1.本发明涉及保温杯领域,具体为一种保温杯内胆旋薄工艺方法。
背景技术:
2.随着人们日常生活需求的日趋提升,很多人都开始养成了喝热水的习惯,其中也是的保温杯的需求大大提高,然而现在市面上的保温杯大多都是采用真空层防止热的传导,这样可以阻止热辐射,但是这对保温杯内胆的厚度要求比较严格,如果采用偏薄的材质,抽真空时由于外压过大,保温杯非常容易变形,而一些不锈钢材质则较厚这样不仅重量大,而且在内胆的连接处会有明显的焊接线,这极容易产生杂质堆积,从而需要将内胆进行旋薄,降低内胆重量的同时去除焊接线。
技术实现要素:
3.本发明的目的在于提供一种保温杯内胆旋薄工艺方法,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种保温杯内胆旋薄工艺方法,包括以下步骤:
5.步骤一:准备一根钛金属管,同时清理各个模具内的杂质保证模具内的整洁度,同时确保模具的完整;
6.步骤二:进行滚压,将钛金属管一头插入到车床主芯模中,使用车床压轮对钛金属管进行滚压,钛金属管两头均进行滚压后取出钛金属管;
7.步骤三:将滚压好的钛金属管通过水胀机进行冲压成型后进行割断分杯;
8.步骤四:将分杯好的内胆通过主芯模具固定安装在数控缩口机上进行内胆缩口,同时在进行缩口时模具上套密封圈进行密封;
9.步骤五:将缩口完成的内胆固定安装在割口设备上,调整割口刀位置,同时对割口刀进行抛光,进行内胆割口;
10.步骤六:将割口完成的内胆通过模具固定在拉伸机中,调整拉伸机上下缸压力,对内胆底边进行压紧;
11.步骤七,将所述步骤六中成型的内胆固定安装在主芯模具上装入机器主轴上,同时检查旋薄刀轮的刃口是否有缺陷,如果有则更换刀具,如果没有则进行抛光后进行对刀,最后启动进行内胆旋薄;
12.步骤八:将旋薄后的内胆取下进行检查,看是否符合合格标准。
13.作为优选,所述步骤二中车床压轮的滚压时间控制在三秒钟,且内外滚轮之间保留0.15mm间隙。
14.作为优选,所述步骤三中内胆在进行分割后的分割位置处必须呈光滑均匀,且毛刺凸起必须小于0.15mm。
15.作为优选,所述步骤四中数控缩口机缩轮刀在每次进行缩口时均使用砂纸进行抛
光,同时进刀速度控制在450mm/min。
16.作为优选,所述步骤五中进行保温杯内胆割口的割面必须垂直于杯身,且割口的内外刀相交距离控制在0.6mm之间,相交处保留0.07mm间隙,从而保证分割面的平整,避免缺口毛刺。
17.作为优选,所述步骤六中拉伸机上下缸压力调节为上缸压力控制在7.8mpa,下缸压力控制在4.2mpa,同时在调节反拉伸时上缸压力为7mpa,下缸压力为4.5mpa。
18.作为优选,所述步骤七中在进行旋薄刀轮对刀时,刀具贴合芯轴时,手动转动主轴刀具会一起转动,且主轴转速控制在2750r/min,旋薄刀轮进刀速度控制在150—500mm/min。
19.作为优选,所述旋薄刀轮进刀采用三层阶梯速度进刀,第一进刀速度为200mm/min,此时观察内胆切割情况,再提高速度至第二进刀速度350mm/min,观察内胆切割情况是否与第一进刀速度时是否一样,一样则提速至第三进刀速度500mm/min,不一样则重新进行调整。
20.作为优选,所述步骤八中旋薄内胆合格标准为:旋薄面呈光滑状,且无明显刀痕。
21.综上所述,本发明有益效果是:
22.本发明通过利用钛金属材料做保温杯内胆,且现进行滚压再进行水胀成型,从而方便了内胆后续的加工,也对内胆进行了强化,同时在进行旋薄时采用进阶进刀,虽然相比传统的旋薄麻烦了一点,但是更为安全,同时还能有效的保证旋薄工艺的质量,进一步提高内胆的加工,大大降低了旋薄的报废率,将保温杯的内胆加工的更薄,从而使得其重量越轻,保温性能明显提升,同时对于一些焊接型的内胆还能有效的将焊接线旋掉,进而避免在焊接线处产生沉淀。
附图说明
23.为了更清楚地说明发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
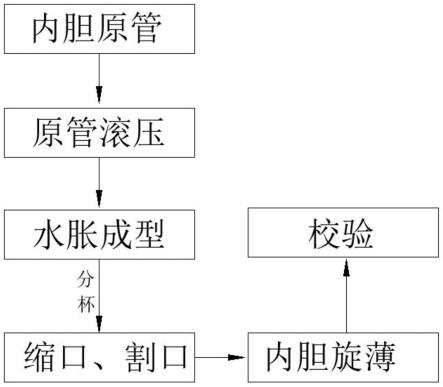
24.图1为本发明一种保温杯内胆旋薄工艺方法流程框架结构示意图;
