1.本发明涉及组装设备相关领域,具体是一种新能源汽车电池铝型材散热器用辅助组装结构。
背景技术:
2.新能源电动汽车的组成包括:电力驱动及控制系统、驱动力传动等机械系统、完成既定任务的工作装置等;电力驱动及控制系统是电动汽车的核心,同时也需要散热器等部件对电池进行散热工作,因此需要辅助组装结构对散热器等部件进行安装和组装。
3.现有的新能源汽车电池铝型材散热器组装结构大多自动化程度较低,从而需要较多的人力成本和降低了组装效率,现有的多工位工装缺少对新能源汽车电池铝型材散热器进行夹持调整角度或者位置的组件,同时调节精度和安装精度误差较大,从而导致其工装效果较差;现有的装置大多只能对部分散热部件进行安装和限位,较难对多样式散热部件的组装动作。
技术实现要素:
4.因此,为了解决上述不足,本发明在此提供一种新能源汽车电池铝型材散热器用辅助组装结构。
5.本发明是这样实现的,构造一种新能源汽车电池铝型材散热器用辅助组装结构,该装置包括固定底板和安装在固定底板底部四周的移动轮以及安装在固定底板顶部对散热器箱体起到限位作用的限位侧板,所述固定底板顶部设有散热器箱体和安装在固定底板顶部的控制面板,所述还包括安装在固定底板顶部的调节机构和安装在限位侧板顶部的组装机构,所述调节机构包括安装在固定底板顶部的安装侧板,所述安装侧板左端设置有限位机构和安装在安装侧板内部第一调节气缸以及安装在安装侧板左端的第三调节气缸,所述第一调节气缸顶部调节杆安装有第一安装板,所述第一安装板底部左侧安装有对第二调节气缸起到传动作用的伺服电机,所述伺服电机顶部传动轴安装有对第二安装板起到调节作用的第二调节气缸,所述第二调节气缸右端调节杆安装有第二安装板,所述第二安装板底部安装有高精度电推杆,所述高精度电推杆设置有吸附机构,所述第一调节气缸、伺服电机、第二调节气缸、高精度电推杆和第三调节气缸均与控制面板电连接。
6.优选的,所述限位机构包括安装在安装侧板左端的第四调节气缸,所述第四调节气缸前端调节杆安装有位移调节块,所述位移调节块滑动设置在第一限位滑槽内部和安装在位移调节块右侧的内螺纹转杆,所述第一限位滑槽设置在安装侧板内部,所述内螺纹转杆内部转动件的右端安装有挤压板和螺纹安装在内螺纹转杆内侧螺槽的调节螺栓,所述第四调节气缸与控制面板电连接。
7.优选的,所述吸附机构包括安装在高精度电推杆底部的第一连接板,所述第一连接板前后两侧均安装有防护箱,所述防护箱顶部安装有对旋转盘起到传动作用的微型马达,所述微型马达传动轴底部安装有旋转盘,所述旋转盘顶部设置有对卡接滑块起到限位
作用的第二限位滑槽,所述第二限位滑槽内部滑动设置有卡接滑块,所述卡接滑块底部安装有夹紧框体,所述夹紧框体内部安装有推拉滑杆和安装在夹紧框体中端底侧的海绵槽口,所述微型马达与控制面板电连接。
8.优选的,所述组装机构包括安装在限位侧板顶侧的第二连接板,所述第二连接板顶部前端安装有放置料箱和安装在第二连接板后端通槽的第一电推杆,所述放置料箱前端安装有起到推料作用的下料推杆,所述第一电推杆底部安装有位移底板,所述位移底板前端设置起到下料作用的下料开口和安装在位移底板顶部的第二电推杆以及滑动设置在位移底板顶部的卡位机构,所述第一电推杆和下料推杆以及第二电推杆均与控制面板电连接。
9.优选的,所述卡位机构包括安装在第二电推杆前端推杆的位移板,所述位移板后端的左右两侧均安装有减速电机,所述减速电机前端传动轴安装有固定卡板,所述固定卡板内侧滑动设置有传动杆,所述传动杆转动设置在位移板前端左右两侧的连板内部,所述传动杆外侧滑动设置有位移卡板,所述位移卡板前端安装有微型推杆,所述微型推杆安装在位移板连板前端,所述减速电机和微型推杆均与控制面板电连接。
10.优选的,所述伺服电机的传动角度和第二调节气缸的旋转角度均设为90度,且第二调节气缸的调节长度为10厘米。
11.优选的,所述第一限位滑槽的滑槽长度与第一调节气缸与安装侧板前端面距离相同。
12.优选的,所述夹紧框体呈开口向前或者向后的冖字形状,且夹紧框体内侧的海绵槽口呈半圆形状。
13.优选的,所述调节螺栓材质为材料钢。
14.优选的,所述旋转盘材质为材料钢。
