包含烟草材料和/或另一种含尼古丁材料的由无纺布制成的袋的制作方法
- 国知局
- 2024-07-12 11:44:49
本发明涉及一种包含烟草材料和/或另一种含尼古丁材料的由无纺布制成的袋,下文中也称作鼻烟(snus)袋、口用袋或口含烟草包装,其中所述名称不仅适用于包含烟草材料而且适用于包含另一种含尼古丁材料的袋。
背景技术:
1、口含烟草或无烟烟草是烟草产品或含尼古丁的烟草代用品(下文也称为含尼古丁替代材料、含尼古丁物质、其它含尼古丁材料或烟草代用品),其能够实现通过口腔粘膜快速吸收尼古丁。烟草烟雾在此不被释放。已知口含烟草包装,其在由无纺布制成的小袋中含有通常为湿烟草组合物。此外,也已知类似的产品,其包含干燥的、通常不是褐色的而是白色的含尼古丁替代材料来代替湿烟草。
2、鼻烟是一种特别是在斯堪的纳维亚半岛流行的口含烟草形式,其由干燥的、研磨的、附有水、盐和香料的烟草制成。鼻烟通常包装在由纤维素制成的小袋中并且作为鼻烟份(portions-snus)消费。在白色的鼻烟份中,所述袋是干燥的,以改善存放特性。在白色的鼻烟份中部分地也使用含尼古丁替代材料来代替烟草。对于原始鼻烟份,所述袋是湿的。将鼻烟袋放置在上唇或下唇的后面。该鼻烟袋在15至60分钟内释放烟草味道和尼古丁。然后将袋从口腔中移除。
3、鉴于口含烟草的应用,所述袋和用于该袋的无纺布存在以下挑战:
4、1.能用唾液自发地润湿,
5、2.在用唾液作为载体介质的湿的状态下味觉物质的良好渗透率,
6、3.在用于加工的干燥状态下以及在口腔中使用的湿的状态下的足够强度,
7、4.当袋被插在嘴唇与牙龈之间时,对于舒适的触感的柔软表面和不太高的刚度,
8、5.在干燥或湿烟草材料的情况下包装的良好视觉外观,以及在取出袋并且将其插入到口腔中时良好的手感,
9、6.用于加工成袋的热密封性。
10、由用粘合剂化学强化(chembound)的粘胶纤维构成的无纺布基本上满足这些不同的要求并且在市场上被设立为用于口含烟草包装的标准材料。使用合适的粘合剂允许由粘胶纤维构成的非热塑性无纺布的热密封,所述粘胶纤维由于其与唾液的自发可润湿性及其柔软度是有利的。在此重要的是,这样选择粘合剂,即使得在密封袋时不产生锐利的边缘。
11、特别是以下专利公开文件研究的是优化所使用的无纺布的性能特征:
12、ep 3 223 636 b1描述了化学强化无纺布的使用,该无纺布由一定含量的粘胶纤维构成,该粘胶纤维具有多叶型(三叶型)横截面用于特别是在口含使用时优化触感并且用于快速润湿。多叶型纤维的含量提高了无纺布的光学透明度,通过提高由多叶型纤维形成的通道的毛细效果加速了润湿并且在口含接触时提供舒适的表面粗糙度。多叶型纤维是相对昂贵的。这种具有多叶型横截面的纤维素纤维由凯尔海姆纤维公司(firma kelheimfibres)制造并且以galaxy纤维名称销售。