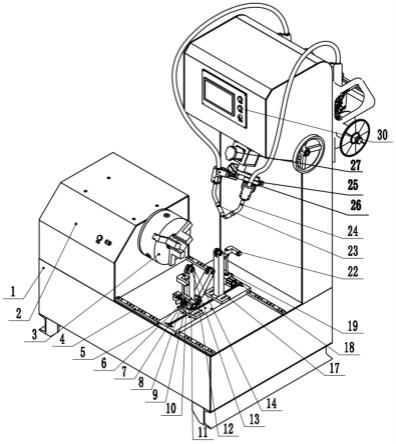
25.图2为本发明一种保温杯内胆旋薄工艺方法中旋薄流程框架结构示意图。
具体实施方式
26.本说明书中公开的所有特征,或公开的所有方法或过程中的步骤,除了互相排斥的特征和/或步骤以外,均可以以任何方式组合。
27.本说明书(包括任何附加权利要求、摘要和附图)中公开的任一特征,除非特别叙述,均可被其他等效或具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
28.下面结合图1-2对本发明进行详细说明,本发明提供的一种实施例:一种保温杯内胆旋薄工艺方法,包括以下步骤:
29.步骤一:准备一根钛金属管,同时清理各个模具内的杂质保证模具内的整洁度,同
时确保模具的完整;
30.步骤二:进行滚压,将钛金属管一头插入到车床主芯模中,使用车床压轮对钛金属管进行滚压,钛金属管两头均进行滚压后取出钛金属管;
31.步骤三:将滚压好的钛金属管通过水胀机进行冲压成型后进行割断分杯;
32.步骤四:将分杯好的内胆通过主芯模具固定安装在数控缩口机上进行内胆缩口,同时在进行缩口时模具上套密封圈进行密封;
33.步骤五:将缩口完成的内胆固定安装在割口设备上,调整割口刀位置,同时对割口刀进行抛光,进行内胆割口;
34.步骤六:将割口完成的内胆通过模具固定在拉伸机中,调整拉伸机上下缸压力,对内胆底边进行压紧;
35.步骤七,将所述步骤六中成型的内胆固定安装在主芯模具上装入机器主轴上,同时检查旋薄刀轮的刃口是否有缺陷,如果有则更换刀具,如果没有则进行抛光后进行对刀,最后启动进行内胆旋薄;
36.步骤八:将旋薄后的内胆取下进行检查,看是否符合合格标准。
37.另外,在一个实施例中,所述步骤二中车床压轮的滚压时间控制在三秒钟,且内外滚轮之间保留0.1—0.2mm间隙。
38.另外,在一个实施例中,所述步骤三中内胆在进行分割后的分割位置处必须呈光滑均匀,且毛刺凸起必须小于0.15mm。
39.另外,在一个实施例中,所述步骤四中数控缩口机缩轮刀在每次进行缩口时均使用砂纸进行抛光,同时进刀速度控制在350—550mm/min,
40.另外,在一个实施例中,所述步骤五中进行保温杯内胆割口的割面必须垂直于杯身,且割口的内外刀相交距离控制在0.4—0.85mm之间,相交处保留0.07mm间隙,从而保证分割面的平整,避免缺口毛刺。
41.另外,在一个实施例中,所述步骤六中拉伸机上下缸压力调节为上缸压力控制在6.5—9mpa,下缸压力控制在3—5mpa,同时在调节反拉伸时上缸压力为7mpa,下缸压力为4.5mpa。
42.另外,在一个实施例中,所述步骤七中在进行旋薄刀轮对刀时,刀具贴合芯轴时,手动转动主轴刀具会一起转动,且主轴转速控制在2400—3000r/min,旋薄刀轮进刀速度控制在150—500mm/min。
43.另外,在一个实施例中,所述旋薄刀轮进刀采用三层阶梯速度进刀,第一进刀速度为200mm/min,此时观察内胆切割情况,再提高速度至第二进刀速度350mm/min,观察内胆切割情况是否与第一进刀速度时是否一样,一样则提速至第三进刀速度500mm/min,不一样则重新进行调整。
44.另外,在一个实施例中,所述步骤八中旋薄内胆合格标准为:旋薄面呈光滑状,且无明显刀痕。
45.首先利用钛金属材料做保温杯内胆,且现进行滚压再进行水胀成型,从而方便了内胆后续的加工,也对内胆进行了强化,同时在进行旋薄时采用进阶进刀,虽然相比传统的旋薄麻烦了一点,但是更为安全,同时还能有效的保证旋薄工艺的质量,进一步提高内胆的加工,大大降低了旋薄的报废率,将保温杯的内胆加工的更薄,从而使得其重量越轻,保温
性能明显提升,同时对于一些焊接型的内胆还能有效的将焊接线旋掉,进而避免在焊接线处产生沉淀。
46.以上所述,仅为发明的具体实施方式,但发明的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在发明的保护范围之内。因此,发明的保护范围应该以权利要求书所限定的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。