1.本实用新型涉及集装箱领域,具体涉及一种集装箱门横梁及短底梁的复合生产装置。
背景技术:
2.集装箱门横梁、短底梁的生产一般采用人工孤岛操作,剪切下料、校平、冲孔、倒角、成型等都是人工单机操作,需要板材吊装转运,具有加工工艺流程繁琐,加工设备比较分散,物流复杂混乱,工作环境较差,劳动强度大,人工和能耗等成本较高,加工精度不高,生产效率低等缺点。在转运过程中行车、电瓶车等使用频繁,存在物流复杂混乱、劳动强度大等问题,不利于节能降耗发展理念。而目前市面上的门横梁、短底梁复合线只能同时加工一种产品,要么门横梁,要么短底梁、要么鹅背梁等短梁,设备利用率不高。
技术实现要素:
3.本实用新型的目的提供一种集装箱门横梁及短底梁的复合生产装置,解决上述现有技术问题中的一个或多个。
4.本实用新型提出一种集装箱门横梁及短底梁的复合生产装置,包括第一生产线、第二生产线、折弯组件以及堆垛组件,
5.所述第一生产线包括依次连接的上料输送组件、剪板组件、毛刺矫平组件、门横梁冲孔组件,
6.所述第二生产线包括依次连接的短底梁输送辊道总成和冲床组件,
7.所述门横梁冲孔组件和所述冲床组件均与折弯组件的进料口连接,所述门横梁冲孔组件与折弯组件之间设有门横梁翻身辊道总成,所述冲床组件与折弯组件之间设有短底梁翻身辊道总成,所述折弯组件与所述堆垛组件连接。
8.在一些实施方式中,所述上料输送组件包括拆垛输送辊道总成、设置于剪板机送料机构一侧的第一上料总成,所述第一上料总成的位置与所述拆垛输送辊道总成的位置对应,所述剪板机送料机构的另一端对应剪板组件设置,通过所述剪板机送料机构将板件输送至剪板组件中,所述第一上料总成上设有感应器。
9.在一些实施方式中,所述剪板组件包括剪板机和剪床出料输送总成,所述剪板机的进料口设置剪板机送料机构,所述剪板机的出料口设置所述剪床出料输送总成,所述剪床出料输送总成连接毛刺机进料辊道总成,所述毛刺机进料辊道总成的一端设置毛刺矫平组件。
10.在一些实施方式中,所述毛刺矫平组件包括毛刺机组和矫平机组,所述毛刺机组的进料端设置毛刺机进料辊道总成,所述毛刺机组的出料端与所述矫平机组的进料端连接,所述矫平机组的出料端通过矫平机出料辊道总成连接门横梁冲孔组件,所述矫平机出料辊道总成与短底梁输送辊道总成连接,且矫平机出料辊道总成一侧对应短底梁输送辊道总成设置气缸拨杆。
11.在一些实施方式中,所述门横梁冲孔组件包括第一冲床、门横梁冲孔模具、门横梁冲孔进料辊道以及门横梁前端翻转定位总成,所述门横梁冲孔进料辊道对应矫平机出料辊道总成设置,所述门横梁冲孔进料辊道的一侧设置门横梁冲孔模具和第一冲床,所述门横梁冲孔进料辊道一侧对应门横梁冲孔模具设置第一气缸推板和与第一气缸推板连接的定位气缸,所述门横梁冲孔模具的一侧通过门横梁翻身辊道总成、与门横梁翻身辊道总成连接的门横梁输送总成连接折弯组件的进料口,所述门横梁前端翻转定位总成对应门横梁冲孔模具和门横梁翻身辊道总成设置,所述定位气缸和门横梁前端翻转定位总成上设有感应器。
12.在一些实施方式中,所述第二生产线还包括短底梁上料组件,短底梁上料组件包括短底梁上料辊道总成,和设置于短底梁输送辊道总成一侧的第二上料总成,第二上料总成的位置与短底梁上料辊道总成的位置对应,所述第二上料总成上设有感应器。
