吸气导向板安装组件和滤棒成型设备的制作方法
- 国知局
- 2024-07-12 11:35:28
本技术涉及烟草生产,尤其涉及一种吸气导向板安装组件和滤棒成型设备。
背景技术:
1、在烟草领域的滤棒制造过程中,带槽鼓轮对送入的滤棒完成减速、停留、对齐、剔除不合格品等动作,将合格品输送到传递鼓轮,其中,滤棒对齐的动作主要由吸气导向板与带槽鼓轮配合完成。
2、如图1所示的相关技术中,吸气导向头100通过螺钉安装在支撑轴200上,吸气导向头100的侧面与带槽鼓轮300上的带孔挡圈400的间隙为0-0.1mm,吸气导向头100的尾部进风口处连接有负压管500,并利用喉箍600进行紧固连接,吸气导向头100的内部有通孔,运行过程中利用负压管500提供的负压配合带槽鼓轮300的带孔挡圈400使滤棒在带槽鼓轮300上的位置对齐。
3、在上述设备长时间连续进行生产的情况下,丝束飞沫等容易在吸气导向头100的负压通道处堆积,从而影响滤棒的输送稳定性,造成滤棒端部皱纹、滤棒输送堵塞等问题,这种情况下根据设备的使用说明书要求,需至少每6小时对设备清洁一次,以保证负压通道的畅通。
4、上述相关技术中吸气导向板在使用过程至少存在以下技术问题:
5、一方面是吸气导向头100与带孔挡圈400之间的安装间隙无法进行精确控制,因此吸气导向头100拆装时容易出现定位不准确的问题,若吸气导向头100与带孔挡圈400的间隙过小,容易导致备件磨损,若吸气导向头100与带孔挡圈400的间隙过大,又会导致吸气不足,从而无法使滤棒对齐,造成滤棒输送故障、滤棒皱纹等问题;另一方面是对设备进行清洁时需拆卸吸气导向头100的紧固螺钉及负压管的喉箍600,而由于作业空间有限,拆装操作不便,因此拆装过程花费时间较长,影响设备生产效率。
6、需要说明的是,公开于本实用新型背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
技术实现思路
1、本实用新型提供一种吸气导向板安装组件和滤棒成型设备。
2、根据本实用新型的一个方面,提供一种吸气导向板安装组件,包括:
3、支撑座;
4、安装部,用于安装吸气导向板;和
5、调节装置,设置于支撑座和安装部之间,调节装置被配置为调节安装部和支撑座之间的位置关系。
6、在一些实施例中,调节装置包括连接于安装部和支撑座之间的连接轴,且连接轴可相对于支撑座旋转。
7、在一些实施例中,连接轴的靠近支撑座的一端设有安装孔,支撑座上设有与安装孔配合的安装轴,调节装置包括安装轴,安装孔能够相对于安装轴旋转。
8、在一些实施例中,安装孔的轴线与连接轴的轴线平行且不重合。
9、在一些实施例中,调节装置还包括第一固定件,第一固定件被配置为固定连接轴相对于支撑座的位置。
