1.本发明涉及焊接工装夹具切换技术领域,具体涉及一种车身焊接多车形切换装置。
背景技术:
2.随着我国汽车工业的快速进步,生产厂商为了抢占市场,汽车的更新换代速度也随之增加,故建设能够生产同系列多车型的焊接生产线的需求成为了重中之重,因此需要使用用于车身焊接的多车型切换装置来对夹持白车身的夹具进行更换。
3.现有技术中为便于对白车身进行焊接,都会将对应固定白车身的夹具底座的机构安装在变位机的载板(本说明书说中所记载的切换底座等同于变位机的载板)上,通过气缸控制或电控操控用于连接的卡柱与卡孔的连接配合(卡柱和卡孔相当于本说明书中所记载的配合柱和配合孔),在需更换时,通过气缸控制或电控来使得卡柱收回,实现脱离卡接配合,但焊接生产线上空间有限,过多的设置气缸组件或电控组件会对焊接机器人的焊接造成影响,同时此种方式所使用的卡柱和卡孔配合方式在变位机的载板发生倾斜时,会使得卡孔的局部受力过大,长此以往,则易造成卡孔变形,影响卡柱和卡孔的配合使用精度,对焊接定位造成影响。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种车身焊接多车形切换装置,能够实现快速对白车身夹具底座的切换同时能够根据切换底座以及侧箱的倾斜角度自适应的调整夹持块与白车身夹具底座之间的夹持压力,避免配合孔与配合柱承受的载荷过大则造成配合孔变形,而影响使用精度的问题的出现。
5.本发明技术方案如下:为实现以上目的,本发明通过以下技术方案予以实现:一种车身焊接多车形切换装置,包括用于载放白车身夹具的白车身夹具底座,驱动切换底座进行转动的电机,用于装载电机的侧机箱,对白车身夹具底座进行装夹定位的切换底座,所述切换底座的两端向上凸出形成侧箱,侧箱内开设有安装腔口,两个侧箱的相对面均滑动设有偶数个夹持块,每个夹持块的中心设有配合孔,配合孔内配合安装有配合柱,配合柱对称固接在白车身夹具底座的两侧面上,电机的输出轴上固定安装有花键套,花键套的键齿上滑动连接有挤压盘,挤压盘的外周面对称设有偶数个v型螺旋斜槽,侧机箱的侧面周向间隔设有固定连杆,固定连杆远离侧机箱的一端固定连接有挤压滚柱,挤压滚柱与v型螺旋斜槽挤压配合,挤压盘远离侧机箱的一端挤压配合有挤压组件,安装腔口内部两侧面之间设有上推压组件,上推压组件的正下方设有下推压组件,上推压组件和下推压组件分别与挤压组件滑动配合,上推压组件和下推压组件还滑动配合有螺旋进给组件,螺旋进给组件的一端固定连接有弹性组件,弹性组件远离螺旋进给组件的一端固定连接有夹持块。
6.可选的,所述挤压组件包括中间环、挤压杆和挤压球头,挤压杆贯穿侧箱的内壁,
挤压杆的一端固定连接有挤压球头,挤压杆远离挤压球头且位于安装腔口内的一端固定连接有中间环,挤压组件还包括活动块、上斜块和下斜块,上斜块固定连接在活动块的上表面,下斜块对应固接在活动块的下表面。
7.可选的,所述上推压组件包括上导杆、上导轨和上斜推导柱,上导杆滑动连接在上导轨内部,上导杆的下表面设置有与上斜块位置相对应的上斜推导柱。
8.可选的,所述下推压组件包括下导杆、下导轨和下斜推导柱,下导杆滑动连接在下导轨内,下斜推导柱的上表面且与下斜块相对应位置固定连接有下斜推导柱,所述上导杆的下表面和下导杆的上表面对应位置均固定连接有螺旋导柱,每个螺旋导柱滑动配合在对应的螺旋槽中。
9.可选的,所述螺旋进给组件包括螺旋管、开设在螺旋管外周面上周向排列的两个螺旋槽、螺旋导柱、挡压环和扭簧,螺旋管转动设置在安装腔口中,螺旋管的一端固定连接有挡压环,挡压环远离螺旋管的一端套设安装有扭簧。
10.可选的,所述弹性组件包括转动环、六个伸缩杆和连接弹簧,六个伸缩杆周向设置在转动环远离螺旋管的端面上,转动环靠近螺旋槽的一端设有转动槽口,转动槽口的内周面周向设有两个转动螺旋槽,螺旋管靠近转动螺旋槽的一端对应设有两个转动导柱,转动导柱滑动配合在转动螺旋槽内,伸缩杆远离转动环的一端与夹持块固定连接,连接弹簧套设在伸缩杆的外部且连接弹簧的两端分别与夹持块和伸缩杆固定连接。
