1.本实用新型涉及金属板材剪切加工生产线技术领域,尤其涉及一种新式激光剪切生产线。
背景技术:
2.金属板材剪切生产线是将金属板材卷料经过开卷、整平、修边、剪板成所需宽度的板材,且金属板材剪切生产线能够有效地适用于冷轧钢卷板、热轧卷板、不锈钢卷板、镀锌钢卷板、硅钢及表面涂镀后的各类金属卷板,经开卷校平剪切成各种规格的定尺板材,广泛应用于不锈钢制品、电器、车辆和机械制造等行业。
3.需指出的是,对于现有的金属板材剪切生产线而言,其一般是通过摆剪机来实现金属板材裁剪作业,摆剪机长条形状的剪切刀只能直线裁剪金属板材,不能够对不格则形状的金属件进行剪切加工,适应性较差。
技术实现要素:
4.本实用新型的目的在于针对现有技术的不足而提供一种新式激光剪切生产线,该新式激光剪切生产线结构设计新颖、自动化程度高、适应性强,且能够有效地适用于不规则形状剪切加工。
5.为达到上述目的,本实用新型通过以下技术方案来实现。
6.一种新式激光剪切生产线,包括有开卷机、整平机,其特征在于:该新式激光剪切生产线还包括有激光切割机、下料输送带,开卷机、整平机、激光切割机、下料输送带沿着金属板材输送方向从前至后依次间隔布置,开卷机的前端侧装设有自动上料组件;
7.激光切割机包括有切割机机架,切割机机架装设有切割机输送带,切割机机架于切割机输送带的上端侧装设有激光切割组件,激光切割组件包括有前后往复水平动作的x轴驱动线性模组、装设于x轴驱动线性模组的驱动端且左右往复水平动作的y轴驱动线性模组、装设于y轴驱动线性模组的驱动端且上下动作的z轴驱动线性模组,z轴驱动线性模组的驱动端装设有光纤激光器;
8.下料输送带位于切割机输送带的后端侧且下料输送带与切割机输送带间隔布置,下料输送带与切割机输送带之间装设有废料收集箱、位于废料收集箱上端侧的成品承接输送带。
9.其中,所述下料输送带的机架前端部通过枢轴铰装有活动安装架,所述成品承接输送带装设于活动安装架;
10.活动安装架与下料输送带的机架之间装设有切换驱动气缸,切换驱动气缸的缸体通过枢轴铰装于下料输送带的机架,切换驱动气缸的活塞杆外延端部通过枢轴与活动安装架的活动端部铰接,切换驱动气缸的缸体通过枢轴铰装于下料输送带的机架;
11.当切换驱动气缸驱动成品承接输送带旋转至水平状态时,经所述切割机输送带所送出的成品落入至成品承接输送带上;当切换驱动气缸驱动成品承接输送带旋转至下摆状
态时,经切割机输送带所送出的废料落入至废料收集箱内。
12.其中,所述自动上料组件包括有沿着前后方向水平延伸的上料轨道,上料轨道的上方装设有上料台车,上料台车的上端部设置有用于承托板材卷料的台车托架,上料台车的下端部装设有沿着上料轨道滚动的台车行走轮,上料台车对应台车行走轮装设有行走驱动电机,行走驱动电机与台车行走轮驱动连接;
13.自动上料组件还包括有两个左右正对且间隔布置的固定托架,其中一个固定托架位于上料轨道的左端侧,另外一个固定托架位于上料轨道的右端侧。
14.其中,所述开卷机与所述整平机之间装设有接料组件,接料组件包括有活动接料板,活动接料板的后端部通过枢轴铰装于整平机的机架,活动接料板的下端侧装设有接料驱动气缸,接料驱动气缸的活塞杆外延端部通过枢轴与活动接料板的前端部铰接。
15.其中,所述开卷机与所述整平机之间还装设有位于接料组件上端侧的辅助压料组件,辅助压料组件包括有压料活动摆架,压料活动摆架的后端部通过枢轴铰装于整平机的机架,压料活动摆架的下端侧装设有摆架驱动气缸,摆架驱动气缸的活塞杆外延端部通过枢轴与压料活动摆架的中部铰接;
16.压料活动摆架的前端部装设有压料压辊,压料活动摆架对应压料压辊装设有压辊驱动电机,压辊驱动电机与压料压辊驱动连接。
17.其中,所述压料活动摆架的中部螺装有上下动作的辅助压料驱动气缸,辅助压料驱动气缸的活塞杆外延端部装设有辅助压轮。
18.其中,所述下料输送带的后端侧装设有自动码垛机。
