1.本发明涉及新能源电池箱技术领域,具体为一种新能源电池箱和液冷板一体化结构及制作工艺。
背景技术:
2.现有技术中,在新能源电池行业,电池包是其不可或缺的一部分,市场现有的新能源电池包液冷板和电池包是分开加工,然后通过螺栓或者焊接装配在一起,这种装配方式成本较高,结构相对复杂,如图4所示,由多个螺钉固定连接,并通过焊接连接,这种连接方式在使用一段时间后会出现渗漏的问题,且电池的换热效果也相对不稳定,产品的良率较低。
技术实现要素:
3.本发明的目的在于提供一种新能源电池箱和液冷板一体化结构及制作工艺,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种新能源电池箱和液冷板一体化结构,包括均温板、流道板、冷媒出口管及冷媒入口管,所述均温板四周分别设有用于折弯的第一折弯槽,所述流道板固定设置于所述均温板背面,且通过过炉钎焊连接。
5.进一步优化的,所述流道板为单面复合铝板,且其表面分布有冷媒流通管道,通过冲压一体成型。
6.进一步优化的,所述第一折弯槽为多个,均对称于所述均温板四周,所述均温板远离所述流道板的另一端四周均设有多个第二折弯槽。
7.进一步优化的,所述均温板为一体成型结构,且多个所述第一折弯槽及多个第二折弯槽均通过激光切割。
8.进一步优化的,所述均温板一端分别开设有用于设置所述冷媒出口管及冷媒入口管的通孔。
9.进一步优化的,所述冷媒出口管及冷媒入口管与所述均温板之间设有焊片,且通过铆接与钎焊固定连接。
10.进一步优化的,所述第一折弯槽与所述第二折弯槽相邻的两侧之间均通过氩弧焊固定焊接连接。
11.一种新能源电池箱和液冷板一体化制作工艺,包括以下步骤:步骤一:将均温板和流道板通过冲压成型,然后通过高温脱脂炉经过290
°
的高温对所述均温板和流道板进行脱脂处理;步骤二:然后将所述流道板和均温板通过钎剂喷淋炉,流道板在经过钎剂喷淋炉的时候,喷淋设备将喷出雾状钎剂;步骤三:对所述均温板和冷媒出口管及冷媒入口管进行铆接,将焊片套在冷媒出口管及冷媒入口管上,冷媒出口管及冷媒入口管插入均温板的孔中,并在底部露出一段,通
过涨铆设备,将冷媒出口管及冷媒入口管底部露出均温板的一段涨开,把冷媒出口管、冷媒入口管,焊片及均温板铆接在一起;步骤四:通过均温板设置的凸台和流道板上设置的开孔,对均温板和流道板进行定位,然后将定位铆接好的均温板、流道板放入钎焊炉的输送带上进行锅炉钎焊;步骤五:焊接完成后,封堵好冷媒出口管,然后对冷媒入口管进行充气,充气到205kpa,检查整个液冷板是否漏气,检查完成之后再进行烘干;步骤六:对烘干后的均温板及流道板进行校正和整形,接着再将烘干之后的均温板及流道板放到激光切割机上,将箱体展开的平面图输入到激光切割机,生成切割程序,再对液冷板进行激光切割,将切割完成的造型,按照折弯尺寸进行折弯;步骤七:将折弯之后的箱体通过氩弧焊焊接固定,形成一个开口箱体,将焊疤打磨完成之后进行ip67气密检测,箱体开口朝下放到气密检测仪的气密垫上,对箱体进行充气50s,压力4kpa保压10s,平衡60s,测试60s,放气10s,气密完成之后,将会对其进行电泳和喷粉防护工艺,完成电池箱及流道板的制作。
12.有益效果本发明所提供的新能源电池箱和液冷板一体化结构及制作工艺,电池包底部均温板直接与流道板钎焊在一起形成流道板,冷却介质从进水口进入,从出水口排出形成通路,经过流道板和电池底部平板形成的腔体,带走电池产生的热量。电池包结构和工艺相比于传统电池包的结构和制作工艺相比,节约了材料,减少了工序,减去电池包重量,并且大幅增加了企业的生产良率。
