1.本发明涉及阀门生产领域,具体为锻钢闸阀组装生产线。
背景技术:
2.锻钢闸阀是一种应用广泛的阀门,是指关闭件闸板沿通路中心线的垂直方向移动的阀门。锻钢闸阀在管路中主要作切断用。由于锻钢闸阀的生产过程中有较多的零配件,又由于阀门的自身体积较小,使得在对阀门进行装配的时候常常需要较多的物流周转、较多的场地,使得装配效率低下。
3.鉴于此,有必要提供一种锻钢闸阀组装生产线。
技术实现要素:
4.本发明提供的锻钢闸阀组装生产线,有效的解决了现有技术中锻钢闸阀生产需要较多的周转场地、较多的物流周转以及装配效率低的问题。
5.本发明所采用的技术方案是:
6.锻钢闸阀组装生产线,按照阀门组装顺序依次设置有用于对阀盖组件进行装配的第一装配机构、用于自动装配阀体组件的第二装配机构、用于对阀体组件和阀盖组件进行合拢拧紧的合拢机构、用于对阀门进行检测的测试机构以及用于对阀门安装手轮的第二工位。
7.进一步的是:所述第一装配机构包括手动装配工位、一号链条输送线、配闸板工位、闸板供料组件和用于将第二装配机构内的阀体组件和配闸板工位内组装好的阀盖组件转移至合拢机构内的第一六轴机械手。
8.所述手动装配工位包括设置在一号链条输送线一端的两个装配台,所述装配台上设置有若干周转盒,所述装配台上还设置有一号治具以及设置在一号治具一侧的支撑板,所述支撑板上竖向设置有一号直线导轨,所述一号直线导轨上滑动设置有滑移架,所述支撑板上还设置有用于驱动滑移架相对一号直线导轨滑动的一号气缸,所述滑移架下端面设置有石墨压头。
9.所述配闸板工位包括设置在一号链条输送线另一端的一号机架、设置在一号机架上的立架、水平设置在一号机架上且延伸方向与一号链条输送线传输方向一致的二号直线导轨、滑动设置在二号直线导轨上的二号治具、设置在一号机架上用于驱动二号治具相对二号直线导轨滑动的一号直线模组、设置在立架上的三轴模组、设置在三轴模组上的三号夹爪以及设置在一号机架上且输出端朝向一号机架的二号气缸以及设置在二号气缸输出端的挤压板,所述一号机架上还设置有用于放置闸板的三号治具,所述一号直线模组可驱动二号治具滑动至三号治具上方。
10.进一步的是:所述第二装配机构包括用于提供阀体的一号agv小车、用于提供座圈的二号agv小车、用于对阀体进行涨圈的涨圈组件以及用于转移产品的第二六轴机械手,还包括设置在第一六轴机械手和第二六轴机械手之间的二号周转台。
11.所述第二六轴机械手包括机械臂、设置在机械臂上用于将座圈安放置在阀体内的一号夹爪以及用于从外部夹取阀体的二号夹爪。
12.所述涨圈组件包括二号机架、设置在二号机架上的放置架、对称设置在放置架两侧的涨圈件、设置在放置架上的下压件、设置在放置架上的四号治具、设置在位于放置架下方的机架上的支撑件,所述放置架上设置有一号孔,所述四号治具上设置有与一号孔导通的二号孔,所述涨圈件包括设置在设置在二号机架上的一号安装架、设置安装一号安装架上的三号气缸、与三号气缸输出端固定连接且与一号安装架滑动连接的滑动架、设置在滑动架上的三号直线轴承、套设在三号直线轴承内的转动轴、设置在转动轴一端的抵柱、设置在转轴另一端的齿轮、固定设置在滑动架上的四号气缸以及设置在四号气缸输出端且与齿轮啮合的齿条。
13.进一步的是;所述合拢机构包括设置在第一六轴机械手一侧的三号机架、设置在三号机架上的旋转台以及用于驱动旋转台转动的动力源、至少两个设置在旋转台用于固定阀体的固定工装、设置在三号机架上用于对阀体组件和阀盖组件进行合拢拧紧的合拢拧紧组件。
