括辊筒电机、链条、辊筒齿轮,其中锯切平台的辊筒通过链条、辊筒齿轮组成带动力式结构,辊筒电机通过辊筒齿轮提供动力加减输出。
7.在本发明的一个实施例中,所述的定尺系统单元为定尺组合中竖向运动单元,包括挡板升降气缸、挡板升降轨道、挡板,其中的挡板升降轨道与定尺架上齿条装配,挡板升
降轨道采用直线导轨结构,且挡板升降气缸设于挡板升降轨道一侧,同时挡板设于挡板升降轨道的另一侧。
8.在本发明的一个实施例中,所述的伺服行走系统单元为定尺组合中横向驱动单元,包括伺服电机、行走齿轮,其中的伺服电机输出轴端与行走齿轮之间相连,且行走齿轮与定尺架上齿条之间相啮合。
9.在本发明的一个实施例中,所述的锁紧系统单元在移动到行程极限、及指定坐标的时候,其中的锁紧气缸驱动锁紧固定夹抱死齿条侧面,同时锁紧系统单元与定尺系统单元、伺服行走系统单元均通过平行与齿条的支架,装配组成一个完整的定尺组合。
10.在本发明的一个实施例中,所述的捡料装置中电驱动部件以及传感类部件,均采用三菱的可编程控制器控制,且均与可编程控制器之间通讯相连。
11.另一方面,本发明还提供一种铝材定尺捡料操作方法,所述的操作方法基于捡料装置设计,所述方法包括如下步骤:
12.步骤s1:启动电源,在可编程控制器界面输入铝材定尺的产品长度,同时伺服行走系统单元驱动铝材定尺组合向后移动至既定位置,锁紧系统单元抱死定位后,定尺的挡板向下伸出;
13.步骤s2:型材由锯料台输送,经过成品锯台进入定尺台,当型材接近定尺的挡板时,进入光电接近开关的监测区域;
14.步骤s3:光电接近开关在监测到型材距离挡板300mm时,锯料台和定尺台的辊筒电机将减速缓慢运行,使型材撞到挡板时,运动速度缓慢且逐渐精准定尺;
15.步骤s4:成品锯台压料在固定锯切,锯切后定尺的挡板倾斜缩回;
16.步骤s5:定尺升降油缸缩回后定尺台整体下降,使锯切好的成品型材平稳落在捡料台的铝方上;
17.步骤s6:捡料台的辊筒电机带动毛毡环带将型材平稳输送出定尺台,方便人工进行筛选残次品及成品装框。
18.本发明的上述技术方案相比现有技术具有以下优点:本发明所述的铝材定尺捡料装置和操作方法,采用光电接近开关以及多种动力组合、可编程控制器控制的方案,得到的最终铝材精度高且连续生产时精度可以得到保障;且操作简单,避免人工操作不准时而产生的误差,以及型材生产过程减少不必要的摩擦剐蹭,提高成品率。
附图说明
19.为了使本发明的内容更容易被清楚的理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明。
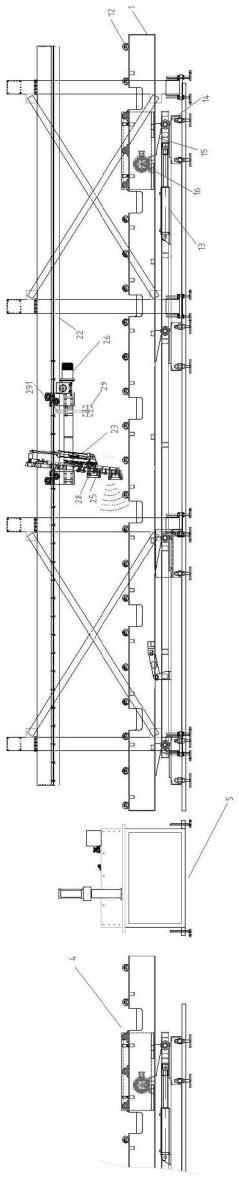
20.图1是本发明铝材定尺捡料装置的结构示意图;
21.图2是本发明所述铝材定尺捡料装置的俯视图;
22.图3是本发明所述铝材定尺捡料装置的侧视图;
23.图4是本发明所述定尺组合的ⅰ部分放大视图。
24.如图所示,1、定尺台,11、机架,12、辊筒,13、定尺升降油缸,14、定尺升降轮,15、定尺升降板,16、辊筒电机,17、辊筒齿轮,21、定尺架,22、齿条,23、挡板升降气缸.24、挡板升降轨道,25、挡板,26、伺服电机,27、行走齿轮,28、光电接近开关,29、锁紧气缸,291、锁紧固
定夹,3、捡料台,31、毛毡环带,32、拉紧导向轮组合结构,33、捡料台传动电机,4、锯料台,5、成品锯台。
具体实施方式
25.如图1所示,本实施例提供一种铝材定尺捡料装置,所述捡料装置将定尺台1设计为可升降结构,其中定尺装置中的定尺组合为自动定尺方案,包括定尺台1、定尺装置、捡料台3;所述的定尺台1为定尺装置、定尺组合提供装配组合基础,其定尺台1包括有锯切平台,以及装配于锯切平台上的升降单元、动力传输单元;所述的定尺装置内包括定尺架21、定尺组合,其定尺组合均通过定尺架21装配相连,定尺组合中包括定尺系统单元、伺服行走系统单元、锁紧系统单元,所述的定尺系统单元中的挡板25一侧还设有光电接近开关28,且定尺系统单元整体为小角度倾斜装配结构,所述的伺服行走系统单元中采用的是齿条齿轮传动结构,同时锁紧系统单元由锁紧气缸29、锁紧固定夹291组成,与动力传输单元中的减速结构组成了双重保障的安全结构系统;另外所述的捡料台3设于定尺台1的一侧,且捡料台3中包括毛毡环带31内侧集成有拉紧导向轮组合结构32、捡料台传动电机33。
