1.本技术涉及模具加工的技术领域,尤其是涉及汽车零部件冲裁修边模具。
背景技术:
2.汽车配件加工(auto spare parts)是构成汽车配件加工整体的各单元及服务于汽车配件加工的产品,汽车零部件作为汽车工业的基础,是支撑汽车工业持续健康发展的必要因素,在汽车零部件生产过程中需要对汽车零部件进行冲裁修边。
3.现有技术中的汽车零部件冲裁修边模具一般需要工人手动将汽车零部件放入冲裁模具上,不但工作效率较低而且容易使工人受伤。
技术实现要素:
4.为了提高汽车零部件冲裁修边模具的工作效率,本技术提供汽车零部件冲裁修边模具。
5.本技术提供汽车零部件冲裁修边模具,采用如下的技术方案:
6.汽车零部件冲裁修边模具,包括冲裁台,所述冲裁台顶部固定安装有成品箱、下模、第一液压杆、支撑杆、主连接杆和红外感应器,所述支撑杆顶部固定安装有滑轨,所述滑轨外壁活动连接有电动滑块,所述电动滑块底部固定安装有伸缩式吸盘,所述第一液压杆顶部固定安装有托料板,两个所述红外感应器分别位于第一液压杆左右两侧。
7.通过采用上述技术方案,将所需冲裁的汽车零部件放入托料板上表面,通过电动滑块将伸缩式吸盘移动至托料板上表面,通过伸缩式吸盘将汽车零部件进行抓取,当汽车零部件被抓取后,红外感应器未检测到托料板上的汽车零部件,通过第一液压杆将托料板顶起,抓取完毕后通过电动滑块将汽车零部件放入下模上表面,冲压完毕后,通过电动滑块将成型后的汽车零部件放入成品箱内部,实现自动上料自动卸料提高工作效率。
8.可选的,所述下模两侧固定安装有导轨,所述导轨外壁活动连接有上模,所述主连接杆外壁固定安装有第二液压杆,所述第二液压杆底部与上模顶部固定连接,所述上模底部固定安装有裁切刀组。
9.通过采用上述技术方案,当汽车零部件放入下模上表面时,通过第二液压杆带动上模沿着导轨向下移动,将上模紧压在下模上表面,通过裁切刀组对汽车零部件进行裁切。
10.可选的,所述冲裁台上表面开设有第一安装槽、第二安装槽和活动槽,所述第一安装槽内部固定安装有第三液压杆,所述第三液压杆顶部固定安装有冲刀,所述下模一侧开设有侧凹槽。
11.通过采用上述技术方案,当汽车零部件裁切完毕后,通过第三液压杆带动冲刀向着下模处移动,通过冲刀将裁切后的边角料冲断,便于将边角料取出。
12.可选的,所述第二安装槽内部固定安装有第四液压杆,所述第四液压杆端部固定安装有脱料杆,所述下模外壁开设有与脱料杆相适配的凹槽,所述脱料杆远离第四液压杆一侧与下模外壁相接触。
13.通过采用上述技术方案,边角料被冲断后,通过第四液压杆带动脱料杆向外移动,通过脱料杆将边角料取出,便于对边角料进行处理,防止由于边角料遗留在下模上导致冲裁发生误差。
14.可选的,所述活动槽内部固定安装有电机,所述电机的输出轴固定安装有第五液压杆,所述第五液压杆顶部固定安装有拉杆。
15.通过采用上述技术方案,当边角料被取出后,通过电机带动第五液压杆旋转,使第五液压杆端部的拉杆与水平线呈垂直状态,同时第五液压杆伸缩将边角料两侧向外打开,从而使脱料杆复位。
16.可选的,所述拉杆为“t”字型结构。
17.通过采用上述技术方案,当拉杆呈水平状时可以放入活动槽中,当拉杆呈垂直状态时,可以将边角料拉开。
18.可选的,所述成品箱和第一液压杆分别位于下模左右两侧。
19.综上所述,本技术包括以下至少一种有益效果:
20.1.通过电动滑块将伸缩式吸盘移动至托料板上表面,通过伸缩式吸盘将汽车零部件进行抓取,当汽车零部件被抓取后,红外感应器未检测到托料板上的汽车零部件,通过第一液压杆将托料板顶起,抓取完毕后通过电动滑块将汽车零部件放入下模上表面,冲压完毕后,通过电动滑块将成型后的汽车零部件放入成品箱内部,实现自动上料自动卸料提高工作效率;
21.2.当汽车零部件裁切完毕后,通过第三液压杆带动冲刀向着下模处移动,通过冲刀将裁切后的边角料冲断,边角料被冲断后,通过第四液压杆带动脱料杆向外移动,通过脱料杆将边角料取出,便于对边角料进行处理,防止由于边角料遗留在下模上导致冲裁发生误差。
附图说明
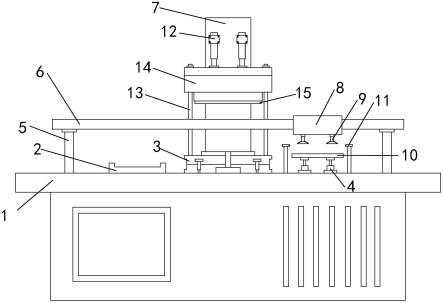
22.图1是本实用新型的主视图;
23.图2是本实用新型中冲裁台的俯视图;
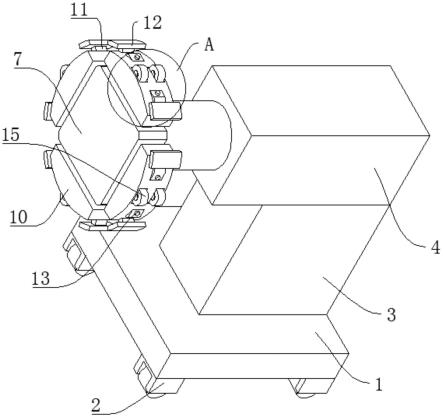
24.图3是本实用新型中电机和第五液压杆的连接状态图。
25.图4是本实用新型中去除边角料的步骤图。
