1.本技术属于金属铸造技术领域,具体涉及一种异形扭曲结构铝合金铸件矫正工装及矫正方法。
背景技术:
2.随着熔模铸造技术的发展,国外航空航天领域越来越多的大型、复杂、薄壁、整体化的零件采用该技术制备。boeing737/747/767/777等机型中铝合金导轨梁、仪表骨架、整体舱门、复杂壳体等均采用熔模精密铸造,大型复杂熔模铸件可达1500mm以上。铸造技术发达国家可以生产的钛合金、高温合金、铝合金和不锈钢等熔模精密铸件,最大外廓尺寸800~2000mm之间,最小壁厚一般允许为1.5~2mm,最小仅为0.75mm,尺寸公差达到
±
0.125mm/25mm以内。我国航空发动机铝合金某梁铸件,铸件尺寸要求苛刻,同时整体呈扭曲结构,长度1400mm,最大壁厚48mm,最小壁厚3mm,属于典型的大型复杂异形铝合金结构件,铸件在蜡模制备、金属液凝固及后期热处理过程都极易产生变形,必须通过铸件矫正来保证铸件尺寸。
3.关于铸件矫正的方法总的来说主要有两大类:冷矫正和热矫正。冷矫正技术一般用于小型且结构较为简单铸件,且铸件材料塑性较好,此方法矫形的铸件容易产生裂纹等缺陷。例如公开号为cn109909319a的中国发明专利中,提供了一种金属铸件的变形检测及矫正方法,采用特制的检测工装,检测时将金属铸件的待检测面放到与之配合的检测工装上,若不能完全配合,则在检测工装上通过人工施力或压力机施力的方式对其变形进行矫正。热矫正是大型铸件矫正的一种普遍方式,例如公开号为cn105506522a的中国发明专利,提到了一种框架类铝合金铸件热处理变形校正方法,在热处理之前,采用工装将铸件固定,防止铸件固溶及入水时铸件变形,固溶完成后施加载荷使铸件逆弯曲方向变形,然后铸件进行人工时效,使得铸件变形区域恢复在尺寸公差范围内。再如申请号为202010968168.7的中国发明专利提到了一种大型铸件热矫形方法,通过设计矫形工装对铸件进行矫形;然后将铸件与矫正工装同时加热至铸件材质的固溶温度后,立即将铸件与矫正工装同时转移至水中冷却至室温;再从矫正工装上取下铸件。该方法避免取下铸件后,铸件表面形变出现反弹,提升了铸件矫正精度和产品合格率。但是上述两种方法在大型铸件的随型工装在热处理过程中会变形从而难以保证铸件精度。现有技术中,还具有采用支撑件、焊接挂钩配重等进行矫形,解决大型、复杂、具有流道型面铝合金铸件的变形问题。这种热矫正方式可以实现在铸件的柔性矫正,但是对于类似某梁铸件多个异形面的铸件则无法实现矫正。
4.随着航空航天领域对铸件的整体化、集成化、轻量化、精密化程度要求越来越高,一些尺寸大、壁厚薄、结构复杂、性能和尺寸要求严格的铝合金铸件被设计出来并广泛应用。这些铸件的一般特征是:(1)铸件尺寸大于1200mm;(2)铸件壁厚厚薄差异大,厚大部位30mm以上,最薄处小于3mm;(3)铸件含有大量的筋板结构;(4)部分铸件呈扭曲形状。由于这些铸件尺寸大、壁厚差异较大,在铸件凝固及后续热处理时均会产生变形,导致铸件尺寸超差甚至报废。
5.现有的铸件冷态矫正时容易出现的缺陷主要是裂纹和断裂。热态矫正时通常加适当重量的压铁或支垫或者制作胎模来矫正。采取配重矫正的缺点主要是:(1)矫正量无法精确控制,会经常需要二次矫正;(2)对于扭曲结构件很难通过此法实施矫正。采用胎模进行矫正时,胎模高温时也会变形导致铸件矫正失败。
技术实现要素:
6.为了解决上述问题,本技术提供了一种异形扭曲结构铝合金铸件矫正工装及矫正方法,通过采用热铸件冷胎模的方式同时辅助液压装置进行铸件矫正,以解决冷态矫正铸件产生裂纹,热态矫正铸件无法精确控制的技术问题,同时达到的降低人工消耗的目的。