11.可选的,所述侧箱的前端面对称开设有第一配合孔,上导杆滑动连接在第一配合孔中,侧箱的后端面对称开设有第二配合孔,下导杆滑动连接在第二配合孔中。
12.可选的,两个所述侧机箱的前后端面均固定连接有水平连接块,两个水平连接块位于同一水平高度,水平连接块上开设有更换白车身夹具底座所使用载具的连接槽。
13.可选的,所述侧机箱靠近电机的一端设有驱动箱壳,驱动箱壳的端面上设有与挤压杆相对应的贯穿孔。
14.本发明提供了一种车身焊接多车形切换装置,具备以下有益效果:该车身焊接多车形切换装置,通过设置v型螺旋斜槽、挤压盘、上推压组件、下推压组件、挤压组件、螺旋进给组件、弹性组件和夹持块,在进行不同车型的白车身夹具更换时,只需将放置对应夹具的载具推至切换底座和侧箱对应位置,拼接后即可使得夹持块与配合柱之间脱离配合,便于快速对白车身夹具底座进行切换,有利于提高效率,在切换底座和侧箱带动白车身夹具底座、白车身夹具以及白车身倾斜时,通过电机的角度转动使得v型螺旋斜槽转动的同时沿花键套移动,从而使得弹性组件提供给夹持块的作用力增加,从而可根据切换底座和侧箱的倾斜角度变化,自适应的调整白车身夹具底座与夹持块之间的压持作用力,保证配合孔不会因受力过大则局部变形,影响配合孔和配合柱的配合精度,同时也避免夹持块与白车身夹具底座侧面之间长时间保持过大压力而造成白车身夹具底座表面变形。
附图说明
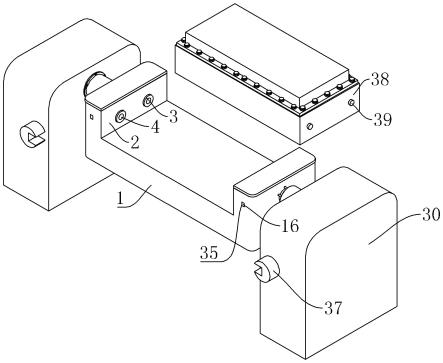
15.图1为本发明外部结构示意图;图2为本发明上视结构示意图;图3为侧箱内部及驱动箱壳内部结构示意图;
图4为图3中a部部分结构放大的示意图;图5为图2中b部部分结构放大的示意图;图6为安装腔口内部结构示意图;图7为v型螺旋斜槽与挤压滚柱配合位置示意图;图8为螺旋进给组件及弹性组件结构示意图;图9为图8正视结构示意图;图10为挤压组件、上推压组件及下推压组件配合位置示意图;图11为上斜块和下斜块位置示意图;图12为第一配合孔和第二配合孔位置分布示意图;图13为螺旋管和转动环分离状态示意图。
16.图中:1、切换底座;2、侧箱;3、夹持块;4、配合孔;5、转动环;6、伸缩杆;7、连接弹簧;8、螺旋管;9、螺旋槽;10、螺旋导柱;11、挡压环;12、转动槽口;13、扭簧;14、下导杆;15、下导轨;16、上导杆;17、上导轨;18、上斜推导柱;19、下斜推导柱;20、活动块;21、上斜块;22、下斜块;23、中间环;24、挤压杆;25、挤压球头;26、挤压盘;27、v型螺旋斜槽;28、挤压滚柱;29、固定连杆;30、侧机箱;31、电机;32、花键套;33、驱动箱壳;34、安装腔口;35、第一配合孔;36、第二配合孔;37、水平连接块;38、白车身夹具底座;39、配合柱;40、转动导柱;41、转动螺旋槽。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
18.请参阅图1至图13,本发明提供一种技术方案:一种车身焊接多车形切换装置,包括用于载放白车身夹具的白车身夹具底座38,对白车身夹具底座38进行装夹定位的切换底座1,驱动切换底座1进行转动的电机31,用于装载电机31的侧机箱30,切换底座1的两端向上凸出形成侧箱2,侧箱2内开设有安装腔口34,两个侧箱2的相对面均滑动设有偶数个夹持块3,本技术方案中夹持块3的数量为四个,使用时可根据实际需求选取不同偶数数量的夹持块3进行连接使用,每个夹持块3的中心设有配合孔4,配合孔4内配合安装有配合柱39,配合柱39对称固接在白车身夹具底座38的两侧面上,白车身夹具底座38的上方安装有用于固定白车身的夹具,为避免非必要结构过多,影响附图的理解,故白车身夹具底座38上方的夹具未画出,此处进行说明;如图4所示,侧机箱30靠近电