14.所述合拢拧紧组件包括设置在三号机架上的二号安装架、竖向设置在二号安装架上的三号直线导轨、滑动设置在三号直线导轨上的一号连接架、滑动设置在三号直线导轨上且位于一号连接架下方的二号连接架、设置在二号安装架上用于驱动一号连接架相对三号直线导轨直线滑动的丝杆模组、设置在一号连接架上且输出端朝向二号连接架的若干一号电机、上端设置在若干一号电机输出端上的万向节、上端与万向节下端固定连接的传动轴、与传动轴下端固定连接的转换头、设置在二号安装架上用于限制二号连接架与三号直线导轨脱离的止挡件,所述一号连接架和二号连接架之间设置有导向件,所述导向件包括设置在一号连接架上的一号直线轴承、设置在二号连接架上且与一号直线轴承对应的二号直线轴承、滑动套设在一号直线轴承和二号直线轴承内的光轴、设置在光轴上端的挡块和设置在光轴下端的固定块以及设置在固定块上端面的缓冲垫,所述转换头下端设置有与中腔螺栓卡合的凹槽,所述二号连接架上设置有连接块,所述连接块内设置有相互导通的斜通孔和竖通孔,所述斜通孔上设置有用于供中腔螺栓进入斜通孔内的硅胶导管,所述竖通孔用于接收斜通孔内的中腔螺栓,所述转换头可从竖通孔上端进入竖通孔内并与中腔螺栓卡合。
15.进一步的是:所述测试机构包括两个相对设置的测试组件以及用于将合拢机构中合拢后的产品转移至测试组件的第三六轴机械手、所述测试组件包括工作台、设置在工作台上的若干压强测试单元以及与压强测试单元一一对应的扭矩测试单元。
16.进一步的是:所述压强测试单元包括设置在工作台上安装板,所述安装板上设置有二号支架和位于二号支架内用于放置阀门一端的封堵板,所述二号支架上设置有输出端朝向封堵板的一号动力源,所述一号动力源的输出端固定设置有用于封堵阀门另一端的按压板,所述封堵板上设置有与从阀门一端连通阀门腔体的一号流道,所述按压板上设置有从阀门另一端连通阀门腔体的二号流道。
17.进一步的是:所述扭矩测试机构包括二号电机和设置在工作台一侧的三号支架,所述三号支架上水平设置有一号板以及用于驱动一号板升降的二号动力源,所述一号板上设置有与工作台垂直的四号直线导轨,所述四号直线导轨上滑动连接有安装座,所述一号
板上还设置有用于驱动安装座相对四号直线导轨滑动的三号电缸,所述安装座上设置有通孔与四号直线导轨平行的深沟球轴承,所述深沟球轴承内套设有转轴,所述转轴一端固定设置在二号电机的输出端上,转轴另一端设置有用于与阀门的阀杆连接的凹槽,所述转轴上设置有扭矩传感器。
18.一种锻钢闸阀组装生产线的组装方法,包括如下步骤:
19.s1、第一装配机构和第二装配机构同时工作,第一装配机构完成阀盖组件的组装,第二装配机构完成阀体组件的组装;
20.s2、将组装好的阀体组件转移至合拢机构中,再将阀盖组件转移至位于合拢机构中的阀体组件上完成对位;完成对位后将阀体组件和阀盖组件的上中腔螺丝完成合拢;
21.s3、将合拢后的阀盖组件和阀体组件转移至测试机构中进行压强测试和扭矩测试;
22.s4、将测试后的阀盖组件和阀体组件转移至第二工位安装手轮。
23.发明的有益效果:能够有效的达到减少物流周转、场地、人工劳动力及提高装配效率等要求。满足了装配过程中的防漏装、防错装、压力自动控制检测、扭力控制、装配位置尺寸等要求,具有国内领先的智能化、自动化及安全性程度高等优点,满足阀门行业量化考核指标,便于标准化管理和质量追踪。
附图说明
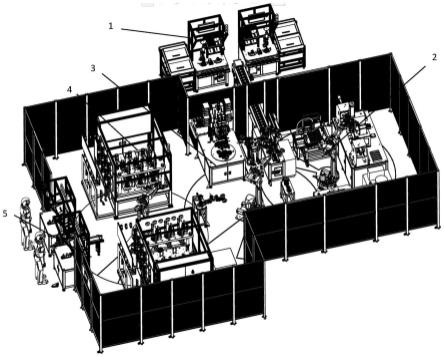
24.图1为本技术的实施例所提供的锻钢闸阀组装生产线的整体示意图。