附图说明
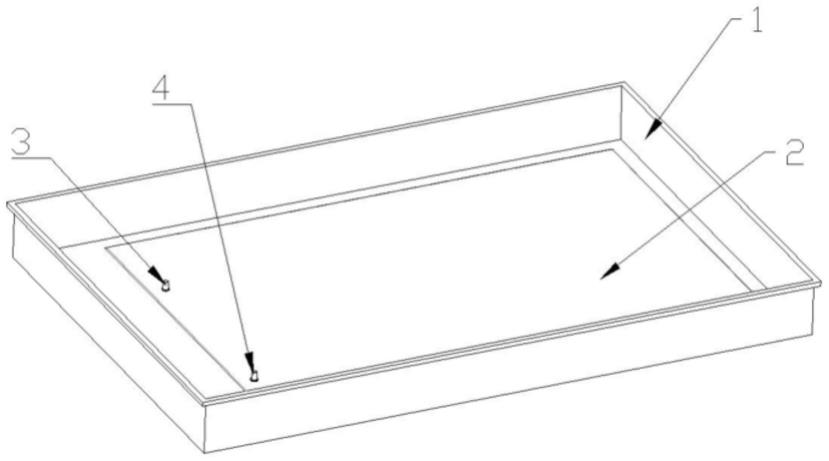
13.图1为本发明的整体结构主视示意图;图2为本发明的整体结构仰视示意图;图3为本发明的整体结构展开示意图;图4为现有技术整体结构示意图;图5为现有技术整体结构另一角度示意图。
14.附图标记1-均温板,2-流道板,3-冷媒出口管,4-冷媒入口管,5-第一折弯槽,6-第二折弯槽。
具体实施方式
15.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
实施例
16.如图1-3所示,一种新能源电池箱和液冷板一体化结构,包括均温板1、流道板2、冷媒出口管3及冷媒入口管4,均温板1四周分别设有用于折弯的第一折弯槽5,流道板2固定设置于均温板1背面,且通过过炉钎焊连接。
17.本实施例中,流道板2为单面复合铝板,且其表面分布有冷媒流通管道,通过冲压
一体成型,一体成型的流道板2保证其密封性。第一折弯槽5为多个,均对称于均温板1四周,均温板1远离流道板2的另一端四周均设有多个第二折弯槽6,通过设置的两组折弯槽将均温板1折弯成电池箱体,保证其一体性,均温板1为一体成型结构,且多个第一折弯槽5及多个第二折弯槽6均通过激光切割。均温板1一端分别开设有用于设置冷媒出口管3及冷媒入口管4的通孔。冷媒出口管3及冷媒入口管4与均温板1之间设有焊片,且通过铆接与钎焊固定连接,第一折弯槽5与第二折弯槽6相邻的两侧之间均通过氩弧焊固定焊接连接。
18.一种新能源电池箱和液冷板一体化制作工艺,包括以下步骤:步骤一:将均温板1和流道板2通过冲压成型,然后通过高温脱脂炉经过290
°
的高温对均温板1和流道板2进行脱脂处理;步骤二:然后将流道板2和均温板1通过钎剂喷淋炉,流道板在经过钎剂喷淋炉的时候,喷淋设备将喷出雾状钎剂;步骤三:对均温板1和冷媒出口管3及冷媒入口管4进行铆接,将焊片套在冷媒出口管3及冷媒入口管4上,冷媒出口管3及冷媒入口管4插入均温板1的孔中,并在底部露出一段,通过涨铆设备,将冷媒出口管3及冷媒入口管4底部露出均温板1的一段涨开,把冷媒出口管3、冷媒入口管4,焊片及均温板1铆接在一起;步骤四:通过均温板1设置的凸台和流道板2上设置的开孔,对均温板1和流道板2进行定位,然后将定位铆接好的均温板1、流道板2放入钎焊炉的输送带上进行锅炉钎焊;步骤五:焊接完成后,封堵好冷媒出口管3,然后对冷媒入口管4进行充气,充气到205kpa,检查整个液冷板是否漏气,检查完成之后再进行烘干;步骤六:对烘干后的均温板1及流道板2进行校正和整形,接着再将烘干之后的均温板1及流道板2放到激光切割机上,将箱体展开的平面图输入到激光切割机,生成切割程序,再对液冷板进行激光切割,将切割完成的造型,按照折弯尺寸进行折弯;步骤七:将折弯之后的箱体通过氩弧焊焊接固定,形成一个开口箱体,将焊疤打磨完成之后进行ip67气密检测,箱体开口朝下放到气密检测仪的气密垫上,对箱体进行充气50s,压力4kpa保压10s,平衡60s,测试60s,放气10s,气密完成之后,将会对其进行电泳和喷粉防护工艺,完成电池箱及流道板的制作。
19.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明性的保护范围之内的发明内容。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
