一种文丘里降温滤棒的生产设备的制作方法
- 国知局
- 2024-07-12 11:33:54
本技术属于新型特种滤棒生产设备,具体涉及一种文丘里滤棒的生产设备。
背景技术:
1、以iqos为代表的加热不燃烧(hnb)卷烟的问世,带来了烟民的一种吸食方式的改变,引起了全世界烟草行业的一次大的变革。而加热卷烟又对过滤嘴棒有了新的特殊要求,要求滤棒低吸阻、低过滤并有一定降温效果。
2、近几年,与加热卷烟配套的新型滤嘴也不断被研发出来,但大部分都是二元、三元结构,整体结构复杂、生产成本较高。
3、利用文丘里原理进行降温的新型滤棒也有一些研究:cn207626542u、cn108185517a公布了一种加热不燃烧卷烟的新型烟支,利用文丘里原理设计了一种三元复合棒,由逆向沉头滤棒及二种内径不同的中空滤棒复合而成;cn112930121a公布了包含文丘里元件的气溶胶生成系统;cn212728776u、cn111387546a公布了一种用于加热卷烟的文丘里型中空滤棒。
4、关于文丘里棒的生产设备还没有文献报道,市场上也没有见到成熟的文丘里棒卷烟产品。如何将文丘里棒的设计思路变成现实并推广应用是摆在研发人员面前的一个难题。
5、本实用新型旨在研发出可连续工业化生产、满足一次性加热卷烟使用的文丘里棒生产设备,进而开发出文丘里棒产品。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种文丘里滤棒的生产设备。
2、本实用新型的技术方案是:
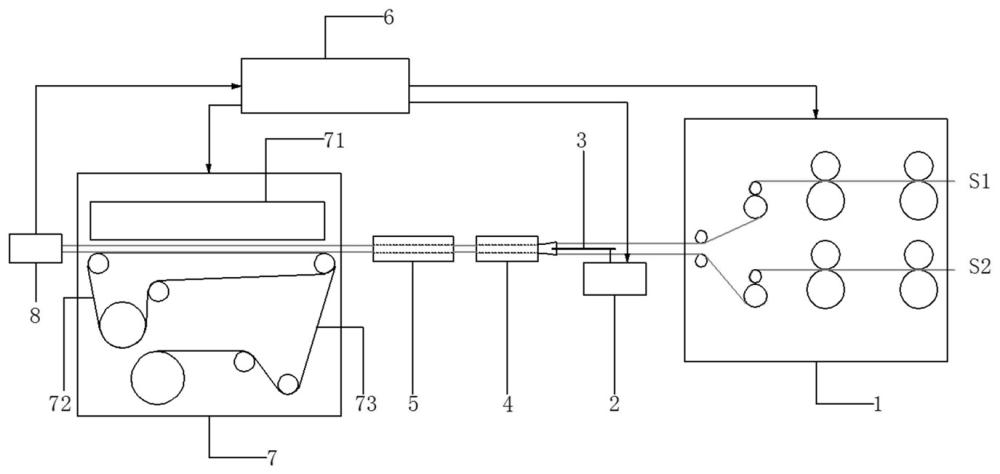
3、一种文丘里滤棒的生产设备,包含丝束开松上胶装置、往复装置、定型芯条、滤棒热定型装置、滤棒冷定型装置、滤棒成型装置、滤棒分切装置,丝束开松上胶装置的出口与往复装置连接,往复装置上固定有定型芯条,并带动定型芯条在滤棒热定型装置的腔室内外往复运动;
4、滤棒热定型装置的出口与滤棒冷定型装置连接;
5、滤棒冷定型装置的出口与滤棒成型装置连接;
6、滤棒成型装置的出口与滤棒分切装置连接。
7、丝束开松上胶装置内部设置有一组或多组导丝杆,用于实现丝束送入往复装置内;所述的丝束开松上胶装置,可以是开松棍加宽的单层滤棒开松机,也可以是上下双层或三层的丝束开松机。
8、丝束开松上胶装置的出口与往复装置非接触式连接;所述的非接触式连接是指丝束开松上胶装置的出口与往复装置之间并非是相连的结构,而是具有一定的空间距离。丝束开松上胶装置的出口与往复装置之间在运行的过程中设置有丝束的运行。这样的目的是为了控制丝束的运行距离,保证丝束的正常输送不受往复装置运行的影响。
9、往复装置上固定的定型芯条在滤棒热定型装置的中央腔室内直线往复运动;在滤棒生产过程中,带动芯条有规律的进出热定型模具的中心,进而使滤棒形成内径大小规律变化的文丘里棒。
10、滤棒热定型装置的出口与滤棒冷定型装置非接触式连接;所述的非接触式连接是指滤棒热定型装置的出口与滤棒冷定型装置之间并非是相连的结构,而是具有一定的空间距离。
11、滤棒冷定型装置的出口与滤棒成型装置非接触式连接。所述的非接触式连接是指滤棒冷定型装置的出口与滤棒成型装置之间并非是相连的结构,而是具有一定的空间距离。
12、滤棒成型装置的出口与滤棒分切装置非接触式连接。所述的非接触式连接是指滤棒成型装置的出口与滤棒分切装置之间并非是相连的结构,而是具有一定的空间距离。
13、芯条头部的锥体部分可以是一个单一的锥体,也可以是二个或多个锥体的组合体。
14、锥体部分是一个单一的锥体时,所述的定型芯条为含锥体结构一的柱状体一,锥体结构一的头部为半径0.2-0.6mm的圆弧型或半球型,锥体结构一的高度h为柱状体一直径d的0.5-3倍,优选1-2倍;柱状体一部分的直径d为3-6mm。