15.本发明具有如下优点:本发明通过改进在此提供一种新能源汽车电池铝型材散热器用辅助组装结构,与同类型设备相比,具有如下改进:
16.本发明所述一种新能源汽车电池铝型材散热器用辅助组装结构,通过设置了调节机构在固定底板顶部,通过第一调节气缸和第二调节气缸以及高精度电推杆为吸附机构提供多维度的调节效果,并通过伺服电机带动第二调节气缸提供角度调节效果,有利于提高对组装部件的调节效果。
17.本发明所述一种新能源汽车电池铝型材散热器用辅助组装结构,通过设置了限位机构在安装侧板左端,通过第四调节气缸带动位移调节块和内螺纹转杆进行调节动作,此时通过第一限位滑槽为位移调节块的位移提供调节效果,然后通过调节螺栓对内螺纹转杆的转动提供限位效果。
18.本发明所述一种新能源汽车电池铝型材散热器用辅助组装结构,通过设置了吸附机构在高精度电推杆底部,通过微型马达带动旋转盘和夹紧框体等部件进行旋转,并通过推拉滑杆对两组夹紧框体进行拉伸动作,从而通过两组夹紧框体和海绵槽口对组装螺栓进行夹紧和旋紧动作,有利于提高对新能源汽车电池铝型材散热器的组装效果。
19.本发明所述一种新能源汽车电池铝型材散热器用辅助组装结构,通过设置了组装机构在限位侧板顶部,通过下料推杆推动放置料箱内部的散热片料推动进入两组固定卡板侧面,然后通过微型推杆带动位移卡板在传动杆的限位下进行滑动,并通过固定卡板和位
移卡板对该物料进行夹紧,然后通过减速电机对固定卡板的旋转进行限制效果,有利于提高对散热料片的安装效果。
附图说明
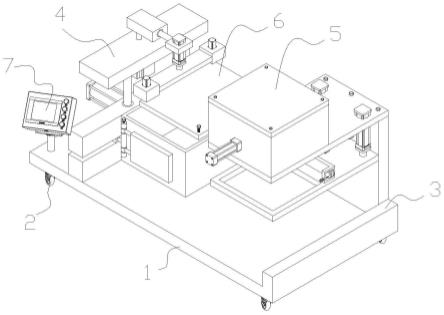
20.图1是本发明结构示意图;
21.图2是本发明的调节机构立体剖视结构示意图;
22.图3是本发明的调节机构立体结构示意图;
23.图4是本发明的限位机构立体结构示意图;
24.图5是本发明的吸附机构立体结构示意图;
25.图6是本发明的组装机构立体爆炸结构示意图;
26.图7是本发明的组装机构右视结构示意图;
27.图8是本发明的卡位机构左视立体结构示意图。
28.其中:固定底板-1、移动轮-2、限位侧板-3、调节机构-4、组装机构-5、散热器箱体-6、控制面板-7、安装侧板-41、限位机构-42、第一调节气缸-43、第一安装板-44、伺服电机-45、第二调节气缸-46、第二安装板-47、高精度电推杆-48、吸附机构-49、第三调节气缸-410、第四调节气缸-421、位移调节块-422、第一限位滑槽-423、内螺纹转杆-424、挤压板-425、调节螺栓-426、第一连接板-491、防护箱-492、微型马达-493、旋转盘-494、第二限位滑槽-495、卡接滑块-496、夹紧框体-497、推拉滑杆-498、海绵槽口-499、第二连接板-51、放置料箱-52、第一电推杆-53、下料推杆-54、位移底板-55、下料开口-56、第二电推杆-57、卡位机构-58、位移板-581、减速电机-582、固定卡板-583、传动杆-584、位移卡板-585、微型推杆-586。
具体实施方式
29.下面将结合附图1-8对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.请参阅图1,本发明的一种新能源汽车电池铝型材散热器用辅助组装结构,包括固定底板1和安装在固定底板1底部四周的移动轮2以及安装在固定底板1顶部对散热器箱体6起到限位作用的限位侧板3,固定底板1顶部设有散热器箱体6和安装在固定底板1顶部的控制面板7。
31.请参阅图2和图3,本发明的一种新能源汽车电池铝型材散热器用辅助组装结构,还包括安装在固定底板1顶部的调节机构4和安装在限位侧板3顶部的组装机构5,调节机构4包括安装在固定底板1顶部的安装侧板41,安装侧板41左端设置有限位机构42和安装在安装侧板41内部第一调节气缸43以及安装在安装侧板41左端的第三调节气缸410,为第一调节气缸43提供限位效果,第一调节气缸43顶部调节杆安装有第一安装板44,通过第一调节气缸43为第一安装板44提供调节效果,第一安装板44底部左侧安装有对第二调节气缸46起到传动作用的伺服电机45,为伺服电机45提供限位效果,伺服电机45顶部传动轴安装有对第二安装板47起到调节作用的第二调节气缸46,第二调节气缸46右端调节杆安装有第二安