10、在一些实施例中,连接轴包括开口朝向安装部的第一内孔,安装部的一端插设于第一内孔中,另一端用于安装吸气导向板。
11、在一些实施例中,安装部插设于第一内孔中的长度可调,和/或安装部相对于第一内孔可旋转。
12、在一些实施例中,安装部包括开口朝向支撑座的第二内孔,第二内孔和第一内孔之间形成吸气腔,吸气腔被配置为分别与吸气导向板的内腔和负压气源连通。
13、在一些实施例中,调节装置还包括第二固定件,第二固定件被配置为固定安装部相对于连接轴的位置。
14、在一些实施例中,连接轴设有与第一内孔连通的第一气孔,第一气孔用于连通负压气源,安装部的用于安装吸气导向板的一端设有与第二内孔连通的第二气孔,第二气孔用于连通吸气导向板的内腔。
15、在一些实施例中,连接轴的外表面包括平面,第一气孔设置于平面上。
16、在一些实施例中,安装部的用于安装吸气导向板的一端包括限位部,限位部被配置为使吸气导向板相对于安装部的长度方向定位。
17、在一些实施例中,限位部包括阶梯结构。
18、根据本实用新型的另一个方面,提供一种滤棒成型设备,包括上述的吸气导向板安装组件。
19、基于上述技术方案,本实用新型通过设置调节装置,可以对安装部和支撑座之间的位置关系进行调节,从而可对吸气导向板的安装位置进行调节,满足不同的安装要求、保证吸气导向板与其他部件配合的精度,进而提高设备运行的稳定性、延长相关部件的使用寿命。
技术特征:1.一种吸气导向板安装组件,其特征在于,包括:
2.根据权利要求1所述的吸气导向板安装组件,其特征在于,所述调节装置包括连接于所述安装部(2)和所述支撑座(1)之间的连接轴(4),且所述连接轴(4)可相对于所述支撑座(1)旋转。
3.根据权利要求2所述的吸气导向板安装组件,其特征在于,所述连接轴(4)的靠近所述支撑座(1)的一端设有安装孔(41),所述支撑座(1)上设有与所述安装孔(41)配合的安装轴(5),所述调节装置包括所述安装轴(5),所述安装孔(41)能够相对于所述安装轴(5)旋转。
4.根据权利要求3所述的吸气导向板安装组件,其特征在于,所述安装孔(41)的轴线与所述连接轴(4)的轴线平行且不重合。
5.根据权利要求2所述的吸气导向板安装组件,其特征在于,所述调节装置还包括第一固定件(6),所述第一固定件(6)被配置为固定所述连接轴(4)相对于所述支撑座(1)的位置。
6.根据权利要求2所述的吸气导向板安装组件,其特征在于,所述连接轴(4)包括开口朝向所述安装部(2)的第一内孔(42),所述安装部(2)的一端插设于所述第一内孔(42)中,另一端用于安装所述吸气导向板(3)。
