一种可替换式气溶胶生成系统的制作方法
- 国知局
- 2024-07-12 11:39:14
本发明涉及低温加热型气溶胶生成装置领域,具体涉及一种可替换式气溶胶生成系统。
背景技术:
1、加热型气溶胶生成装置是通过特殊的加热源对气溶胶基质段在280-330℃进行加热,加热时气溶胶基质段中的香味物质通过挥发产生气溶胶来满足用户需求,与传统卷烟不同,在抽吸气溶胶产生基质的气溶胶基质段处于非燃烧状态,从而能减少烟草高温燃烧裂解产生的有害成分。
2、现有的加热型气溶胶生成装置所能使用的气溶胶生成制品,通常采用多元结构进行复合,依次采用向空管装填过滤部件,装入阻隔导流部件、装入气溶胶基质单元、封口件封口的工艺制备,这使得多元结构复合而成气溶胶生成制品生产工艺较复杂,生产成本高,生产效率也比较低下。另外,现有的加热型气溶胶生成装置和气溶胶生成制品都是分开的,属于分体式,需要单独携带加热型气溶胶生成装置和气溶胶生成制品,每一次抽吸需要先安装一次气溶胶生成制品,一次抽吸结束后需要拔出并处理气溶胶生成制品,步骤繁琐。
3、为了解决上述问题,提出本发明。
技术实现思路
1、本发明第二部分2与第一部分1可拆卸式连接,更换固体雾化物方便便捷,进一步的,本发明在气溶胶生成系统中加入按入弹出部件12,通过所述按入弹出部件12在两种位置之间切换,实现固态雾化物的装入和取出。
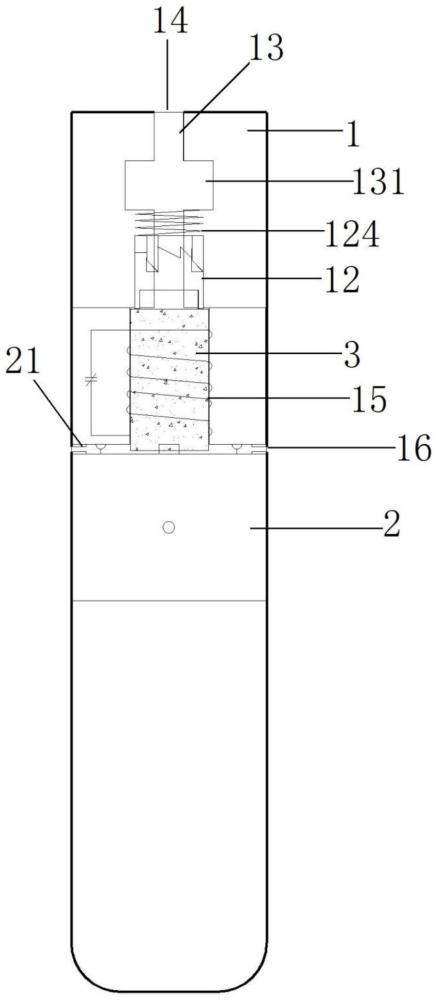
2、本发明提供一种可替换式气溶胶生成系统,其包括第一部分1和第二部分2;
3、所述第一部分1包括固态雾化物容纳腔11、按入弹出部件12、气流通道13和出气口14;所述固态雾化物容纳腔11内容纳有固态雾化物,所述气流通道13分别与所述固态雾化物容纳腔11和所述出气口14气流连通;
4、所述第二部分2与所述第一部分1电连接。
5、优选地,所述按入弹出部件12位于所述气流通道13的外围;
6、所述按入弹出部件12包括与所述气流通道13同轴的部件容纳腔121、第一推杆122、第二推杆123和弹簧124,所述第一推杆122和第二推杆123位于所述部件容纳腔121内,所述弹簧124位于所述第二推杆123内;
7、所述第一推杆122端部具有第一牙口1221;
8、所述第二推杆123包括主体部1231和位于所述主体部侧壁上的凸条1232,所述凸条1232端部具有与所述第一牙口1221匹配的第二牙口1233;
9、所述部件容纳腔121侧壁上具有间隔排列的卡槽1211和缺口1212;
10、所述第一推杆122通过所述第二牙口1233与所述第一牙口1223推动所述第二推杆123轴向和周向运动;
11、所述第二推杆123轴向运动以使所述弹簧124压缩和舒张,所述第二推杆123周向运动以使所述凸条1232分别在抵靠在卡槽1211和缺口1212之间交替。
12、所述第一推杆122至少部分伸入所述固态雾化物容纳腔11中,以便可以通过固态雾化物向所述第一推杆122施加外力,第一推杆122受到外力后,所述第一推杆122通过所述第二牙口1233与所述第一牙口1223推动所述第二推杆123轴向和周向运动;所述第二推杆123轴向运动以使所述弹簧124压缩和舒张,所述第二推杆123周向运动以使所述凸条1232分别在抵靠在卡槽1211和缺口1212之间交替。由于卡槽1211和缺口1212的轴向高度不同,从而使得所述弹簧124在压缩和舒张两种状态下都能得到保持。
13、优选地,所述按入弹出部件12具有两种位置:第一位置,所述弹簧124处于压缩状态,所述凸条1232抵靠在所述缺口1212上,此时固态雾化物完全容纳于所述固态雾化物容纳腔11中;第二位置,所述弹簧124处于舒张状态,所述凸条1232容纳于所述卡槽1211上,此时固态雾化物至少部分弹出所述固态雾化物容纳腔11中。弹簧由压缩状态转为舒张状态,弹簧的伸长长度正是固态雾化物弹出所述固态雾化物容纳腔11的轴向长度,固态雾化物部分弹出所述固态雾化物容纳腔11可以便于手动取出固态雾化物。所述按入弹出部件12在两种位置之间切换,实现固态雾化物的装入和取出。另外,本发明固体雾化物为一体的条棒状结构,其便于更换时取出和放入,另外相对于现有的气溶胶生成制品,本发明条棒状结构的所述固体雾化物不需要在包裹纸管,制备方法更加简单。所述固体雾化物与所述固态雾化物容纳腔11之间的摩擦力可以防止所述固体雾化物从固态雾化物容纳腔11中掉落。