26.所述的锯切平台由机架11、若干辊筒12组成,且锯切平台的进料端还设有粗料的锯料台4以及成品锯台5,组成流水锯切结构;另外的升降单元包括定尺升降油缸13、定尺升降轮14、定尺升降板15,其中定尺升降油缸13的动力输出端通过机架11与定尺升降轮14之间相连,同时定尺升降板15的底端设有斜面结构面,斜面结构面与定尺升降轮14之间挤压接触,动力传输单元中包括辊筒电机16、链条、辊筒齿轮17,其中锯切平台的辊筒12通过链条、辊筒齿轮17组成带动力式结构,辊筒电机16通过辊筒齿轮17提供动力加减输出。
27.其中的升降单元在升降时,定尺升降油缸13伸缩拉动机架11,机架11上的定尺升降轮14会沿着定尺升降板15运动,由于定尺升降板15的斜面设计,定尺升降板15上方的定尺台1则会做升降动作,满足生产使用;且动力传输单元也满足生产使用及监测减速。
28.所述的定尺系统单元为定尺组合中竖向运动单元,包括挡板升降气缸23、挡板升降轨道24、挡板25,其中的挡板升降轨道24与定尺架21上齿条22装配,挡板升降轨道24采用直线导轨结构,且挡板升降气缸23设于挡板升降轨道24一侧,同时挡板25设于挡板升降轨道24的另一侧。
29.其中的挡板25上方内部镶有光电接近开关28,用于监测铝材与挡板间的间距。定尺系统整体设计为略微倾斜式,定尺结束后挡板25升起时避免挡板25与铝材发生摩擦而产生型材剐蹭等现象。
30.所述的伺服行走系统单元为定尺组合中横向驱动单元,包括伺服电机26、行走齿轮27,其中的伺服电机26输出轴端与行走齿轮27之间相连,且行走齿轮27与定尺架21上齿条22之间相啮合。
31.其中使用的伺服电机26在校准定尺长度以后,精准计算齿轮的行走的齿数。从而计算型材定尺的长度。精度≤0.5mm。因采用的是齿条齿轮结构,避免了在行走中而产生滑动摩擦造成的定尺数据不准的现象发生。
32.所述的锁紧系统单元在移动到行程极限、及指定坐标的时候,其中的锁紧气缸29驱动锁紧固定夹291抱死齿条22侧面,同时锁紧系统单元与定尺系统单元、伺服行走系统单元均通过平行与齿条22的支架,装配组成一个完整的定尺组合。
33.其中避免生产中型材对挡板25撞击时产生的挡板25后移现象,造成定尺不准,所以装备设计有锁紧系统单元,当锁紧气缸29伸出时,通过连杆和杠杆原理,使锁紧固定夹291紧紧的抱死齿条22侧面(固定夹表面有纹理,保证抱死时不存在打滑现象)。锁紧系统配合定尺台监测减速系统,双重保障定尺精度不改变。
34.另外的捡料台3可将定尺锯切好的型材,传送出定尺台1,方便人工进行筛选残次品及成品装框。
35.所述的捡料装置中电驱动部件以及传感类部件,均采用三菱的可编程控制器控制,且均与可编程控制器之间通讯相连。
36.本发明还提供一种铝材定尺捡料操作方法,所述的操作方法基于捡料装置设计,所述方法包括如下步骤:
37.步骤s1:启动电源,在可编程控制器界面输入铝材定尺的产品长度,同时伺服行走系统单元驱动铝材定尺组合向后移动至既定位置,锁紧系统单元抱死定位后,定尺的挡板25向下伸出;
38.步骤s2:型材由锯料台4输送,经过成品锯台5进入定尺台1,当型材接近定尺的挡板25时,进入光电接近开关28的监测区域;
39.步骤s3:光电接近开关28在监测到型材距离挡板25的300mm时,锯料台4和定尺台1的辊筒电机16将减速缓慢运行,使型材撞到挡板25时,运动速度缓慢且逐渐精准定尺;
40.步骤s4:成品锯台5压料在固定锯切,锯切后定尺的挡板25倾斜缩回;
41.步骤s5:定尺升降油缸13缩回后定尺台1整体下降,使锯切好的成品型材平稳落在捡料台3的铝方上;
42.步骤s6:捡料台3的集成电机带动毛毡环带31将型材平稳输送出定尺台1,方便人工进行筛选残次品及成品装框。
43.显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。