7.根据权利要求6所述的吸气导向板安装组件,其特征在于,所述安装部(2)插设于所述第一内孔(42)中的长度可调,和/或所述安装部(2)相对于所述第一内孔(42)可旋转。
8.根据权利要求6所述的吸气导向板安装组件,其特征在于,所述安装部(2)包括开口朝向所述支撑座(1)的第二内孔(21),所述第二内孔(21)和所述第一内孔(42)之间形成吸气腔,所述吸气腔被配置为分别与所述吸气导向板(3)的内腔和负压气源连通。
9.根据权利要求6所述的吸气导向板安装组件,其特征在于,所述调节装置还包括第二固定件(7),所述第二固定件(7)被配置为固定所述安装部(2)相对于所述连接轴(4)的位置。
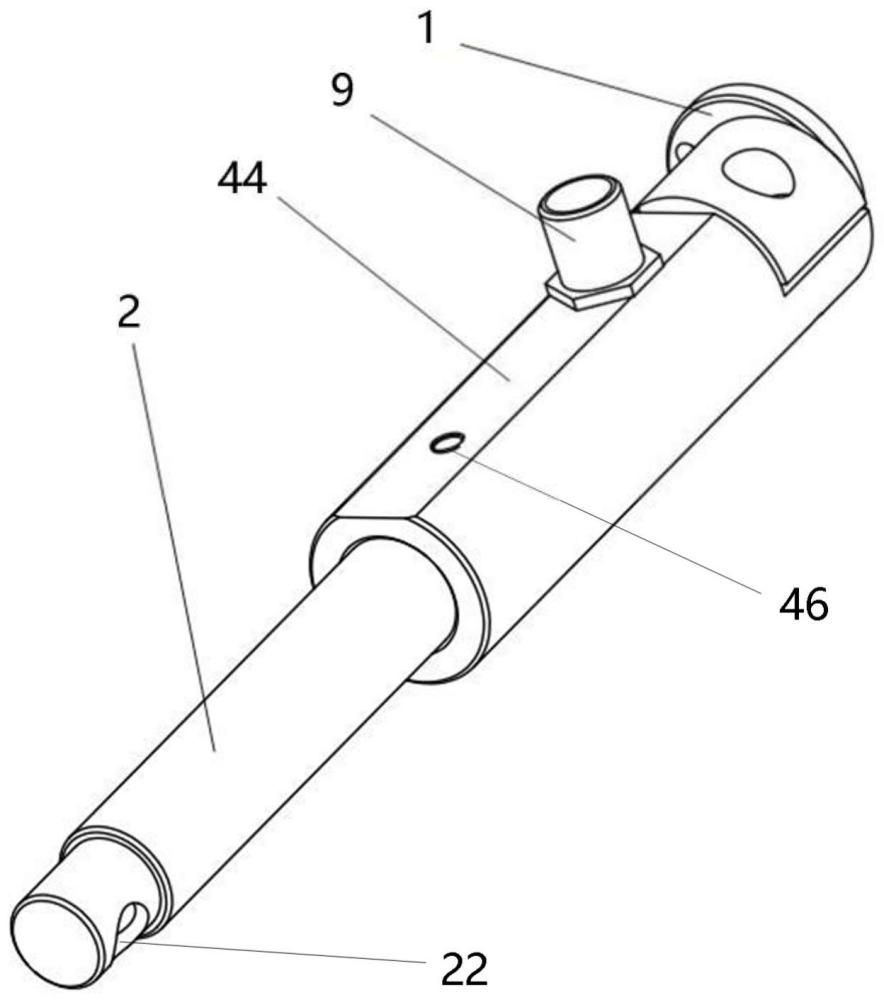
10.根据权利要求8所述的吸气导向板安装组件,其特征在于,所述连接轴(4)设有与所述第一内孔(42)连通的第一气孔(43),所述第一气孔(43)用于连通所述负压气源,所述安装部(2)的用于安装所述吸气导向板(3)的一端设有与所述第二内孔(21)连通的第二气孔(22),所述第二气孔(22)用于连通所述吸气导向板(3)的内腔。
11.根据权利要求10所述的吸气导向板安装组件,其特征在于,所述连接轴(4)的外表面包括平面(44),所述第一气孔(43)设置于所述平面(44)上。
12.根据权利要求6所述的吸气导向板安装组件,其特征在于,所述安装部(2)的用于安装所述吸气导向板(3)的一端包括限位部,所述限位部被配置为使所述吸气导向板(3)相对于所述安装部(2)的长度方向定位。
13.根据权利要求12所述的吸气导向板安装组件,其特征在于,所述限位部包括阶梯结构(23)。
14.一种滤棒成型设备,其特征在于,包括如权利要求1至13任一项所述的吸气导向板安装组件。
技术总结本技术涉及一种吸气导向板安装组件和滤棒成型设备,其中,吸气导向板安装组件包括支撑座(1)、安装部(2)和调节装置,安装部(2用于安装吸气导向板(3),调节装置设置于支撑座(1)和安装部(2)之间,调节装置被配置为调节安装部(2)和支撑座(1)之间的位置关系。滤棒成型设备包括上述吸气导向板安装组件。本技术可对吸气导向板的安装位置进行调节,满足不同的安装要求、保证吸气导向板与其他部件配合的精度,进而提高设备运行的稳定性、延长设备的使用寿命。技术研发人员:李龙飞,李志杰,黄宗鑫,赖晖,俞裕波,郭震冈,唐永良,黄助发受保护的技术使用者:厦门烟草工业有限责任公司技术研发日:20230602技术公布日:2024/2/25本文地址:https://www.jishuxx.com/zhuanli/20240614/93837.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表