13.在一些实施方式中,所述冲床组件包括短底梁冲缺模具、短底梁推板器、第二冲床、短底梁翻转定位总成,所述短底梁冲缺模具的一侧设置短底梁输送辊道总成,所述短底梁冲缺模具的另一侧设置短底梁推板器和第二冲床,所述冲床组件的出料口通过短底梁翻身辊道总成连接折弯组件,所述短底梁翻转定位总成对应短底梁翻身辊道总成和短底梁冲缺模具设置,所述短底梁翻转定位总成上设有感应器。
14.在一些实施方式中,第二生产线上还设有短底梁堆垛组件,所述冲床组件的出料口通过短底梁翻身辊道总成连接短底梁堆垛组件,所述短底梁堆垛组件连接折弯组件,所述短底梁堆垛组件包括短底梁堆垛吸盘总成和短底梁堆垛链输送总成,所述短底梁堆垛链输送总成和所述短底梁翻身辊道总成分别设置于短底梁堆垛吸盘总成的两侧,通过短底梁堆垛吸盘总成用于将短底梁翻身辊道总成上的短底梁吸放至短底梁堆垛链输送总成上,所述短底梁堆垛吸盘总成上设有感应器。
15.在一些实施方式中,所述折弯组件包括冲床折弯进料总成、门横梁折弯前定位总成、推板气缸总成、冲床专用折弯模具、门横梁折弯开关定位总成、短底梁折弯开关定位总成、短底梁折弯侧推总成、第三冲床、短底梁折弯前定位总成以及短底梁折弯出料托辊总成,所述冲床专用折弯模具的两侧分别设有冲床折弯进料总成和第三冲床,门横梁输送总成上设有气缸翻板和输送皮带及相关装置,输送皮带的起始端设置气缸翻板,输送皮带的末端设置冲床折弯进料总成,冲床折弯进料总成的一侧对应冲床专用折弯模具设有第二气缸推板,所述冲床专用折弯模具上设有门横梁折弯前定位总成、推板气缸总成、门横梁折弯开关定位总成、短底梁折弯开关定位总成、短底梁折弯侧推总成、短底梁折弯前定位总成以及短底梁折弯出料托辊总成,推板气缸总成和短底梁折弯出料托辊总成分别设置在冲床专用折弯模具两侧,设置有短底梁折弯出料托辊总成的一侧与堆垛组件连接,所述门横梁折弯前定位总成、门横梁折弯开关定位总成、短底梁折弯开关定位总成以及短底梁折弯前定位总成上均设有感应器。
16.在一些实施方式中,短底梁翻身辊道总成的结构与门横梁翻身辊道总成的结构相同,均包括辊道组件和翻身总成,辊道组件包括第一侧边板、第二侧边板以及设置于第一侧边板和第二侧边板之间的传送辊,第二侧边板包括两段同一直线设置的侧边板,两段侧边板之间设置翻身总成,翻身总成包括十字翻转架和内置有翻转机构的动力箱,旋转机构中的旋转轴穿出动力箱连接十字翻转架的中心,十字翻转架包括以十字翻转架的中心为中心
环向均匀分布的四个架体,其分别为第一架体、第二架体、第三架体以及第四架体,每个架体上均设有一个固定支架,固定支架包括两个支撑组件,两个支撑组件关于十字翻转架的中心与架体中心所连接形成的直线对称分布,每个支撑组件中至少包括两根支撑杆,每根支撑杆上远离架体一侧的端部套设有胶套,同一架体上两个支撑组件中靠近十字翻转架的中心一侧的支撑杆之间设有挡板,支撑杆的位置与传送辊的位置对应,十字翻转架旋转时支撑杆可以从对应的两根传送辊之间穿过。
17.本实用新型所述的集装箱门横梁及短底梁的复合生产装置的优点为:
18.将多台机床设备合并成一体线,击中优化布局,从而实现一人操作一条一体线的操作,完成门横梁和短底梁的自动加工,同时一体线可使设备充分利用,实现同时生产门横梁和短底梁的目的。
附图说明
19.图1为本实用新型的一些实施方式中集装箱门横梁及短底梁的复合生产装置的结构示意图;
20.图2为本实用新型的一些实施方式中上料输送组件的结构示意图;
21.图3为本实用新型的一些实施方式中剪板组件的结构示意图;
22.图4为本实用新型的一些实施方式中毛刺矫平组件的结构示意图;
23.图5为本实用新型的一些实施方式中门横梁冲孔组件的结构示意图;