装板47,通过第二调节气缸46为第二安装板47提供调节效果,第二安装板47底部安装有高精度电推杆48,高精度电推杆48设置有吸附机构49,第一调节气缸43、伺服电机45、第二调节气缸46、高精度电推杆48和第三调节气缸410均与控制面板7电连接,为一调节气缸43、伺服电机45、第二调节气缸46、高精度电推杆48和第三调节气缸410提供电能,伺服电机45的传动角度和第二调节气缸46的旋转角度均设为90度,且第二调节气缸46的调节长度为10厘米,提高伺服电机45和第二调节气缸46的调节效果。
32.请参阅图4,本发明的一种新能源汽车电池铝型材散热器用辅助组装结构,限位机构42包括安装在安装侧板41左端的第四调节气缸421,第四调节气缸421前端调节杆安装有位移调节块422,通过第四调节气缸421为位移调节块422提供调节效果,位移调节块422滑动设置在第一限位滑槽423内部和安装在位移调节块422右侧的内螺纹转杆424,第一限位滑槽423设置在安装侧板41内部,内螺纹转杆424内部转动件的右端安装有挤压板425和螺纹安装在内螺纹转杆424内侧螺槽的调节螺栓426,提高调节螺栓426为内螺纹转杆424提供限位效果,第四调节气缸421与控制面板7电连接,为第四调节气缸421提供电能,第一限位滑槽423的滑槽长度与第一调节气缸43与安装侧板41前端面距离相同,提高第一限位滑槽423的限位效果。
33.请参阅图5,本发明的一种新能源汽车电池铝型材散热器用辅助组装结构,吸附机构49包括安装在高精度电推杆48底部的第一连接板491,第一连接板491前后两侧均安装有防护箱492,通过第一连接板491为防护箱492提供限位效果,防护箱492顶部安装有对旋转盘494起到传动作用的微型马达493,微型马达493传动轴底部安装有旋转盘494,通过微型马达493为旋转盘494提供调节效果,旋转盘494顶部设置有对卡接滑块496起到限位作用的第二限位滑槽495,第二限位滑槽495内部滑动设置有卡接滑块496,卡接滑块496底部安装有夹紧框体497,为夹紧框体497提供滑动限位效果,夹紧框体497内部安装有推拉滑杆498和安装在夹紧框体497中端底侧的海绵槽口499,微型马达493与控制面板7电连接,为微型马达493提供电能,夹紧框体497呈开口向前或者向后的冖字形状,且夹紧框体497内侧的海绵槽口499呈半圆形状,提高夹紧框体497的夹紧效果。
34.请参阅图6、图7和图8,本发明的一种新能源汽车电池铝型材散热器用辅助组装结构,组装机构5包括安装在限位侧板3顶侧的第二连接板51,第二连接板51顶部前端安装有放置料箱52和安装在第二连接板51后端通槽的第一电推杆53,为第一电推杆53提供限位效果,放置料箱52前端安装有起到推料作用的下料推杆54,第一电推杆53底部安装有位移底板55,通过第一电推杆53为位移底板55提供调节效果,位移底板55前端设置起到下料作用的下料开口56和安装在位移底板55顶部的第二电推杆57以及滑动设置在位移底板55顶部的卡位机构58,第一电推杆53和下料推杆54以及第二电推杆57均与控制面板7电连接,为第一电推杆53和下料推杆54以及第二电推杆57提供电能,卡位机构58包括安装在第二电推杆57前端推杆的位移板581,位移板581后端的左右两侧均安装有减速电机582,为减速电机582提供支撑效果,减速电机582前端传动轴安装有固定卡板583,固定卡板583内侧滑动设置有传动杆584,通过传动杆584为固定卡板583提供限位效果,传动杆584转动设置在位移板581前端左右两侧的连板内部,传动杆584外侧滑动设置有位移卡板585,位移卡板585前端安装有微型推杆586,通过微型推杆586为位移卡板585提供调节效果,微型推杆586安装在位移板581连板前端,减速电机582和微型推杆586均与控制面板7电连接,为减速电机582
和微型推杆586提供电能。
35.本发明通过改进提供一种新能源汽车电池铝型材散热器用辅助组装结构,其工作原理如下;