19.本实用新型的有益效果为:本实用新型所述的一种新式激光剪切生产线,其包括有沿着金属板材输送方向从前至后依次间隔布置的开卷机、整平机、激光切割机、下料输送带,开卷机的前端侧装设有自动上料组件;激光切割机包括有切割机机架,切割机机架装设有切割机输送带,切割机机架于切割机输送带的上端侧装设有激光切割组件,激光切割组件包括有前后往复水平动作的x轴驱动线性模组、装设于x轴驱动线性模组的驱动端且左右往复水平动作的y轴驱动线性模组、装设于y轴驱动线性模组的驱动端且上下动作的z轴驱动线性模组,z轴驱动线性模组的驱动端装设有光纤激光器;下料输送带位于切割机输送带的后端侧且下料输送带与切割机输送带间隔布置,下料输送带与切割机输送带之间装设有废料收集箱、位于废料收集箱上端侧的成品承接输送带。通过上述结构设计,本实用新型具有结构设计新颖、自动化程度高、适应性强的优点,且能够有效地适用于不规则形状剪切加工。
附图说明
20.下面利用附图来对本实用新型进行进一步的说明,但是附图中的实施例不构成对本实用新型的任何限制。
21.图1为本实用新型的结构示意图。
22.图2为本实用新型另一视角的结构示意图。
23.图3为本实用新型的局部结构示意图。
24.图4为本实用新型的自动上料组件的结构示意图。
25.图5为本实用新型的自动上料组件另一视角的结构示意图。
26.在图1至图5中包括有:
27.1——开卷机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2——整平机
28.3——激光切割机
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31——切割机机架
29.32——切割机输送带
ꢀꢀꢀꢀꢀꢀꢀ
33——激光切割组件
30.4——下料输送带
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5——自动上料组件
31.51——上料轨道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
52——上料台车
32.521——台车托架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
522——台车行走轮
33.523——行走驱动电机
ꢀꢀꢀꢀꢀꢀ
53——固定托架
34.6——废料收集箱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
71——成品承接输送带
35.72——活动安装架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
73——切换驱动气缸
36.8——接料组件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
81——活动接料板
37.82——接料驱动气缸
ꢀꢀꢀꢀꢀꢀꢀ
9——辅助压料组件
38.91——压料活动摆架
ꢀꢀꢀꢀꢀꢀꢀ
92——摆架驱动气缸
39.93——压料压辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
94——压辊驱动电机
40.95——辅助压料驱动气缸
ꢀꢀꢀ
96——辅助压轮。
具体实施方式
41.下面结合具体的实施方式来对本实用新型进行说明。
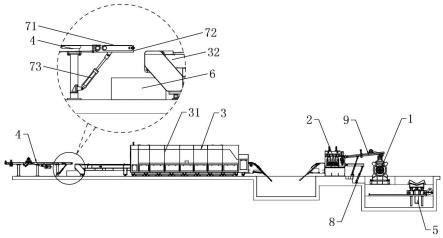
42.如图1至图3所示,一种新式激光剪切生产线,包括有开卷机1、整平机2、激光切割机3、下料输送带4,开卷机1、整平机2、激光切割机3、下料输送带4沿着金属板材输送方向从前至后依次间隔布置,开卷机1的前端侧装设有自动上料组件5。
