发热体及发热体的制备方法与流程
- 国知局
- 2024-07-12 11:31:51
本发明涉及电子雾化,尤其涉及发热体及发热体的制备方法。
背景技术:
1、电子雾化装置是一种以由电池供电驱动雾化器,通过加热油舱中的烟油,产生气溶胶让用户抽吸的一种产品。在现有技术中,雾化器中的发热片通常有两种:发热丝、电阻浆料印刷在基体上或者金属发热片。由于金属发热片的尺寸较小,金属发热片通常是蚀刻工艺而得。一方面蚀刻的生产方式整套工艺复杂,耗费人力物力较大、效率较低,另外一方面,制作过程中需要用到多种化学试剂,造成污染的同时还存在安全隐患。
技术实现思路
1、本发明提供一种雾化组件及雾化装置,以解决上述背景技术所提及的的技术问题。
2、一方面,提供了一种发热体制备方法,其特征在于,包括:
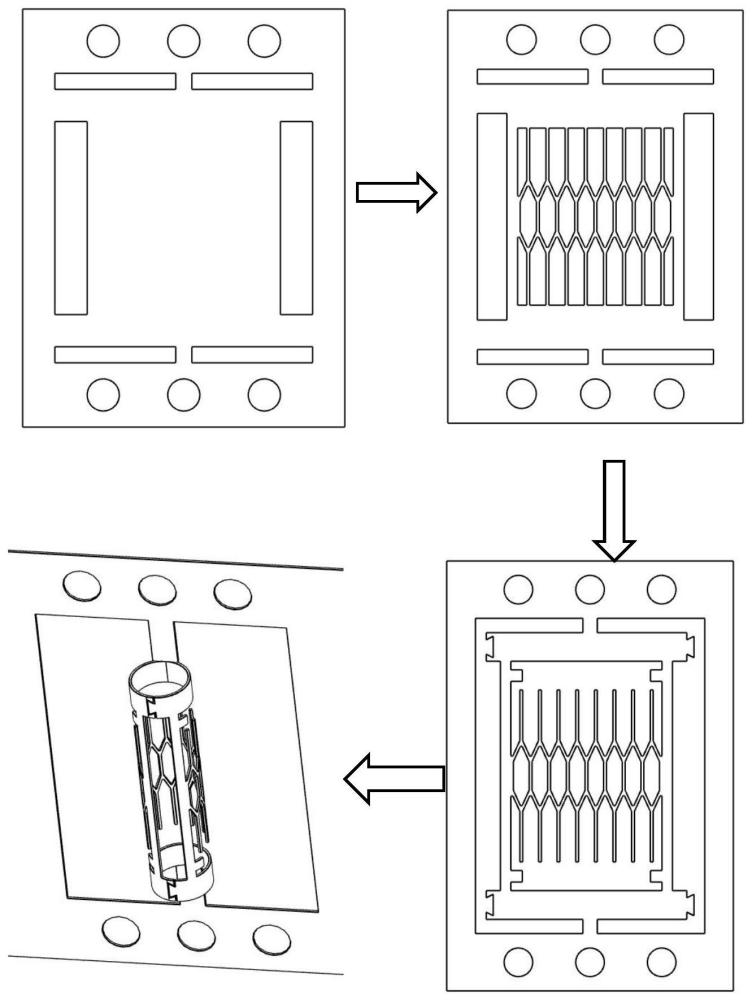
3、步骤s1、沿着金属卷带的长度方向对该金属卷带进行冲压开槽,形成多个金属基体,所述金属基体的上下两端具有定位片;
4、步骤s2、将各所述金属基体进行多次冲压形成具有预设结构的发热体;该发热体包括竖立设于两所述定位片之间的两个导电片和沿着两所述导电片延伸的发热网片;
5、步骤s3、将各所述发热体进行卷绕,并对所述定位片的两端部进行焊接,形成管状发热体。
6、进一步地,所述将各所述金属基体进行多次冲压形成具有预设结构的发热体,包括:
7、步骤s21、将各所述金属基体的中部进行多次冲压形成所述发热网片;
8、步骤s22、将所述金属基体位于所述发热网片和两所述定位片之间的多余材料冲压裁剪,形成两个所述导电片,各所述导电片的两端位于所述发热网片一侧具有电极焊接位;
9、步骤s23、对两所述定位片的两端进行冲压,以将两所述定位片的端部与其相邻的所述金属基体断开。
10、进一步地,所述将各所述金属基体的中部进行多次冲压形成所述发热网片,包括:
11、步骤s211、对各所述金属基体的中部进行两次错位冲压形成多个成排设置的连接丝,所述金属基体于各所述连接丝的两侧分别具有呈棱形设置的镂空口;
12、步骤s212、将所述金属基体位于所述镂空口两端的金属材料进行多次冲压裁剪形成两条发热线路和间隔设置的多条散热丝,所述两条发热线路位于两所述连接丝的两端,且与所述连接丝组成网格状的发热网片,各发热线路由多条围合组成呈波浪形设置的发热丝,所述散热丝设在所述发热丝的尖端处。
13、进一步地,在所述将各所述金属基体的中部进行多次冲压形成所述发热网片之后和在所述将所述金属基体位于所述发热网片和两所述定位片之间的多余材料冲压裁剪,形成两个所述导电片之前还包括:对各所述金属基体的整体进行压平处理。
14、进一步地,在所述对两所述定位片的两端进行冲压,包括:同时冲压两所述定位片的两端,以使得各所述定位片的两端部分别形成铆接位和铆接部。
15、进一步地,所述定位片的长度大于两所述导电片之间的间距,所述将各所述发热体进行卷绕,并对所述定位片的两端部进行焊接,形成管状发热体,包括:
16、步骤s31、将各所述定位片的两端部朝向所述发热体的中部折弯至预设角度;
17、步骤s32、将所述发热体进行多次弯曲并使得所述铆接部嵌入至对应的所述铆接位内;
18、步骤s33、将所述铆接部和所述铆接位对焊以将发热体卷绕成管状结构。
19、进一步地,在所述将所述发热体进行多次弯曲中多次弯曲的弯曲角度依次为15度、90度、135度、270度、360度。
20、进一步地,所述金属卷带的厚度为0.08mm-0.15mm。