24.图6为本实用新型的一些实施方式中短底梁上料组件的结构示意图;
25.图7为本实用新型的一些实施方式中冲床组件的结构示意图;
26.图8为本实用新型的一些实施方式中短底梁堆垛组件的结构示意图;
27.图9为本实用新型的一些实施方式中折弯组件的结构示意图;
28.图10为本实用新型的一些实施方式中门横梁翻身辊道总成的侧面结构视图;
29.图11为本实用新型的一些实施方式中门横梁翻身辊道总成的剖面结构示意图。
具体实施方式
30.为进一步清楚的阐述本实用新型的目的、技术方案和优点,以下结合附图对本实用新型进一步说明,本实用新型的附图为了简单易读的结构框架图,并不能限制本实用新型的真正目的。
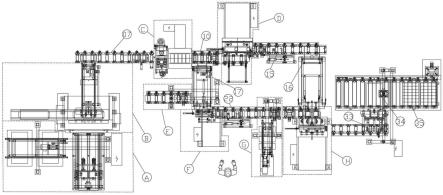
31.结合图1所示的内容,本实用新型中提出一种集装箱门横梁及短底梁的复合生产装置,包括第一生产线、第二生产线、折弯组件h以及堆垛组件,
32.第一生产线包括依次连接的上料输送组件a、剪板组件b、毛刺矫平组件c、门横梁冲孔组件d,
33.第二生产线包括依次连接的短底梁输送辊道总成17和冲床组件 f,
34.门横梁冲孔组件d和冲床组件f均与折弯组件h的进料口连接,折弯组件h与堆垛组件连接。
35.结合图1和图2所示的内容,上料输送组件a包括拆垛输送辊道总成02、设置于剪板机送料机构04一侧的第一上料总成03,第一上料总成03的位置与拆垛输送辊道总成02的位置对应,剪板机送料机构04的另一端对应剪板组件b设置,通过剪板机送料机构04将板件输
送至剪板组件b中,第一上料总成03上设有感应器,通过感应器感应监测是否有板,给出第一上料总成03是否执行吸盘吸料和前进、后退的指令,感应器可以直接采用市面上现有的感应器,达到感应监测板件的目的,比如红外线感应器。通过第一上料总成03将拆垛输送辊道总成02上的板件转运至剪板机送料机构04上,然后通过剪板机送料机构04将板运输至剪板组件b中的剪板机05中。其中涉及的拆垛输送辊道总成02和第一上料总成03均可直接采用市面上现有的拆垛机和单张上料吸盘装置,剪板机送料机构04可以直接采用市面上现有的用于运送板件的伺服送料机构。
36.结合图1和图3所示的内容,剪板组件b包括剪板机05和剪床出料输送总成06,剪板机05的进料口设置剪板机送料机构04,剪板机05的出料口设置剪床出料输送总成06,剪床出料输送总成06连接毛刺机进料辊道总成07,毛刺机进料辊道总成07的一端设置毛刺矫平组件c,通过剪床出料输送总成06将剪好的板件输送至毛刺机进料辊道总成07上,然后通过毛刺机进料辊道总成07输送至毛刺矫平组件c中。其中剪板机05可直接采用市面上现有的6*2000气动离合剪板机,剪床出料输送总成06可采用市面上现有的用于运送板件的链条输送机构,毛刺机进料辊道总成07可采用市面上现有的用于运送板件的辊道输送机构。
37.结合图1和图4所示的内容,毛刺矫平组件c包括毛刺机组08 和矫平机组09,毛刺机组08的进料端设置毛刺机进料辊道总成07,毛刺机组08的出料端与矫平机组09的进料端连接,矫平机组09的出料端通过矫平机出料辊道总成10连接门横梁冲孔组件d,矫平机出料辊道总成10与短底梁输送辊道总成17连接,且矫平机出料辊道总成10一侧对应短底梁输送辊道总成17设置气缸拨杆,通过气缸拨杆可以将矫平机出料辊道总成10上的板件拨到短底梁输送辊道总成 17上进行输送,通过短底梁输送辊道总成17把板件输送至冲床组件 f中进行倒角,毛刺机组08可以直接选用市面上现有的用于出去板表面毛刺的毛刺机,矫平机组09可选用市面上现有的用于矫平板件的9-350矫平机组,矫平机出料辊道总成10和短底梁输送辊道总成 17可采用市面上现有的用于运送板件的辊道输送机构。