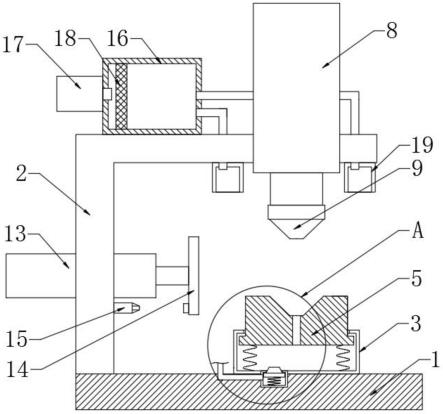
25.图2为本技术的实施例所提供的锻钢闸阀组装生产线的第一装配机构和合拢机构的示意图。
26.图3为本技术的实施例所提供的锻钢闸阀组装生产线的手动装配工位的示意图。
27.图4为本技术的实施例所提供的锻钢闸阀组装生产线的配闸板工位的示意图。
28.图5为图4去除三轴模组和夹爪的示意图。
29.图6为本技术的实施例所提供的锻钢闸阀组装生产线的合拢机构的示意图。
30.图7为本技术的实施例所提供的锻钢闸阀组装生产线的合拢拧紧组件的示意图。
31.图8为本技术的实施例所提供的锻钢闸阀组装生产线的连接块的示意图。
32.图9为本技术的实施例所提供的锻钢闸阀组装生产线的测试机构的示意图。
33.图10为本技术的实施例所提供的锻钢闸阀组装生产线的测试机构的测试组件的示意图。
34.图11为本技术的实施例所提供的锻钢闸阀组装生产线的压强测试单元的示意图。
35.图12为本技术的实施例所提供的锻钢闸阀组装生产线的扭矩测试单元的示意图。
36.图13为本技术的实施例所提供的锻钢闸阀组装生产线的第二装配体的示意图。
37.图14为本技术的实施例所提供的锻钢闸阀组装生产线的涨圈组件的示意图。
38.图15为本技术的实施例所提供的锻钢闸阀组装生产线的第二六轴机械手的示意图。
39.图16为本技术的实施例所提供的锻钢闸阀组装生产线的涨圈件的示意图。
40.图中标记为:1、第一装配机构;2、第二装配机构;3、合拢机构;4、测试机构;5、第二工位;11、手动装配工位;12、一号链条输送线;13、配闸板工位;14、闸板供料组件;15、第一
六轴机械手;111、装配台;112、周转盒;113、一号治具;114、支撑板;115、一号直线导轨;116、滑移架;117、一号气缸;118、石墨压头;131、一号机架;132、立架;133、二号直线导轨;134、二号治具;135、一号直线模组;136、三轴模组;137、三号夹爪;138、二号气缸;139、三号治具;130、挤压板;31、三号机架;32、旋转台;33、固定工装;34、合拢拧紧组件;341、二号安装架;342、三号直线导轨;343、一号连接架;344、二号连接架;345、丝杆模组;346、一号电机;347、万向节;348、传动轴;349、转换头;350、止挡件;352、二号直线轴承;353、光轴;354、挡块;355、固定块;356、缓冲垫;357、连接块;358、硅胶导管;3571、斜通孔;3572、竖通孔;41、测试组件;42、第三六轴机械手;411、工作台;412、压强测试单元;413、扭矩测试单元;4121、安装板;4122、二号支架;4123、封堵板;4124、一号动力源;4125、按压板;4131、二号电机;4132、三号支架;4133、二号动力源;4134、四号直线导轨;4135、安装座;4136、三号电缸;4137、深沟球轴承;4138、转轴;4139、扭矩传感器;21、一号agv小车;22、二号agv小车;23、涨圈组件;24、第二六轴机械手;25、二号周转台;241、机械臂;242、一号夹爪;243、二号夹爪;231、二号机架;232、放置架;233、涨圈件;234、下压件;235、四号治具;236、支撑件;2331、一号安装架;2332、滑动架;2333、三号气缸;2334、三号轴承;2336、抵柱;2337、齿轮;2338、四号气缸;2339、齿条。
具体实施方式