43.进一步的,激光切割机3包括有切割机机架31,切割机机架31装设有切割机输送带32,切割机机架31于切割机输送带32的上端侧装设有激光切割组件33,激光切割组件33包括有前后往复水平动作的x轴驱动线性模组(图中未示出)、装设于x轴驱动线性模组的驱动端且左右往复水平动作的y轴驱动线性模组(图中未示出)、装设于y轴驱动线性模组的驱动端且上下动作的z轴驱动线性模组(图中未示出),z轴驱动线性模组的驱动端装设有光纤激光器(图中未示出)。其中,本实用新型的切割机输送带32为金属板链式输送带。
44.更进一步的,下料输送带4位于切割机输送带32的后端侧且下料输送带4与切割机输送带32间隔布置,下料输送带4与切割机输送带32之间装设有废料收集箱6、位于废料收集箱6上端侧的成品承接输送带71。
45.在本实用新型工作过程中,金属板材卷料通过天车吊挂放置于自动上料组件5,自动上料组件5将金属板材卷料自动送入至开卷机1上,开卷机1将金属板材卷料进行开卷;经开卷机1开卷后,金属板材被送入至整平机2中进行整平处理,经整平处理后的金属板材被送入至激光切割机3的切割机输送带32上,切割机输送带32携带着金属板材通过激光切割组件33下方,在此过程中,激光切割组件33对金属板材进行激光切割加工;金属板材经激光切割组件33激光切割加工后所形成的成品、废料随着切割机输送带32继续朝后移送。
46.需指出的是,在成品、废料随着切割机输送带32朝后送出的过程中, 下料输送带4与切割机输送带32之间的废料收集箱6、成品承接输送带71能够实现成品、废料分选动作;在此过程中,废料落入至废料收集箱6内进行收集,成品进入至成品承接输送带71上且成品
承接输送带71再将成品送出至下料输送带4上,下料输送带4完成成品下料输送动作。需解释的是,本实用新型的切割机输送带32的后端部上方可以安装ccd视觉检测设备,以通过ccd视觉检测设备自动检测成品、废料,检测后再控制成品承接输送带71动作。
47.另外,在本实用新型的激光切割组件33实现对金属板材进行激光切割加工的过程中,x轴驱动线性模组、y轴驱动线性模组驱动光纤激光器于水平方向移动,z轴驱动线性模组驱动光纤激光器上下动作;切割时,z轴驱动线性模组驱动光纤激光器下移至工作位置;不切割时,z轴驱动线性模组驱动光纤激光器上移至初始位置。由于x轴驱动线性模组、y轴驱动线性模组驱动光纤激光器于水平方向移动,即本实用新型可以实现任意水平轮廓形状的金属件剪切加工,适应性强。
48.综合上述情况可知,通过上述结构设计,本实用新型具有具有结构设计新颖、自动化程度高、适应性强的优点,且能够有效地适用于不规则形状剪切加工。
49.作为优选的实施方式,如图1所示,下料输送带4的机架前端部通过枢轴铰装有活动安装架72,成品承接输送带71装设于活动安装架72。
50.其中,活动安装架72与下料输送带4的机架之间装设有切换驱动气缸73,切换驱动气缸73的缸体通过枢轴铰装于下料输送带4的机架,切换驱动气缸73的活塞杆外延端部通过枢轴与活动安装架72的活动端部铰接,切换驱动气缸73的缸体通过枢轴铰装于下料输送带4的机架。
51.工作时,在本实用新型实现成品、分料分选的过程中,当切换驱动气缸73驱动成品承接输送带71旋转至水平状态时,经切割机输送带32所送出的成品落入至成品承接输送带71上;当切换驱动气缸73驱动成品承接输送带71旋转至下摆状态时,经切割机输送带32所送出的废料落入至废料收集箱6内。
52.作为优选的实施方式,如图1、图2、图4以及图5所示,自动上料组件5包括有沿着前后方向水平延伸的上料轨道51,上料轨道51的上方装设有上料台车52,上料台车52的上端部设置有用于承托板材卷料的台车托架521,上料台车52的下端部装设有沿着上料轨道51滚动的台车行走轮522,上料台车52对应台车行走轮522装设有行走驱动电机523,行走驱动电机523与台车行走轮522驱动连接;其中,行走驱动电机523可通过齿轮传动机构、链条传动机构与台车行走轮522驱动连接。
53.进一步的,自动上料组件5还包括有两个左右正对且间隔布置的固定托架53,其中一个固定托架53位于上料轨道51的左端侧,另外一个固定托架53位于上料轨道51的右端侧。