38.结合图1和图5所示的内容,门横梁冲孔组件d包括第一冲床 13、门横梁冲孔模具12、门横梁冲孔进料辊道11以及门横梁前端翻转定位总成14,门横梁冲孔进料辊道11对应矫平机出料辊道总成10 设置,门横梁冲孔进料辊道11的一侧设置门横梁冲孔模具12和第一冲床13,门横梁冲孔模具12的一侧通过门横梁翻身辊道总成15、与门横梁翻身辊道总成15连接的门横梁输送总成16连接折弯组件h的进料口,门横梁冲孔进料辊道11一侧对应门横梁冲孔模具12设置第一气缸推板和与第一气缸推板连接的定位气缸,通过第一气缸推板和定位气缸将门横梁冲孔进料辊道11上的板件推入门横梁冲孔模具12 中,门横梁前端翻转定位总成14对应门横梁冲孔模具12和门横梁翻身辊道总成15设置,定位气缸和门横梁前端翻转定位总成14上设有感应器,通过感应器感应板件的位置,给出第一气缸推板是否执行推板、第一冲床13是否执行冲压、门横梁前端翻转定位总成14是否执行翻转的指令,其中第一冲床13采用160吨气动离合冲床,感应器可以直接采用市面上现有的感应器,达到感应监测板件的目的,比如红外线感应器。冲孔结束后,通过门横梁前端翻转定位总成14进入门横梁翻身辊道总成15,门横梁前端翻转定位总成14可以直接采用市面上现有的翻转定位装置,在此不做详述。
39.结合图1和图6所示的内容,第二生产线还包括短底梁上料组件 e,短底梁上料组件e包括短底梁上料辊道总成36,和设置于短底梁输送辊道总成17一侧的第二上料总成37,
第二上料总成37的位置与短底梁上料辊道总成36的位置对应,第二上料总成37上设有感应器,通过感应器感应监测是否有板,给出第二上料总成37是否执行吸盘吸料和前进、后退的指令,感应器可以直接采用市面上现有的感应器,达到感应监测板件的目的,比如红外线感应器。短底梁上料辊道总成36可采用市面上现有的用于运送板件的辊道输送机构,第二上料总成37可直接选用单张上料吸盘装置。
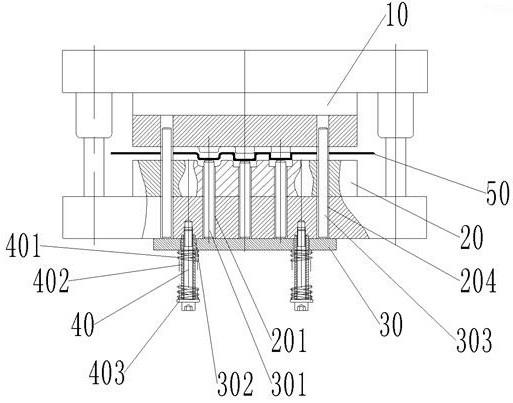
40.结合图1和图7所示的内容,冲床组件f包括短底梁冲缺模具 18、短底梁推板器19、第二冲床20、短底梁翻转定位总成21,短底梁冲缺模具18的一侧设置短底梁输送辊道总成17,在短底梁输送辊道总成17的带动下滑入短底梁冲缺模具18中,短底梁冲缺模具18 的另一侧设置短底梁推板器19和第二冲床20,冲床组件f的出料口通过短底梁翻身辊道总成22连接折弯组件h,短底梁翻转定位总成 21对应短底梁翻身辊道总成22和短底梁冲缺模具18设置,短底梁翻转定位总成21上设有感应器,通过感应器感应监测是否有板,给出第二冲床20是否执行冲压、短底梁翻转定位总成21是否执行翻转的指令,通过短底梁反转定位总成21确保板件进入短底梁翻身辊道总成22,感应器可以直接采用市面上现有的感应器,达到感应监测板件的目的,比如红外线感应器,通过推板器19将短底梁冲缺摸具 18中的板件脱模,。第二冲床20采用的是45吨气动离合冲床。短底梁翻转定位总成21可以直接采用市面上现有的翻转定位装置,在此不做详述。