26.附图标记说明:1、冲裁台;2、成品箱;3、下模;4、第一液压杆;5、支撑杆; 6、滑轨;7、主连接杆;8、电动滑块、9、伸缩式吸盘;10、托料板;11、红外感应器;12、第二液压杆;13、导轨;14、上模;15、裁切刀组;16、第一安装槽;17、第二安装槽;18、第三液压杆;19、冲刀;20、侧凹槽;21、第四液压杆;22、脱料杆;23、活动槽;24、电机;25、第五液压杆;26、拉杆。
具体实施方式
27.以下结合附图1-4对本技术作进一步详细说明。
28.本技术公开了汽车零部件冲裁修边模具。参照图1-3,包括冲裁台1,冲裁台1顶部固定安装有成品箱2、下模3、第一液压杆4、支撑杆5、主连接杆7和红外感应器11,成品箱2和第一液压杆4分别位于下模3左右两侧,支撑杆5数量为两个,两个支撑杆5顶部固定安装有滑轨6,滑轨6外壁活动连接有电动滑块8,电动滑块8底部固定安装有伸缩式吸盘9,第一液
压杆4的伸缩端朝向上设置,第一液压杆4伸缩端固定安装有托料板10,将所需冲裁的汽车零部件放入托料板10上表面,通过电动滑块8将伸缩式吸盘9移动至托料板10上表面,通过伸缩式吸盘9将汽车零部件进行抓取,红外感应器11设置有两个,两个红外感应器11的感应端位于同一水平面上且对射设置,两个红外感应器11分别位于第一液压杆4左右两侧,红外感应器11未检测到托料板10上的汽车零部件,通过第一液压杆4将托料板10顶起,抓取完毕后通过电动滑块8将汽车零部件放入下模3上表面,冲压完毕后,通过电动滑块8将成型后的汽车零部件放入成品箱2内部,实现自动上料自动卸料提高工作效率。
29.下模3顶部两侧均固定安装有导轨13,导轨13外壁活动连接有上模14,主连接杆7 竖向安装于冲裁台1,且主连接杆7位于滑轨6的后侧,主连接杆7外壁固定安装有第二液压杆12,通过第二液压杆12带动上模14沿着导轨13向下移动,第二液压杆12的伸缩端朝向下设置,第二液压杆12伸缩端与上模14顶部固定连接,上模14底部固定安装有裁切刀组15,将上模14紧压在下模3上表面,通过裁切刀组15对汽车零部件进行裁切。
30.参照图2和图4,冲裁台1上表面开设有第一安装槽16、第二安装槽17和活动槽 23,第一安装槽16和第二安装槽17分别位于下模3前后两侧,第一安装槽16内部固定安装有第三液压杆18,第三液压杆18伸缩端面向下模3,第三液压杆18伸缩端固定安装有冲刀19,下模3一侧开设有侧凹槽20,侧凹槽20的槽口朝向上设置,冲刀19可穿过侧凹槽 20,当汽车零部件裁切完毕后,通过第三液压杆18带动冲刀19向着下模3处移动,通过冲刀19对裁切后的边角料进行冲击使边角料产生一个缺口,边角料可以直接从下模3外壁被拉出不需要人力对边角料进行捡取,便于将边角料取出。
31.第二安装槽17内部固定安装有第四液压杆21,第四液压杆21的伸缩端朝向下模 3,第四液压杆21伸缩端固定安装有脱料杆22,下模3外壁开设有与脱料杆22相适配的凹槽,脱料杆22远离第四液压杆21一侧与下模3外壁相接触,边角料被冲断后,通过第四液压杆21带动脱料杆22向外移动,当边角料不断向第四液压杆21处移动时,边角料两侧由于被下模3外壁阻挡而向外张开,使其从下模3外壁移出,通过脱料杆22将边角料取出,便于对边角料进行处理,防止由于边角料遗留在下模3上导致冲裁发生误差。
32.参照图2和图3,活动槽23内部固定安装有电机24,活动槽23设置有两个,两个活动槽23分别位于第二安装槽17的左右两侧,电机24的输出轴固定安装有第五液压杆 25,第五液压杆25伸缩端固定安装有拉杆26,拉杆26为“t”字型结构,当拉杆26呈水平状时可以放入活动槽23中,当拉杆26呈垂直状态时,可以将边角料拉开,当边角料被取出后,通过电机24带动第五液压杆25旋转,使第五液压杆25端部的拉杆26与水平线呈垂直状态,同时第五液压杆25伸缩将边角料两侧向外打开,从而使脱料杆22复位。
33.本技术的汽车零部件冲裁修边模具的实施原理为:
34.将所需冲裁的汽车零部件放入托料板10上表面,通过电动滑块8将伸缩式吸盘9移动至托料板10上表面,通过伸缩式吸盘将汽车零部件进行抓取,当汽车零部件被抓取后,红外感应器11未检测到托料板10上的汽车零部件,通过第一液压杆4将托料板10顶起,抓取完毕后通过电动滑块8将汽车零部件放入下模3上表面,当汽车零部件放入下模3上表面时,通过第二液压杆12带动上模14沿着导轨13向下移动,将上模14紧压在下模3上表面,通过裁切刀组15对汽车零部件进行裁切,通过电动滑块8将成型后的汽车零部件放入成品箱 2内部,实现自动上料自动卸料提高工作效率。
35.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。