机31的一端设有驱动箱壳33,驱动箱壳33的端面上设有与挤压杆24相对应的贯穿孔,电机31的输出轴上固定安装有花键套32,花键套32的键齿上滑动连接有挤压盘26,挤压盘26的外周面对称设有偶数个v型螺旋斜槽27,在连接弹簧7未受力状态下,挤压滚柱28应位于v型螺旋斜槽27的v口底部位置,目的在于使得无论切换底座1和侧箱2向任何方向旋转移动,均可以促使v型螺旋斜槽27沿花键套32向远离电机31的方向移动,侧机箱30的侧面周向间隔设有固定连杆29,固定连杆29远离侧机箱30的一端固定连接有挤压滚柱28,挤压滚柱28与v型螺旋斜槽27挤压配合,挤压滚柱28的两端具有转动的耐磨圈,挤压滚柱28的耐磨圈与v型螺旋斜槽27挤压配合,目的在于避免局部磨损造成使用精度下降;
如图6和图7所示,挤压盘26远离侧机箱30的一端挤压配合有挤压组件,挤压组件包括中间环23、挤压杆24、和挤压球头25,挤压杆24贯穿侧箱2的内壁,挤压杆24的一端固定连接有挤压球头25,挤压杆24远离挤压球头25且位于安装腔口34内的一端固定连接有中间环23,挤压组件还包括活动块20、上斜块21和下斜块22,上斜块21固定连接在活动块20的上表面,下斜块22对应固接在活动块20的下表面,如图10和图11所示,上推压组件和下推压组件分别与挤压组件滑动配合,安装腔口34内部两侧面之间设有上推压组件,上推压组件包括上导杆16、上导轨17和上斜推导柱18,上导杆16滑动连接在上导轨17内部,上导杆16的下表面设置有与上斜块21位置相对应的上斜推导柱18,上推压组件的正下方设有下推压组件,下推压组件包括下导杆14、下导轨15和下斜推导柱19,下导杆14滑动连接在下导轨15内,下斜推导柱19的上表面且与下斜块22相对应位置固定连接有下斜推导柱19,上斜块21和下斜块22的安装方向如图11所示,目的在于通过上斜推导柱18与上斜块21的配合,下斜推导柱19与下斜块22的配合来使得上导杆16和下导轨15可以同时向远离安装腔口34中心的方向移动;如图8和图9所示,上推压组件和下推压组件还滑动配合有螺旋进给组件,螺旋进给组件包括螺旋管8、开设在螺旋管8外周面上周向排列的两个螺旋槽9、螺旋导柱10、挡压环11和扭簧13,螺旋管8转动设置在安装腔口34中,螺旋管8的一端固定连接有挡压环11,挡压环11远离螺旋管8的一端套设安装有扭簧13,上导杆16的下表面和下导杆14的上表面对应位置固定连接有螺旋导柱10,每个螺旋导柱10滑动配合在对应的螺旋槽9中,在连接弹簧7和扭簧13均不受力时,螺旋导柱10位于对应螺旋槽9的中间位置,从而在螺旋导柱10移动时螺旋管8可受力左旋移动或右旋移动;如图8和图9所示,螺旋进给组件的一端固定连接有弹性组件,弹性组件包括转动环5、六个伸缩杆6和连接弹簧7,六个伸缩杆6周向设置在转动环5远离螺旋管8的端面上,转动环5靠近螺旋槽9的一端设有转动槽口12,转动槽口12的内周面周向设有两个转动螺旋槽41,螺旋管8靠近转动螺旋槽41的一端对应设有两个转动导柱40,转动导柱40滑动配合在转动螺旋槽41内,在扭簧13未受力状态下,转动导柱40处于转动螺旋槽41的中部,使得转动环5可以向靠近夹持块3或远离夹持块3的方向移动,伸缩杆6远离转动环5的一端与夹持块3固定连接,连接弹簧7套设在伸缩杆6的外部且连接弹簧7的两端分别与夹持块3和伸缩杆6固定连接,弹性组件远离螺旋进给组件的一端固定连接有夹持块3,连接弹簧7的作用在于通过连接弹簧7的压缩形变来为夹持块3与白车身夹具底座38之间提供不同大小的压持作用力,同时还用于在切换底座1和侧箱2的倾斜角度减小时,顶推伸缩杆6进行长度复位,从而促使v型螺旋斜槽27与挤压滚柱28之间始终保持接触,为增加弹性组件所能提供的弹性压持作用力,如图8所示,还可在夹持块3和转动环5的中心位置设置一组伸缩杆和连接弹簧。