41.结合图1和图8所示的内容,第二生产线上还设有短底梁堆垛组件g,冲床组件f的出料口通过短底梁翻身辊道总成22连接短底梁堆垛组件g,短底梁堆垛组件g连接折弯组件h,短底梁堆垛组件g 包括短底梁堆垛吸盘总成38和短底梁堆垛链输送总成39,短底梁堆垛链输送总成39和短底梁翻身辊道总成22分别设置于短底梁堆垛吸盘总成38的两侧,通过短底梁堆垛吸盘总成38用于将短底梁翻身辊道总成22上的短底梁吸放至短底梁堆垛链输送总成39上,短底梁堆垛吸盘总成38上设有感应器,通过感应器感应监测是否有板,给出短底梁堆垛组件g是否执行吸盘吸料和前进、后退的指令,感应器可以直接采用市面上现有的感应器,达到感应监测板件的目的,比如红外线感应器。在短底梁不需要进行折弯操作是可以选择直接通过短底梁堆垛吸盘总成38将短底梁翻身辊道总成22上传送的板件转运至短底梁堆垛链输送总成39上进行堆垛。
42.通过图1和图9所示的内容,折弯组件h包括冲床折弯进料总成 23、门横梁折弯前定位总成24、推板气缸总成25、冲床专用折弯模具26、门横梁折弯开关定位总成27、短底梁折弯开关定位总成28、短底梁折弯侧推总成29、第三冲床30、短底梁折弯前定位总成31以及短底梁折弯出料托辊总成32,冲床专用折弯模具26的两侧分别设有冲床折弯进料总成23和第三冲床30,门横梁输送总成16上设有气缸翻板和输送皮带及相关装置,相关装置为控制皮带输送的组件,气缸翻板是由气缸控制的可翻折的板件,气缸翻板和相关装置均可直接采用市面上现有的结构,因此在此不做详述,输送皮带的起始端设置气缸翻板,输送皮带的末端设置冲床折弯进料总成23,通过气缸翻板翻转30
°
左右使得板件滑落到输送皮带上,然后由输送皮带输送至冲床折弯进料总成23上,短底梁翻转定位总成21的末端与冲床折弯进料总成23的前端对应,冲床折弯进料总成23的一侧设有第二气缸推板,在第二气缸推板的作用下将冲床折弯进料总成2上的板件推送至冲床专用折弯模具26上,冲床专用折弯模具26上设有门横梁折弯前定位总成24、推板气缸总成25、门横梁折弯开关定位总成27、短底梁折弯开关定位总成28、短底梁折弯侧推总成29、短底梁折弯前定位总成31以及短底梁折弯
出料托辊总成32,推板气缸总成25 和短底梁折弯出料托辊总成32分别设置在冲床专用折弯模具26两侧,通过推板气缸总成25推动短底梁和门横梁至堆垛组件中,其中短底梁通过短底梁折弯出料托辊总成32辅助后进入堆垛组件中,设置有短底梁折弯出料托辊总成32的一侧与堆垛组件连接,门横梁折弯前定位总成24、门横梁折弯开关定位总成27、短底梁折弯开关定位总成28以及短底梁折弯前定位总成31上均设有感应器,感应器用于感应监测板件,可以知己采用市面上现有的感应器,比如红外线感应器,门横梁折弯前定位总成24和门横梁折弯开关定位总成27用于感应门横梁,短底梁折弯开关定位总成28和短底梁折弯前定位总成 31用于感应短底梁。通过感应器感应板材为位置,判断是否执行第三冲床的工作指令。第三冲床采用的是200吨气动离合冲床。门横梁和短底梁都是u型件,通过折弯刀冲压2刀折弯而成,门横梁折弯前定位总成24、门横梁折弯开关定位总成27、短底梁折弯开关定位总成28以及短底梁折弯前定位总成31分别定为其折弯尺寸位置。
43.结合图1所示的内容,堆垛组件包括翻板收料总成33、堆垛总成34以及堆垛送料辊道总成35,短底梁折弯出料托辊总成32一端对应推板气缸总成25设置,短底梁折弯出料托辊总成32另一端设置堆垛总成34,堆垛总成34与堆垛送料辊道总成35连接。通过翻板收料总成33将板件翻转运输至堆垛总成34上进行堆垛,堆垛完成后通过堆垛送料辊道总成35输送出料即可。翻板收料总成33和堆垛送料辊道总成35均可直接采用市面上现有的相关装置。堆垛总成34可以采用市面上现有的伺服堆垛装置。