41.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施例的限制。
42.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
43.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
44.如图1所示,本技术的实施例所提供的锻钢闸阀组装生产线,其结构包括按照阀门组装顺序依次设置有用于对阀盖组件进行装配的第一装配机构1、用于自动装配阀体组件的第二装配机构2、用于对阀体组件和阀盖组件进行合拢拧紧的合拢机构3、用于对阀门进行检测的测试机构4以及用于对阀门安装手轮的第二工位5。
45.实际使用时,第一装配工机构1对阀盖组件进行组装,第二装配机构2对阀体进行组装,随后合拢机构3对阀盖组件以及阀体组件进行组装合拢,随后测试机构4将合拢机构3中的产品进行压强测试和扭矩测试,当测试完成后,第二工位对阀门装配手轮。
46.上述设计中,能够有效的达到减少物流周转、场地、人工劳动力及提高装配效率等要求。满足了装配过程中的防漏装、防错装、压力自动控制检测、扭力控制、装配位置尺寸等要求,具有国内领先的智能化、自动化及安全性程度高等优点,满足阀门行业量化考核指标,便于标准化管理和质量追踪。
47.具体地:如图2、图3、图4和图5所示,所述第一装配机构1包括手动装配工位11、一号链条输送线12、配闸板工位13、闸板供料组件14和用于将第二装配机构2内的阀体组件和配闸板工位13内组装好的阀盖组件转移至合拢机构3内的第一六轴机械手15。
48.所述装配工位包括设置在一号链条输送线12一端的两个装配台111,所述装配台111上设置有若干周转盒112,所述装配台111上还设置有一号治具113以及设置在一号治具113一侧的支撑板114,所述支撑板114上竖向设置有一号直线导轨115,所述一号直线导轨115上滑动设置有滑移架116,所述支撑板114上还设置有用于驱动滑移架116相对一号直线导轨115滑动的一号气缸117,所述滑移架116下端面设置有石墨压头118,所述配闸板工位13包括设置在一号链条输送线12另一端的一号机架131、设置在一号机架131上的立架132、水平设置在一号机架131上且延伸方向与一号链条输送线12传输方向一致的二号直线导轨133、滑动设置在二号直线导轨133上的二号治具134、设置在一号机架131上用于驱动二号治具134相对二号直线导轨133滑动的一号直线模组135、设置在立架132上的三轴模组136、设置在三轴模组136上的三号夹爪137以及设置在一号机架131上且输出端朝向一号机架131的二号气缸138以及设置在二号气缸138输出端的挤压板130,所述一号机架131上还设置有用于放置闸板的二号治具134,所述一号直线模组135可驱动二号治具134滑动至一号治具113上方。
49.需说明的是,阀盖组件包括阀盖、填料、压套、活节处螺栓、阀杆、阀杆螺母及垫圈,还包括与阀盖连接的闸板。阀杆用于伸入阀体内的一端设置有凸起,闸板设置有与凸起适配的凹槽。第一装配机构1还包括靠近测试机构4的一号周转台16。