7.本技术第一方面提供了一种异形扭曲结构铝合金铸件矫正工装,主要包括:
8.底座,固定在试验台上,其具有放置铝合金铸件的上表面;
9.随形挡板,固定在所述底座的上表面,所述随形挡板具有能够贴合所述铝合金铸件表面的曲面外形;
10.框架,所述框架假设在所述底座上方;
11.液压装置,包括多个,其中一部分吊挂在所述框架上,并具有沿竖直方向伸缩的液压杆,另一部分固定在底座上,并具有沿水平方向伸缩的液压杆;
12.滑块,适配安装在液压装置的液压杆端部,且具有背离所述液压杆端部并适配铝合金铸件外形的挤压面。
13.优选的是,所述底座上在靠近边缘的位置设置有立板,所述立板通过加强筋支撑,固定在底座上的液压装置的安装座固定在所述立板上。
14.优选的是,所述框架包括布置在底座上方的多个横梁,多个横梁支撑有一纵梁,所述纵梁基本平行于铝合金铸件的延伸方向,并位于所述铝合金铸件的正上方,所述液压装置的多数布置在所述纵梁上。
15.优选的是,所述液压装置通过吊挂接头挂载在所述纵梁上。
16.本技术第二方面提供了一种异形扭曲结构铝合金铸件矫正方法,采用如上所述的矫正工装进行矫正,所述矫正方法包括:
17.步骤s1、将铝合金铸件置入热处理炉中,进行高温处理;
18.步骤s2、将处于高温的铝合金铸件转移至所述矫正工装中,通过液压装置驱动滑块对铝合金铸件进行校型;
19.步骤s3、每隔设定时间,确定一次所述铝合金铸件与矫正工装的贴合程度,并重新调整液压装置,使其驱动滑块压紧所述铝合金铸件,直至所述铝合金铸件室温冷却。
20.优选的是,步骤s1之前进一步包括:
21.采用熔模铸造工艺,采用真空熔炼zl116合金或其它铸造铝合金,加压浇注异形的铝合金铸件的模壳,切割去除浇注系统精整后获得异形的铝合金铸件。
22.优选的是,步骤s1中,所述高温处理包括温度为480~520℃,时间为180分钟。
23.优选的是,步骤s3中,所述设定时间为5分钟。
24.本技术一方面避免了铝合金铸件产生裂纹的风险,另一方面消减了铸件的应力,提高了铸件的矫正精度。
附图说明
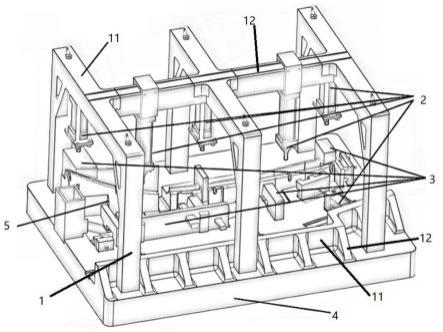
25.图1是本技术异形扭曲结构铝合金铸件矫正工装的一优选实施例的立体图。
26.图2是图1所示实施例的铸件安放示意图。
27.其中,1-框架,2-液压装置,3-滑块,4-底座,5-随形挡板;
28.11-横梁,12-纵梁,41-立板,42-加强筋。
具体实施方式
29.为使本技术实施的目的、技术方案和优点更加清楚,下面将结合本技术实施方式中的附图,对本技术实施方式中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。所描述的实施方式是本技术一部分实施方式,而不是全部的实施方式。下面通过参考附图描述的实施方式是示例性的,旨在用于解释本技术,而不能理解为对本技术的限制。基于本技术中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本技术保护的范围。下面结合附图对本技术的实施方式进行详细说明。
30.本技术第一方面提供了一种异形扭曲结构铝合金铸件矫正工装,如图1及图2所示,主要包括:
31.底座4,固定在试验台上,其具有放置铝合金铸件的上表面;
32.随形挡板5,固定在所述底座4的上表面,所述随形挡板5具有能够贴合所述铝合金铸件表面的曲面外形;
33.框架1,所述框架1假设在所述底座4上方;
34.液压装置2,包括多个,其中一部分吊挂在所述框架上,并具有沿竖直方向伸缩的液压杆,另一部分固定在底座4上,并具有沿水平方向伸缩的液压杆;