15、锥体部分是二个或多个锥体的组合体是指定型芯条还可以为柱状体二的前端设置有圆台,圆台上设置有锥体结构二;圆台与锥体结构二的高度之和与锥体结构一相同;锥体结构二的高度为圆台高度的1-4倍;圆台上部直径为锥体结构二底部直径的1-3倍。
16、定型芯条内部还可以为空心结构柱状体三,空心部分的内径r1=1-2mm,在锥形下部沿四周均匀分布2-4个直径r2=0.5-1.5mm的微孔,r1大于r2,微孔与柱状体三内部的空心相连;此结构的芯条,芯条尾部选择性通过软管和齿轮泵与香料箱相连,通过芯条内部的空腔可以向滤棒的内壁注入液体香料。
17、所述滤棒热定型装置包括内模具一、外夹套一;
18、内模具一设置在外夹套一的内部空腔中,并之形成夹套内腔一;
19、外夹套一上设置有夹套外部接口一;内模具一上设置有多个微孔一。
20、夹套外部接口一连接热蒸汽,夹套内腔一充满热蒸汽,蒸汽通过模具上的微孔吹向从内孔中通过的醋纤丝束,并使喷洒过适量三醋酸甘油酯的醋纤丝束在通过的瞬间溶粘固化初步成型。
21、所述滤棒冷定型装置包括内模具二、外夹套二;
22、内模具二设置在外夹套二的内部空腔中,并之形成夹套内腔二;
23、外夹套二上设置有夹套外部接口二;
24、内模具二上设置有多个微孔二;
25、所述的滤棒冷定型装置为1段或多段装置(或冷却腔)串联连接,优选2-3段。
26、夹套外部接口二连接冷的压缩空气,夹套内腔二充满冷气,冷气通过模具上的微孔二吹向从内孔中通过的热固化的醋纤滤棒,并使经热固化成型的滤棒尺寸稳定下来。冷定型模具采用1段或多段冷却,优选2-3段冷却定型。
27、所述滤棒成型装置中设置有布带,布带用于选择性实现滤棒的包裹及拉出过程;
28、在布带的上部设置有烟枪,用于实现滤棒的成型;
29、滤棒成型装置的出口非接触式连接滤棒分切装置。
30、所述的滤棒成型装置,当生产外层包裹成型纸的文丘里棒时,采用正常的带加热系统的冷胶滤棒烟枪,中线胶施加优选涂胶或螺旋喷雾上胶;当生产无成型纸的文丘里棒时,采用拉丝空管棒用的不带加热和冷却、仅起固定作用的滤棒烟枪,或者用正常滤棒烟枪但不开加热和冷却。
31、所述文丘里滤棒的生产设备还包括电气控制系统,用于控制丝束开松上胶装置内丝束的运输速度,控制往复装置的往复速度及往复程度,控制滤棒成型装置内布带的运输速度。所述电气控制系统,采用编码器和伺服电机在滤棒分切装置上取信号,然后反馈控制开松速度、芯条的往复速度、滤棒成型(布带运行)速度,保持相互之间的匹配性,同时可微调分切位置,达到滤棒的相位稳定。
32、采用上述装置进行的一种文丘里滤棒的生产工艺,包括如下步骤:
33、醋纤丝束经开松、喷洒三醋酸甘油酯后,通过高压喂丝器送入滤棒热定型装置;
34、经滤棒热定型装置内输入的蒸汽加热溶粘固化,然后进入滤棒冷定型装置,经冷却定型后,由布带包裹拉出,成为圆周稳定的滤条形状,再经分切装置分切成一定长度的滤棒。
35、往复装置带动定型芯条在滤棒热定型装置内的中心部位,实现规律的往复运动。
36、规律的往复运动过程中,往复装置的行程大于滤棒中工艺设定的一个文丘里结构单元的长度,一个文丘里单元的长度为10-50mm,往返装置(2)的行程为文丘里单元长度的1-3倍,优选1.05-1.5倍,在生产过程中,往复装置的行程保持不变。
37、在往复装置的带动下,当定型芯条的柱形部分进入到或超过丝束与滤棒热定型装置内的加热固化部位时,丝束经加热溶粘固化形成含大中空结构的滤条;
38、待定型芯条经往复装置完全退出滤棒热定型装置时,丝束经加热溶粘固化形成实心滤条;
39、待定型芯条经往复装置实现柱形部分退出滤棒热定型装置外,而芯条头部的锥形有一部分仍在热定型装置内时,丝束经加热溶粘固化形成含有小中空内径结构的滤条,芯条锥形部分在进入和退出热定型装置的过程中可形成具有锥形结构的内孔。