50.实际使用时,先在手动装配工位11上装配阀盖、填料、压套、活节处螺栓、阀杆、阀杆螺母及垫圈,具体动作为:先将阀盖放置在一号治具113上,随后将阀杆与阀盖配合,阀盖和阀杆配合完成后一号气缸117驱动滑移架116沿一号导轨向下滑动,使得石墨压头118配合一号治具113将阀盖和阀杆压紧,随后将压套、活节处螺栓、阀杆螺母及垫圈装配,形成未装配闸板的阀盖组件。装配完成后,放置在一号链条输送线12上并沿一号链条输送线12输送后被第一六轴机械手15转移至配闸板工位13,具体动作为:第一六轴机械手15将闸板供料机构中的闸板转移至三号治具139上,三轴模组136带动三号夹爪137将未装配闸板的阀盖组件转移至二号治具134上,随后一号直线模组135驱动二号治具134移动至挤压板130下方,二号气缸138驱动挤压板130对未装配闸板的阀盖组件进行预压,随后一号直线模组135继续驱动二号治具134移动至三号治具139上方,使得凸起与凹槽完成配合,即使得阀杆与闸板配合。
51.上述设计中,能够完成对阀盖组件的装配和预压,快捷高效,同时能够对阀盖进行预压,保证阀盖生产合格。
52.具体地:如图13、图14、图15和图16所示,所述第二装配机构2包括用于提供阀体的一号agv小车21、用于提供座圈的二号agv小车22、用于对阀体进行涨圈的涨圈组件23以及用于转移产品的第二六轴机械手24,还包括设置在第一六轴机械手15和第二六轴机械手24之间的二号周转台25。
53.所述第二六轴机械手24包括机械臂241、设置在机械臂241上用于将座圈安放置在阀体内的一号夹爪242以及用于从外部夹取阀体的二号夹爪243。
54.所述涨圈组件23包括二号机架231、设置在二号机架231上的放置架232、对称设置
在放置架232两侧的涨圈件233、设置在放置架232上的下压件234、设置在放置架232上的四号治具235、设置在位于放置架232下方的机架上的支撑件236,所述放置架232上设置有一号孔,所述四号治具235上设置有与一号孔导通的二号孔,所述涨圈件233包括设置在设置在二号机架231上的一号安装架2331、设置安装一号安装架2331上的三号气缸2333、与三号气缸2333输出端固定连接且与一号安装架2331滑动连接的滑动架2332、设置在滑动架2332上的三号直线轴承、套设在三号直线轴承内的转动轴、设置在转动轴一端的抵柱2336、设置在转轴4138另一端的齿轮2337、固定设置在滑动架2332上的四号气缸2338以及设置在四号气缸2338输出端且与齿轮2337啮合的齿条2339。
55.需说明的是,支撑件236可升降,下压件234可升降。
56.实际使用时,第二六轴机械手24动作,一号夹爪242将座圈放置在阀体内,随后二号夹爪243夹取阀体转移至放置架232上的四号治具235上,随后支撑件236上升穿过一号孔和二号孔后伸入阀体内抵住座圈,使得座圈在阀体内固定。随后下压件234至上而下对阀体进行按压固定,随后三号气缸2333驱动滑动架2332向阀体一侧运动,使得抵柱2336从阀体的两个腔体伸入阀体内,随后四号气缸2338驱动齿条2339升降,使得与齿条2339啮合的齿轮2337带动转动轴转动,此时滑动架2332继续向阀体一侧运动,使得抵柱2336旋转,从而抵柱2336阀体内的座圈,完成对座圈与阀体的铆接,
57.上述设计中,能够有效的完成对座圈与阀体的铆压,整个过程快速高效,且利用四号气缸2338带动齿条2339与齿轮2337转动,能够保证座圈与阀体之间的铆接更加稳定。
58.具体地;如图6、图7和图8所示,所述合拢机构3包括设置在第一六轴机械手15一侧的三号机架31、设置在三号机架31上的旋转台32以及用于驱动旋转台32转动的动力源、至少两个设置在旋转台32用于固定阀体的固定工装33、设置在三号机架31上用于对阀体组件和阀盖组件进行合拢拧紧的合拢拧紧组件34。