19.作为本发明的一种优选技术方案:如图1和图12所示,侧箱2的前端面对称开设有第一配合孔35,上导杆16滑动连接在第一配合孔35中,侧箱2的后端面对称开设有第二配合孔36,下导杆14滑动连接在第二配合孔36中,两个侧机箱30的前后端面同一水平高度均固定连接有水平连接块37,水平连接块37上开设有更换白车身夹具底座38所使用载具的连接槽,设置水平连接块37的目的在于增加一重的水平定位,使得放置待使用和被更换的白车身夹具底座38的载具与切换底座1之间的定位更加精准,从而可顺畅的先将切换底座1上方的被更换的白车身夹具底座38推至放置其的载具上方,后将待使用的白车身夹具底座38从
其载具上推至切换底座1上对应安装位置。
20.该文中出现的电器元件均与外界的主控器及220v市电电连接,并且主控器可为计算机等起到控制的常规已知设备。
21.综上,该车身焊接多车形切换装置,在对安装在切换底座1上方的白车身夹具进行切换时,只需将通过载具将待使用的白车身夹具底座38移动至第一配合孔35前方位置,同时移动放置被更换白车身夹具底座38的载具至第二配合孔36前方位置,使得两个载具前方的推杆对应插入进第一配合孔35和第二配合孔36内部,从而上导杆16和下导杆14受推力而向安装腔口34内部方向移动;上导杆16和下导杆14上对应安装的螺旋导柱10在沿对应的螺旋槽9移动过程中,使得螺旋管8转动,从而转动导柱40跟随螺旋管8转动,在转动导柱40和转动螺旋槽41的配合作用下转动环5受力发生移动,从而转动环5、伸缩杆6和夹持块3向靠近扭簧13的方向移动,于是配合柱39从夹持块3的配合孔4内移动,此时白车身夹具底座38和夹持块3之间脱离夹持配合,此时只需将切换底座1上方的被更换的白车身夹具底座38推至放置被更换白车身夹具底座38的载具上,将待使用的白车身夹具底座38推至切换底座1上方对应位置即可,待两个载具的对应推杆从对应的第一配合孔35和第二配合孔36内移出后,在扭簧13的弹性作用下,螺旋进给组件复位,夹持块3复位移动到上一位置,此时夹持块3与被更换完成的白车身夹具底座38的侧面接触,白车身夹具底座38侧面的配合柱39插入至配合孔4中,完成白车身夹具底座38的快速切换;在进行白车身焊接使用时,为方便焊接机器人操作,当需电机31驱动切换底座1和侧箱2连同其上方的白车身夹具底座38、夹具和白车身一同倾斜,当切换底座1和侧箱2从与地面水平角度开始倾斜时,挤压盘26跟随电机31的输出轴转动,挤压盘26转动的同时在v型螺旋斜槽27和挤压滚柱28的导向配合作用下,通过花键套32和挤压盘26轴心的花键槽的配合使得挤压盘26向靠近侧箱2的方向移动,从而挤压盘26推动挤压球头25,挤压球头25和挤压杆24则推动中间环23移动,中间环23带动活动块20向远离电机31输出轴的方向移动,从而在对应的上斜块21与上斜推导柱18、下斜块22和下斜推导柱19的配合作用下分别推动上导杆16向远离安装腔口34中心的方向移动,下导杆14向远离安装腔口34中心的方向移动,下导杆14从第二配合孔36内向外伸出,上导杆16从第一配合孔35内向外伸出,此时在螺旋导柱10和螺旋槽9的导向配合作用下,螺旋管8受力转动,在转动导柱40和转动螺旋槽41的配合作用下,转动环5向靠近夹持块3的方向移动,于是伸缩杆6收缩移动,连接弹簧7受力而被压缩,而夹持块3与白车身夹具底座38的侧面处于接触状态,因此随着切换底座1和侧箱2倾斜角度的不断增加,连接弹簧7压缩量的随之增加,夹持块3与白车身夹具底座38侧面之间的夹持作用力也就更大,从而达到了在切换底座1和侧箱2倾斜时,适应性的增加白车身夹具底座38与侧箱2之间的夹持压力,以减小配合孔4与配合柱39连接处的作用力,避免因配合孔4与配合柱39因承受的作用力过大则造成配合孔4被压变形,影响配合孔4和配合柱39的配合使用精度。
22.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