54.另外,本实用新型的台车托架521通过上下动作的油缸进行驱动并实现上下动作。
55.在本实用新型的自动上料组件5将金属板材卷料送入至开卷机1的过程中,天车先将吊起的金属板材卷料放置于上料台车52的上方,且金属板材卷料先通过左右正对布置的两个固定托架53进行承托;而后上料台车52的台车托架521在油缸的驱动作用下朝上移动,并将金属板材卷料托起;待金属板材卷料被台车托架521抬起后,行走驱动电机523驱动台车行走轮522沿着行走轨道移动,并最终将金属板材卷料送入至开卷机1位置。
56.作为优选的实施方式,如图1至图3所示,开卷机1与整平机2之间装设有接料组件8,接料组件8包括有活动接料板81,活动接料板81的后端部通过枢轴铰装于整平机2的机架,活动接料板81的下端侧装设有接料驱动气缸82,接料驱动气缸82的活塞杆外延端部通
过枢轴与活动接料板81的前端部铰接。其中,接料驱动气缸82的缸体可以通过枢轴铰装于整平机2的机架;当然,接料驱动气缸82还可以采用以下方式进行安装,具体的:在位于开卷机1与整平机2的底面上安装有铰接座,接料驱动气缸82的缸体可通过枢轴铰装于该铰接座。
57.在本实用新型工作过程中,接料驱动气缸82驱动活动接料板81动作;工作时,当需要通过活动接料板81来承接金属板材并使得金属板材准确地进入至整平机2时,接料驱动气缸82朝上顶推活动接料板81的前端部并使得活动接料板81摆动至水平状态,此时由开卷机1开卷后的金属板材被送出至活动接料板81上,活动接料板81引导金属板材进入至整平机2。
58.作为优选的实施方式,如图1至图3所示,开卷机1与整平机2之间还装设有位于接料组件8上端侧的辅助压料组件9,辅助压料组件9包括有压料活动摆架91,压料活动摆架91的后端部通过枢轴铰装于整平机2的机架,压料活动摆架91的下端侧装设有摆架驱动气缸92,摆架驱动气缸92的活塞杆外延端部通过枢轴与压料活动摆架91的中部铰接。其中,摆架驱动气缸92的缸体可以通过枢轴铰装于整平机2的机架;当然,摆架驱动气缸92还可以采用以下方式进行安装,具体的:在位于开卷机1与整平机2的底面上安装有铰接座,摆架驱动气缸92的缸体可通过枢轴铰装于该铰接座。
59.还有就是,压料活动摆架91的前端部装设有压料压辊93,压料活动摆架91对应压料压辊93装设有压辊驱动电机94,压辊驱动电机94与压料压辊93驱动连接;其中,压辊驱动电机94可通过链条传动机构、皮带传动机构与压料压辊93驱动连接。
60.在利用开卷机1对金属板材进行开卷的过程中,摆架驱动气缸92驱动压料活动摆架91的自由端部朝下偏摆,朝下偏摆的压料活动摆架91带动压料压辊93、压辊驱动电机94朝下摆动,在此过程中,压辊驱动电机94驱动压料压辊93转动,转动的压料压辊93滚动接触金属板料,以引导金属板材朝活动接料板81位置移动。
61.作为优选的实施方式,如图3所示,压料活动摆架91的中部螺装有上下动作的辅助压料驱动气缸95,辅助压料驱动气缸95的活塞杆外延端部装设有辅助压轮96。
62.在本实用新型工作过程中,在摆架驱动气缸92驱动压料活动摆架91朝下摆动到位后,辅助压料驱动气缸95动作且辅助压料驱动气缸95驱动辅助压轮96朝下移动,朝下移动的辅助压轮96会朝下抵压从开卷机1所送出的金属板材,以使得金属板材准确地落入至接料组件8的活动接料板81上,进而使得金属板材能够准确地进入至整平机2中进行整平加工。
63.作为优选的实施方式,下料输送带4的后端侧装设有自动码垛机(图中未示出)。在本实用新型工作过程中,对于通过下料输送带4送出的成品,可通过自动码垛机进行自动码垛。
64.以上内容仅为本实用新型的较佳实施例,对于本领域的普通技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本实用新型的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。