59.所述合拢拧紧组件34包括设置在三号机架31上的二号安装架341、竖向设置在二号安装架341上的三号直线导轨342、滑动设置在三号直线导轨342上的一号连接架343、滑动设置在三号直线导轨342上且位于一号连接架343下方的二号连接架344、设置在二号安装架341上用于驱动一号连接架343相对三号直线导轨342直线滑动的丝杆模组345、设置在一号连接架343上且输出端朝向二号连接架344的若干一号电机346、上端设置在若干一号电机346输出端上的万向节347、上端与万向节347另下端固定连接的传动轴348、与传动轴348下端固定连接的转换头349、设置在二号安装架341上用于限制二号连接架344与三号直线导轨342脱离的止挡件350,所述一号连接架343和二号连接架344之间设置有导向件,所述导向件包括设置在一号连接架343上的一号直线轴承、设置在二号连接架344上且与一号直线轴承对应的二号直线轴承352、滑动套设在一号直线轴承351和二号直线轴承352内的光轴353、设置在光轴353上端的挡块和设置在光轴353下端的固定块355以及设置在固定块355上端面的缓冲垫356,所述转换头349下端设置有与中腔螺栓卡合的凹槽,所述二号连接架344上设置有连接块357,所述连接块357内设置有相互导通的斜通孔3571和竖通孔3572,所述斜通孔3571上设置有用于供中腔螺栓进入斜通孔3571内的硅胶导管358,所述竖通孔3572用于接收斜通孔3571内的中腔螺栓,所述转换头349可从竖通孔3572上端进入竖通孔3572内并与中腔螺栓卡合。
60.实际使用时,第一六轴机械手15将二号周转台25上的阀体组件移取至空位的固定
工装33中,随后将第一装配机构1中的阀盖组件放置在阀体上,此时丝杆模组345将一号连接架343和二号连接架344驱动至阀盖的上方,随后将合拢拧紧组件34动作,动作为:丝杆模组345驱动一号连接架343和二号连接架344下移,使得二号连接架344与止挡件350相抵,使得阀盖的螺孔与竖通孔3572下端对齐,随后从硅胶管中送入中腔螺栓,中腔螺栓经过斜通孔3571后进入竖通孔3572内,随后丝杆模组345继续驱动一号连接架343相对二号直线导轨133下移,此时二号连接架344固定不动,使得一号直线轴承相对光轴353下移,直至丝杆模组345驱动转换头349进入竖通孔3572内并与竖通孔3572内的中腔螺栓卡合,随后一号电机346启动,带动万向节347、传动轴348和转换头349同步转动,使得中腔螺栓旋拧。当产品完成拧紧后,丝杆模组345驱动一号连接架343上移,一号连接架343通过导向件带动二号来接架上移,随后动力源驱动旋转台32转动,使得另一个孔位的固定工装33旋转至合拢拧紧组件34下方。
61.上述设计中,能够自动的完成阀盖组件和阀体组件的合拢,快捷高效,保证阀盖组件和阀体组件合拢后的紧固性。
62.具体地:如图9所示,所述测试机构4包括两个相对设置的测试组件41以及用于将合拢机构3中合拢后的产品转移至测试组件41的三号机械手、所述测试组件41包括工作台411、设置在工作台411上的若干压强测试单元412以及与压强测试单元412一一对应的扭矩测试单元413。
63.实际使用时,三号机械手将合拢机构3中的产品转移至测试组件41中,随后压强测试单元412对产品进行压强测试,扭矩测试单元413对产品进行扭矩测试。