35.滑块3,适配安装在液压装置2的液压杆端部,且具有背离所述液压杆端部并适配铝合金铸件外形的挤压面。
36.该实施例中,铸件在矫正时随型挡板与铸件扭曲面配合,保证扭曲面尺寸。液压装置可从上面和侧面通过随型滑块对铸件施加应力,对铸件进行矫正,减少人力,提高效率。滑块包括多个,其中一部分随液压装置驱动压紧铸件,另一部分可通过螺栓推动其在底座上滑动,进而通过滑块对铸件进行固定,防止铸件偏离,同时可以通过螺栓进行微调,以保证滑块贴紧铸件。
37.在一些可选实施方式中,所述底座4上在靠近边缘的位置设置有立板41,所述立板41通过加强筋42支撑,固定在底座4上的液压装置2的安装座固定在所述立板41上。
38.在一些可选实施方式中,所述框架1包括布置在底座4上方的多个横梁11,多个横梁11支撑有一纵梁12,所述纵梁12基本平行于铝合金铸件的延伸方向,并位于所述铝合金铸件的正上方,所述液压装置2的多数布置在所述纵梁12上。
39.在一些可选实施方式中,所述液压装置2通过吊挂接头挂载在所述纵梁12上。
40.本技术第二方面提供了一种异形扭曲结构铝合金铸件矫正方法,采用如上所述的矫正工装进行矫正,所述矫正方法包括:
41.步骤s1、将铝合金铸件置入热处理炉中,进行高温处理;
42.步骤s2、将处于高温的铝合金铸件转移至所述矫正工装中,通过液压装置驱动滑
块对铝合金铸件进行校型;
43.步骤s3、每隔设定时间,确定一次所述铝合金铸件与矫正工装的贴合程度,并重新调整液压装置,使其驱动滑块压紧所述铝合金铸件,直至所述铝合金铸件室温冷却。
44.本技术的铝合金铸件例如是导轨梁,随型曲面和导轨梁曲面贴合,起到固定的作用,滑块通过可拆卸进行安装,放好导轨梁后,滑块同样和导轨梁型面贴合安装好,然后液压装置顶住滑块,开始施加压力,开始校型。每隔一定时间,重新调整滑块,使其贴合导轨梁型面,继续施加压力校型,直至导轨梁冷却至室温。
45.在一些可选实施方式中,步骤s1之前进一步包括:
46.采用熔模铸造工艺,采用真空熔炼zl116合金或其它铸造铝合金,加压浇注异形的铝合金铸件的模壳,切割去除浇注系统精整后获得异形的铝合金铸件。
47.在一些可选实施方式中,步骤s1中,所述高温处理包括温度为480~520℃,时间为180分钟。
48.该实施例铸件置入热处理炉中,在480~520℃进行退火处理180分钟,消除铸件应力,同时提高铸件的塑性,之后迅速转移至矫形工装。该实施例的热处理温度优选为500℃。
49.在一些可选实施方式中,步骤s3中,所述设定时间为5分钟。
50.在一些可选实施方式中,异形扭曲结构铝合金铸件矫正方法还包括:
51.步骤s4、通过三维蓝光扫描或其它尺寸检测方式进行尺寸检测;
52.步骤s5、通过荧光检测检查铸件矫形过程有无裂纹产生。
53.首先,本技术通过采用热矫正的方式,从很大程度上避免了裂纹的风险;其次,本技术采用退火后冷工装矫正的方式,一方面消减了铸件的应力,同时铸件高温状态其塑性较好,便于铸件矫正;另一方面,冷工装不会变形,并且在铸件矫正过程中,随着铸件温度的降低,实时调整铸件与工装的配装贴合度,从而提高的铸件的矫正精度。本技术通过随型工装设计解决了多异形面和扭曲面铸件的矫正问题,通过液压结构设计减少了人工消耗,提高了工作效率。
54.虽然,上文中已经用一般性说明及具体实施方案对本技术作了详尽的描述,但在本技术基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本技术精神的基础上所做的这些修改或改进,均属于本技术要求保护的范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