14、优选地,所述第二部分2与所述第一部分1通过磁吸、卡扣、螺纹形式连接。此处可拆卸式的连接,包括完全拆卸和部分拆卸,也就是说,所述第二部分2可以完全的从所述第一部分1上拆卸下来,也可以是仅拆卸一端一部分,只要能使所述第一部分1内容纳固态雾化物的固态雾化物容纳腔11暴露出来,以便替换固体雾化物即可。当部分替换时,也有利于防止第一部分1和第二部分2的丢失。当然本发明并不限定于以上提到的可拆式固定方式,只要是可以实现两者固定到一起,且这种固定形式是可以替换的,以便使固体雾化物暴露出来,以替换所述气溶胶源材料均在本发明的保护范围内。
15、优选地,所述气流通道13具有直径变大的汇聚腔部分131,其用于汇聚流经所述气流通道13的气溶胶。另外,直径变大边缘可以作为弹簧的其一抵靠段,而第二推杆123作为弹簧的另一抵靠端,两个抵靠端共同限制弹簧在收到外力后会发生压缩形变,而不会整体轴向偏移。
16、优选地,所述第二部分2具有突起21,所述突起21支撑形成位于所述第二部分2与所述第一部分1之间的间隙23,便于汇聚进入的空气。
17、优选地,所述固态雾化物为条棒状结构,其由颗粒状、薄片状、粉末状或者膏状中的一种或者多种气溶胶源材料通过成型工艺制备而成。比如挤压或者注塑。
18、优选地,所述第一部分1包括第一电极17,所述第二部分2具有与所述第一部分1电连接的第二电极22。
19、优选地,所述第二部分2上具有进气口16,外界空气经所述进气口16进入所述固态雾化物容纳腔11。
20、优选地,所述第一部分1内具有加热元件15,所述加热元件15可加热所述固态雾化物,以产生可供抽吸的气溶胶,并经所述出气口14流出。此情况加热元件的形式为周向加热筒,所述加热元件热量产生的形式可以为电磁加热或者电阻加热。
21、另外一种情况是所述第二部分2内具有加热元件15,所述加热元件15可加热所述固态雾化物,以产生可供抽吸的气溶胶,并经所述出气口14流出。此情况加热元件的形式为中心加热,其可以为片状或者针状的加热元件。
22、当然本发明中加热元件的形式并不限定于以上提到的几种,只要是可以加热所述气溶胶源材料产生气溶胶即可。
23、当然所述第二部分2内还具有为了保证正常使用,且现有的气溶胶生成装置中常用的电源、控制器等。
24、相对于现有技术,本发明具有以下有益效果:
25、1、本发明将加热型气溶胶生成装置和气溶胶生成制品并进行了集成设计,形成一体化的可替换式的气溶胶生成系统,方便携带,且抽吸过程更加简单,改善了用户体验。
26、2、本发明第二部分2与第一部分1通过磁吸、卡扣、螺纹形式可拆卸式连接,更换固体雾化物方便便捷。此处可拆卸式的连接,包括完全拆卸和部分拆卸,也就是说,所述第二部分2可以完全的从所述第一部分1上拆卸下来,也可以是仅拆卸一端一部分,只要能使所述第一部分1内容纳固态雾化物的固态雾化物容纳腔11暴露出来,以便替换固体雾化物即可。当部分替换时,也有利于防止第一部分1和第二部分2的丢失。
27、3、本发明在气溶胶生成系统中加入了便于固态雾化物装入和取出的按入弹出部件12,所述按入弹出部件12具有两种位置:第一位置,所述弹簧124处于压缩状态,所述凸条1232抵靠在所述缺口1212上,此时固态雾化物完全容纳于所述固态雾化物容纳腔11中;第二位置,所述弹簧124处于舒张状态,所述凸条1232容纳于所述卡槽1211上,此时固态雾化物至少部分弹出所述固态雾化物容纳腔11中。弹簧由压缩状态转为舒张状态,弹簧的伸长长度正是固态雾化物弹出所述固态雾化物容纳腔11的轴向长度,固态雾化物部分弹出所述固态雾化物容纳腔11可以便于手动取出固态雾化物。所述按入弹出部件12在两种位置之间切换,实现固态雾化物的装入和取出。另外,本发明固体雾化物为一体的条棒状结构,其便于更换时取出和放入,另外相对于现有的气溶胶生成制品,本发明条棒状结构的所述固体雾化物不需要在包裹纸管,制备方法更加简单。
本文地址:https://www.jishuxx.com/zhuanli/20240614/94211.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表