64.上述设计中,能够完成对产品的压强测试和扭矩测试,能够对阀门的质量进行严格的把控。
65.具体地:如图10和图11所示,压强测试单元412包括设置在工作台411上安装板4121,所述安装板4121上设置有二号支架4122和位于二号支架4122内用于放置阀门一端的封堵板4123,所述二号支架4122上设置有输出端朝向封堵板4123的一号动力源4124,所述一号动力源4124的输出端固定设置有用于封堵阀门另一端的按压板4125,所述封堵板4123上设置有与从阀门一端连通阀门腔体的一号流道,所述按压板4125上设置有从阀门另一端连通阀门腔体的二号流道。
66.需说明的是,压强检测由专用的压强检测仪进行检测。
67.实际使用时,将阀门放置在封堵板4123上,使得阀门的腔体的一端与封堵板4123接触,随后一号动力源4124驱动按压板4125下压,使得阀门的腔体上端与按压板4125接触,使得一号流道、阀门的腔体和二号流道导通,且满足一号动力源4124向下的压力使得按压板4125与阀门、封堵板4123与阀门之间的密闭。随后向一号流道通入流体,流体经一号流道进入阀门腔体后,进入二号流道,利用压强检测仪对流经一号流道、阀门腔体和二号流道内的流体进行压强检测。
68.上述设计中,能够对检测阀门的抗压程度,且对阀门的压强测试较为准确。
69.具体地:如图10和图12所示,所述扭矩测试单元413包括二号电机4131和设置在工作台411一侧的三号支架4132,所述三号支架4132上水平设置有一号板以及用于驱动一号板升降的二号动力源4133,所述一号板上设置有与工作台411垂直的一号直线导轨115,所述一号直线导轨115上滑动连接有安装座4135,所述一号板上还设置有用于驱动安装座
4135相对一号直线导轨115滑动的三号电缸4136,所述安装座4135上设置有通孔与一号直线导轨115平行的深沟球轴承4137,所述深沟球轴承4137内套设有转轴4138,所述转轴4138一端固定设置在二号电机4131的输出端上,转轴4138另一端设置有用于与阀门的阀杆连接的凹槽,所述转轴4138上设置有扭矩传感器4139。
70.实际使用时,当阀门进行压强测试时,一号动力源4124下压使得阀门在固定在按压板4125和封堵板4123上,二号动力源4133驱动一号升降板升降至使得转轴4138与阀门的阀杆对应的高度,随后三号电缸4136驱动安装座4135沿三号直线导轨342向阀门一端滑动,使得转轴4138的凹槽与阀杆卡合,随后二号电机4131启动,给予转轴4138扭矩力,同时扭矩传感器4139测出转轴4138所受到的扭矩力。
71.上述设计中,能够利用压强测试单元412对阀门进行固定,使得扭矩测试单元413在对阀门进行扭矩测试时不需要额外的固定结构,使得整个测试机构4结构紧凑。
72.一种锻钢闸阀组装生产线的组装方法,包括如下步骤:
73.s1、第一装配机构1和第二装配机构2同时工作,第一装配机构1完成阀盖组件的组装,第二装配机构2完成阀体组件的组装;
74.s2、将组装好的阀体组件转移至合拢机构3中,再将阀盖组件转移至位于合拢机构3中的阀体组件上完成对位;完成对位后将阀体组件和阀盖组件的上中腔螺丝完成合拢;
75.s3、将合拢后的阀盖组件和阀体组件转移至测试机构4中进行压强测试和扭矩测试;
76.s4、将测试后的阀盖组件和阀体组件转移至第二工位5安装手轮。
77.进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。