40、调节芯条在往复装置上的前后位置,可以调节芯条进入热定型装置内的最大深度,及芯条退出时其锥形头部在热定型装置内的深度,进而调节文丘里棒中最小孔的孔径(由芯条头部锥形部分在热定型装置的加热固化位置的最大直径决定)。
41、选择具有内部空腔的定型芯条,芯条尾部通过软管和齿轮泵与香料箱相连,通过芯条内部的空腔和头部的微孔,可以向滤条的内部空腔中注入液体香料进而制备出加香滤棒。
42、往复装置往返运动的频率与滤棒中工艺设计的文丘里单元数量(大孔数量)成正比,是单位时间内文丘里棒的生产数量与每支棒中设计的大孔数量的乘积。
43、滤棒冷定型装置优选2-3段串联组成,实现30℃以下的冷却固定。冷定型装置是连在一起,中间隔开的2段或多段冷却腔;或者是非接触式的2个或多个相同的冷却装置串联,滤棒通过的冷却通道的中心线必须在一条线上。
44、文丘里降温滤棒在由布带包裹拉出过程中,选择性采用成型纸包裹,并采用烟枪加热工艺保证搭口粘接牢固;选择性不采用成型纸包裹时,采用烟枪不加热工艺,防止滤棒受热不匀产生弯曲。
45、电气控制系统,在分切装置的刀头电机处取信号,通过编码器和伺服电机控制滤棒成型装置内布带的运输速度、控制开松上胶装置上丝束的输送速度、控制往返装置的往复速度,使上述速度保持匹配进而保证滤棒质量的稳定;同时也可以单独微调往复装置的往返频率或刀头的分切速度,然后瞬间回复正常以调整滤棒的相位;可以单独微调开松装置的速度调整丝束开松比和送丝量保证滤棒质量。
46、生产过程中,醋纤丝束经开松、喷洒三醋酸甘油酯后,经高压送丝器送进热定型装置内,然后由布带提供动力,包裹并拉伸滤条穿过热定型装置、冷定型装置,再送入到分切装置。
47、文丘里降温滤棒生产工艺设计的起点是成固定比例的刀头分切频率和布带运输速度,与设备性能和文丘里结构的复杂程度有关,刀头的分切频率与每分钟生产的滤棒支数相同,是布带运输速度与滤棒长度的比值。通常设定生产速度为布带运输速度,一般在10-100m/min之间进行调整,优选方案每分钟的速度为滤棒长度的整数倍。
48、布带输送对滤棒的拉伸速度与冷却定型后的滤条速度相同,是刚从热定型装置出来的热滤条的1.0-1.1倍,由冷定型装置内吹向滤条的冷风量和冷风温度决定;
49、醋纤丝束经高压送丝器送入热定型装置的丝束速度是滤条出热定型装置速度的1.05-1.2倍,保证丝束以适当弯曲的状态送入到热定型装置内,以满足连续生产和滤棒质量要求。这方面可以通过调整丝束的开松比和开松机的输出速度实现,进而调整文丘里降温棒的压降等技术参数,满足工艺质量要求。
50、即本实用新型的文丘里滤棒的生产工艺运行过程中,醋纤丝束在开松、喷洒适量的三醋酸甘油酯后,通过高压喂丝器送入热定型装置,经蒸汽加热瞬间溶粘固化,然后进入冷定型装置,经冷却定型后,由布带包裹拉出,成为圆周稳定的滤条形状;在此过程中,往复装置带动芯条,完全进入到丝束及热定型装置的中心部位时,醋纤滤条的内部将形成一个内径较大(接近芯条直径)的中空结构,当芯条完全退出后,滤条将成为实芯;当芯条不完全进入和退出时,滤条将形成一个内径较小(由融粘固化位置相对应的芯条锥形部位的直径决定)的中空结构。往返装置不同运动,使芯条有规律的进出热定型装置内,即可制备出内部空腔直径规律性变化的滤条,再经成型及分切装置进行分切、相位调节系统进行调整后,即可连续生产出具有相应空腔形状和数量的文丘里降温滤棒。选择具有内部中腔结构的芯条,芯条尾部通过软管和齿轮泵与香料箱相连,通过芯条内部的空腔和头部的微孔可以向滤条的内部空腔中注入液体香料进而制备出加香滤棒。
51、本实用新型设计合理,结构独特,用该设备可以工业化连续生产文丘里滤棒,为提升卷烟品质、开发新型烟草产品提供了一种新的解决方案。
本文地址:https://www.jishuxx.com/zhuanli/20240614/93621.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表