36.第一,使用本设备时,首先将本设备放置在工作区域中,然后将装置与外部电源相连接,即可为本设备提供工作所需的电源;
37.第二,在进行组装工作时,工作人员将散热器箱体6放置在固定底板1顶部,并通过限位侧板3对散热器箱体6进行对位,此时控制第四调节气缸421带动位移调节块422和内螺纹转杆424进行调节动作,此时通过第一限位滑槽423为位移调节块422的位移提供调节效果,从而使内螺纹转杆424带动挤压板425位移至散热器箱体6前端,此时通过内螺纹转杆424带动挤压板425转动并对散热器箱体6进行挤压和限位,然后通过调节螺栓426对内螺纹转杆424的转动提供限位效果,再通过控制第一调节气缸43对第一安装板44进行高度调节动作,此时可通过控制伺服电机45带动第二调节气缸46提供角度调节效果,并通过第二调节气缸46和高精度电推杆48为第一连接板491提供多维度的调节效果,有利于提高对组装部件的调节效果;
38.第三,此时控制推拉滑杆498对两组夹紧框体497进行拉伸动作,从而通过两组夹紧框体497和海绵槽口499对组装螺栓进行夹紧和旋紧动作,进而对散热器箱体6内部限位板的螺栓进行安装,从而将限位板等部件带动并放置在散热器箱体6内部,然后通过控制面板7控制微型马达493带动旋转盘494和夹紧框体497等部件进行旋转,从而使夹紧框体497带动散热器箱体6内部限位板的螺栓进行转动,从而对散热器箱体6部件的快速和自动化安装,有利于提高对散热器的组装效果;
39.第四,再通过第一电推杆53带动位移卡板585向上位移至第二连接板51底部,然后通过控制面板7控制下料推杆54推动放置料箱52内部的散热片料位移通过放置料箱52底部开口位移至两组固定卡板583侧面,此时通过控制微型推杆586带动位移卡板585在传动杆584的限位下进行滑动,并通过固定卡板583和位移卡板585对该物料进行夹紧,再通过第一电推杆53带动位移卡板585向下位移至散热器箱体6内部,然后通过控制第二电推杆57推动位移板581在位移底板55顶部滑动,此时通过减速电机582对固定卡板583的旋转进行限制效果,以此通过固定卡板583和位移卡板585对该物料进行夹紧和限位而带动其位移至安装位置,然后通过减速电机582带动固定卡板583进行转动,从而使固定卡板583带动散热料片向下位移进入散热器箱体6内部安装槽,有利于提高对散热料片的安装效果。
40.本发明通过改进提供一种新能源汽车电池铝型材散热器用辅助组装结构,通过第一调节气缸43和第二调节气缸46以及高精度电推杆48为吸附机构49提供多维度的调节效果,并通过伺服电机45带动第二调节气缸46提供角度调节效果,有利于提高对组装部件的调节效果,通过第四调节气缸421带动位移调节块422和内螺纹转杆424进行调节动作,此时通过第一限位滑槽423为位移调节块422的位移提供调节效果,然后通过调节螺栓426对内螺纹转杆424的转动提供限位效果,通过微型马达493带动旋转盘494和夹紧框体497等部件进行旋转,并通过推拉滑杆498对两组夹紧框体497进行拉伸动作,从而通过两组夹紧框体497和海绵槽口499对组装螺栓进行夹紧和旋紧动作,有利于提高对散热器的组装效果,通过下料推杆54推动放置料箱52内部的散热片料推动进入两组固定卡板583侧面,然后通过微型推杆586带动位移卡板585在传动杆584的限位下进行滑动,并通过固定卡板583和位移
卡板585对该物料进行夹紧,然后通过减速电机582对固定卡板583的旋转进行限制效果,有利于提高对散热料片的安装效果。
41.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,并且本发明使用到的标准零件均可以从市场上购买,异形件根据说明书的和附图的记载均可以进行订制,各个零件的具体连接方式均采用现有技术中成熟的螺栓铆钉、焊接等常规手段,机械、零件和设备均采用现有技术中,常规的型号,加上电路连接采用现有技术中常规的连接方式,在此不再详述。
42.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。