21、进一步地,所述金属卷带为镍铬合金片、铁铬铝合金、不锈钢片、钛片、钛合金片或镍基合金片
22、另一方面,本发明还提供了一种发热体,由以上任一项所述的制备方法制得。
23、本发明的有益效果是:该发热体的制备方法包括:沿着金属卷带的长度方向对该金属卷带进行冲压开槽,形成多个金属基体,金属基体的上下两端具有定位片;将各金属基体进行多次冲压形成具有预设结构的发热体;该发热体包括竖立设于两定位片之间的两个导电片和沿着两导电片延伸的发热网片;将各个发热体进行卷绕,并对发热体的两端部进行焊接,使得发热体形成管状结构,维持住整体的管状形状,避免其在高温受热后发生形变,产品稳定性在此通过冲压工艺和卷曲、对焊工艺的配合可大批量制备管状发热体,操作工艺简单,生产效率高,成品质量一致。
技术特征:1.一种发热体制备方法,其特征在于,包括:
2.根据权利要求1所述的一种发热体制备方法,其特征在于,所述将各所述金属基体进行多次冲压形成具有预设结构的发热体,包括:
3.根据权利要求2所述的一种发热体制备方法,其特征在于,所述将各所述金属基体的中部进行多次冲压形成所述发热网片,包括:
4.根据权利要求3所述的一种发热体制备方法,其特征在于,在所述将各所述金属基体的中部进行多次冲压形成所述发热网片之后和在所述将所述金属基体位于所述发热网片和两所述定位片之间的多余材料冲压裁剪,形成两个所述导电片之前还包括:对各所述金属基体的整体进行压平处理。
5.根据权利要求2所述的一种发热体制备方法,其特征在于,在所述对两所述定位片的两端进行冲压,包括:同时冲压两所述定位片的两端,以使得各所述定位片的两端部分别形成铆接位和铆接部。
6.根据权利要求5所述的一种发热体制备方法,其特征在于,所述定位片的长度大于两所述导电片之间的间距,所述将各所述发热体进行卷绕,并对所述定位片的两端部进行焊接,形成管状发热体,包括:
7.根据权利要求6所述的一种发热体制备方法,其特征在于,在所述将所述发热体进行多次弯曲中多次弯曲的弯曲角度依次为15度、90度、135度、270度、360度。
8.根据权利要求6所述的一种发热体制备方法,其特征在于,所述金属卷带的厚度为0.08mm-0.15mm。
9.根据权利要求1-8任一项所述的一种发热体制备方法,其特征在于,所述金属卷带为镍铬合金片、铁铬铝合金、不锈钢片、钛片、钛合金片或镍基合金片。
10.一种权利要求1-9任一项所述的制备方法制得的发热体。
技术总结发热体及发热体的制备方法,该发热体的制备方法包括:沿着金属卷带的长度方向对该金属卷带进行冲压开槽,形成多个金属基体,所述金属基体的上下两端具有定位片;将各所述金属基体进行多次冲压形成具有预设结构的发热体;该发热体包括竖立设于两所述定位片之间的两个导电片和沿着两所述导电片延伸的发热网片;将各个发热体进行卷绕,并对发热体的两端部进行焊接,形成管状发热体,维持住整体的管状形状,避免其在高温受热后发生形变,产品稳定性好,通过冲压工艺和卷曲、对焊工艺的配合可大批量制备管状发热体,操作工艺简单,生产效率高,成品质量一致。技术研发人员:丁家福,刘浩,王太保受保护的技术使用者:品度生物科技(深圳)有限公司技术研发日:技术公布日:2024/2/6本文地址:https://www.jishuxx.com/zhuanli/20240614/93445.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
气溶胶生成装置的制作方法
下一篇
返回列表