技术特征:
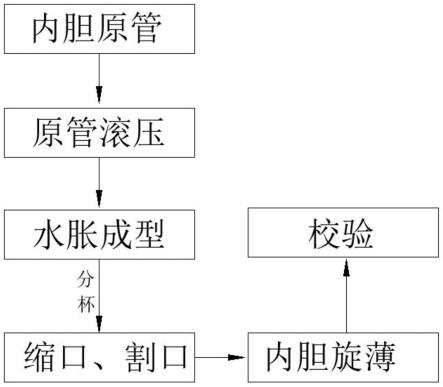
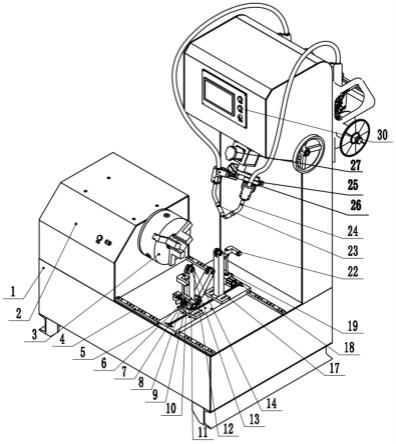
1.一种保温杯内胆旋薄工艺方法,其特征在于:包括以下步骤:步骤一:准备一根钛金属管,同时清理各个模具内的杂质保证模具内的整洁度,同时确保模具的完整;步骤二:进行滚压,将钛金属管一头插入到车床主芯模中,使用车床压轮对钛金属管进行滚压,钛金属管两头均进行滚压后取出钛金属管;步骤三:将滚压好的钛金属管通过水胀机进行冲压成型后进行割断分杯;步骤四:将分杯好的内胆通过主芯模具固定安装在数控缩口机上进行内胆缩口,同时在进行缩口时模具上套密封圈进行密封;步骤五:将缩口完成的内胆固定安装在割口设备上,调整割口刀位置,同时对割口刀进行抛光,进行内胆割口;步骤六:将割口完成的内胆通过模具固定在拉伸机中,调整拉伸机上下缸压力,对内胆底边进行压紧;步骤七,将所述步骤六中成型的内胆固定安装在主芯模具上装入机器主轴上,同时检查旋薄刀轮的刃口是否有缺陷,如果有则更换刀具,如果没有则进行抛光后进行对刀,最后启动进行内胆旋薄;步骤八:将旋薄后的内胆取下进行检查,看是否符合合格标准。2.根据权利要求1所述的一种保温杯内胆旋薄工艺方法,其特征在于:所述步骤二中车床压轮的滚压时间控制在三秒钟,且内外滚轮之间保留0.1—0.2mm间隙。3.根据权利要求1所述的一种保温杯内胆旋薄工艺方法,其特征在于:所述步骤三中内胆在进行分割后的分割位置处必须呈光滑均匀,且毛刺凸起必须小于0.15mm。4.根据权利要求1所述的一种保温杯内胆旋薄工艺方法,其特征在于:所述步骤四中数控缩口机缩轮刀在每次进行缩口时均使用砂纸进行抛光,同时进刀速度控制在350—550mm/min。5.根据权利要求1所述的一种保温杯内胆旋薄工艺方法,其特征在于:所述步骤五中进行保温杯内胆割口的割面必须垂直于杯身,且割口的内外刀相交距离控制在0.4—0.85mm之间,相交处保留0.07mm间隙。6.根据权利要求1所述的一种保温杯内胆旋薄工艺方法,其特征在于:所述步骤六中拉伸机上下缸压力调节为上缸压力控制在6.5—9mpa,下缸压力控制在3—5mpa,同时在调节反拉伸时上缸压力为7mpa,下缸压力为4.5mpa。7.根据权利要求1所述的一种保温杯内胆旋薄工艺方法,其特征在于:所述步骤七中在进行旋薄刀轮对刀时,刀具贴合芯轴时,手动转动主轴刀具会一起转动,且主轴转速控制在2400—3000r/min,旋薄刀轮进刀速度控制在150—500mm/min。8.根据权利要求7所述的一种保温杯内胆旋薄工艺方法,其特征在于:所述旋薄刀轮进刀采用三层阶梯速度进刀,第一进刀速度为200mm/min,此时观察内胆切割情况,再提高速度至第二进刀速度350mm/min,观察内胆切割情况是否与第一进刀速度时是否一样,一样则提速至第三进刀速度500mm/min,不一样则重新进行调整。9.根据权利要求1所述的一种保温杯内胆旋薄工艺方法,其特征在于:所述步骤八中旋薄内胆合格标准为:旋薄面呈光滑状,且无明显刀痕。
技术总结
本发明公开了一种保温杯内胆旋薄工艺方法,涉及保温杯领域,包括以下步骤:步骤一:准备一根钛金属管,同时清理各个模具内的杂质保证模具内的整洁度,同时确保模具的完整;步骤二:进行滚压,将钛金属管一头插入到车床主芯模中,使用车床压轮对钛金属管进行滚压,钛金属管两头均进行滚压后取出钛金属管,本发明通过利用钛金属材料做保温杯内胆,且先进行滚压再进行水胀成型,从而方便了内胆后续的加工,也对内胆进行了强化,同时在进行旋薄时采用进阶进刀,虽然相比传统的旋薄麻烦了一点,但是更为安全,同时还能有效的保证旋薄工艺的质量,进一步提高内胆的加工,大大降低了旋薄的报废率,将保温杯的内胆加工的更薄。将保温杯的内胆加工的更薄。将保温杯的内胆加工的更薄。
技术研发人员:楼新多 楼政旭 廖尚钦 陈志斌
受保护的技术使用者:永康市新多杯业有限公司
技术研发日:2022.09.01
技术公布日:2022/11/18
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。