44.上述的门横梁翻身辊道总成15和短底梁翻身辊道总成22的结构相同,结合图10和图11所示的内容,其均包括辊道组件和翻身总成,辊道组件包括第一侧边板151、第二侧边板152以及设置于第一侧边板151和第二侧边板152之间的传送辊150,传送辊150的第一侧边板151中设有传送机构用于控制传送辊150的运行,传送机构不是本发明的重点,且可以直接采用现有技术,因此再此不做详述,第二侧边板152包括两段同一直线设置的侧边板,两段侧边板之间设置翻身总成,翻身总成包括十字翻转架和内置有翻转机构的动力箱154,翻转机构可以直接采用现有技术,比如连接气泵的旋转气缸等,因此在此不做详述。旋转机构中的旋转轴穿出动力箱连接十字翻转架的中心,十字翻转架包括以十字翻转架的中心为中心环向均匀分布的四个架体,其分别为第一架体1531、第二架体1532、第三架体1533以及第四架体1534,每个架体上均设有一个固定支架,固定支架包括两个支撑组件,两个支撑组件关于十字翻转架的中心与架体中心所连接形成的直线对称分布,每个支撑组件中至少包括两根支撑杆155,优选三根支撑杆155,每根支撑杆155上远离架体一侧的端部套设有胶套156,通过胶套156增加支撑杆远离架体一侧的端部的摩擦力,起到辅助限定板件的作用,增强翻转过程中的可靠性,同一架体上两个支撑组件中靠近十字翻转架的中心一侧的支撑杆155之间设有挡板 157,通过挡板157的设置限定板件进入固定支架内的深度,达到辅助固定板件的作用,支撑杆155的位置与传送辊150的位置对应,十字翻转架旋转时支撑杆155可以从对应的两根传送辊150之间穿过。十字翻转架作与辊道组件的输送一个方向旋转。
45.门横梁翻身辊道总成15和短底梁翻身辊道总成22的工作原理为:第一架体1531、第三架体1533以及两架体上的固定支架均水平于输送辊150,第一架体1531和第三架体1533上的固定支架之间嵌设的传送辊150的上表面置于固定架中的两组支撑板件之间,便于传送板件,板件在传送辊150的作用下进入第一架体1531上的固定架中时,第三架体1533上的固定架中的板件在传送辊150的作用下向外传送,一侧的板件完全进入固定架,另一侧
的板件完全脱离固定架后十字翻转架旋转,第四架体1534到达原第一架体1531的位置,第一架体1531到达第二架体1532的位置,第二架体1532到达第三架体1533的位置,第三架体1533到达第四架体1534的位置,然后板件在传送辊150的作用下进入第四架体1534上的固定架中时,第二架体1532上的固定架中的板件在传送辊150的作用下向外传送,一侧的板件完全进入固定架,另一侧的板件完全脱离固定架后十字翻转架旋转,按此操作流程旋转十字翻转架,达到给板件翻身的目的。门横梁、短底梁工件是分左、右的,且是对称安装的,所以通过门横梁翻身辊道总成15和短底梁翻身辊道总成22的设置达到加工时左右对称加工冲孔、倒角等的目的。
46.以上所述仅是本实用新型的优选方式,应当指出,对于本领域普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干相似的变形和改进,这些也应视为本实用新型的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。