13、us 9,913,491 b2描述了一种用于制造鼻烟袋的无纺布的应用。为此,优选由粘胶纤维制成的穿孔的、喷水强化的(wasserstrahlverfestigter)无纺布额外地用化学粘合剂处理,以获得期望的材料特性。通过穿孔提高了无纺布对于唾液和味觉物质的渗透率并且降低了其弯曲刚度。
14、除了含有烟草颗粒的传统鼻烟袋,越来越多地存在这样的鼻烟产品,其含有不同的粉末状的、通常含尼古丁的基质,这些基质在颗粒大小、味道强度和味觉物质通过无纺布的转移速度方面部分地有明显的区别。在用于鼻烟袋的传统无纺布中,为了最佳性能必须开发合适的纤维结构和气孔结构,这将是昂贵的并且导致提供非常不同的无纺布用于制造具有不同粉末状基材的鼻烟袋。
15、除了无纺布的性能的调整之外,大量不同的基质看起来值得期望的是,对产品的其各自的性能进行标记,并且多样化的产品组合对于消费者是有吸引力的。除了在容纳产品的包装上的传统的广告可能性之外,其直接在产品上是值得期望的。
技术实现思路
1、由此出发,本发明的任务在于提供一种口含烟草包装,其能够实现将无纺布的特性更简单地调节到相应的基质上。
2、此外,本发明还提供一种用于制造包含烟草材料和/或另一种含尼古丁材料的由无纺布制成的袋的方法。
3、该任务通过根据权利要求1的袋来解决。此外,该任务通过根据权利要求10的方法来解决。所述袋和所述方法的有利实施方式在从属权利要求和下面的描述中给出。
4、根据本发明的由无纺布制成的袋包含烟草材料和/或另一种含尼古丁材料,其中所述无纺布包含基于纤维素的纤维、在纤维表面上的粘合剂和压缩区域和未压缩的或以较小程度压缩的区域,并且所述粘合剂将所述压缩区域保持在所述压缩状态。
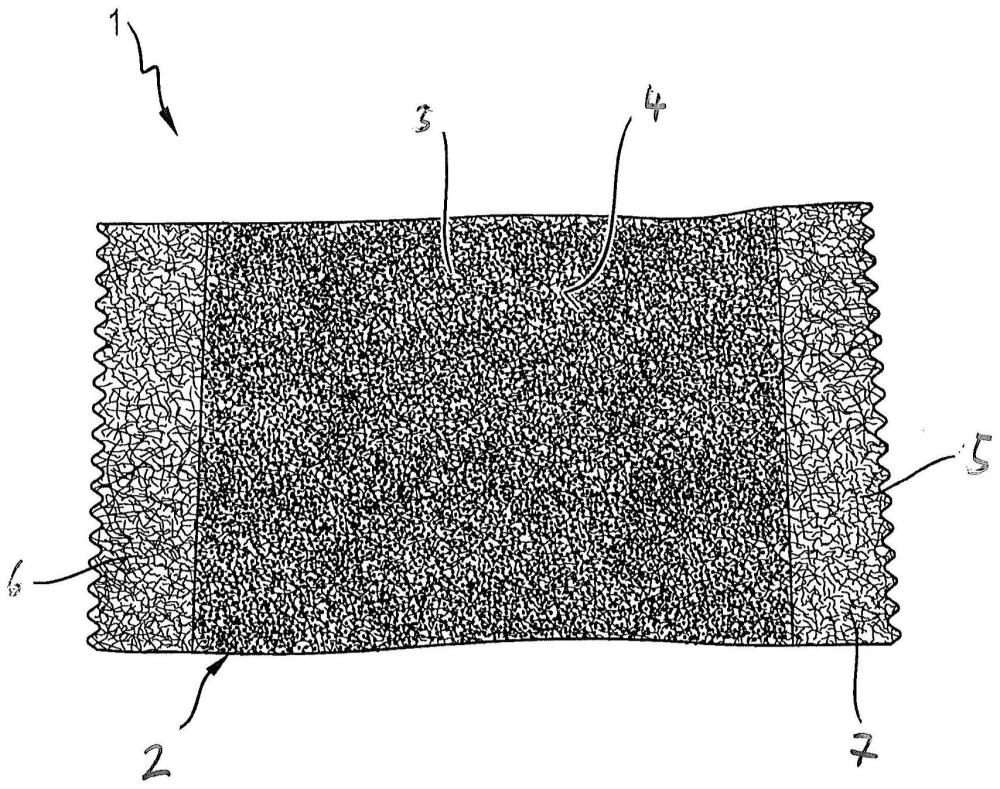
5、适合于鼻烟袋的无纺布(例如由化学结合的、含有粘胶的纤维构成)的特征在于其热密封性或者在高压下的密封性。按常规,对于鼻烟袋而言,使用对味觉物质具有最大渗透率的无纺布。这种材料具有相对敞开的气孔结构。通过局部压紧(压印)材料,可以在简单的压延过程中利用凹凸辊(压印辊)和平整辊在一个或多个限定的区域中压缩无纺布并且因此在所述一个或多个压缩区域的区域中或多或少地封闭气孔结构并且必要时在以较小程度压缩的区域中以比在压缩区域中较小的程度封闭气孔结构。在以较小程度压缩的区域中,无纺布以比在压缩区域中较小的程度压缩。无纺布是纺织平面构型物,并且压缩区域通过在垂直于无纺布的两个主伸展方向的方向上压缩无纺布而形成。粘合剂在压缩区域中并且必要时在以较小程度压缩的区域中通过粘接、机械卡住或其它相互作用来连接无纺布的纤维,从而将这些区域保持或固定在各自的压缩状态。纤维的粘接可以通过如下方式实现,即在将无纺布挤压在一起时,粘合剂由于压缩区域中的压力和温度升高而至少部分地交联。这种交联可以通过由于在挤压时借助辊释放的热量引起的辊温度上升和/或通过有针对性的热量输送引起。纤维的粘接还可以通过加热和冷却热塑性粘合剂或通过压缩压敏粘合剂来实现。无纺布在压缩区域中持久地压缩并且保持封闭。在口含应用中,压缩的和封闭的区域即使在湿的状态下也保持基本上压缩和封闭。因此,所述压缩区域具有相对于无纺布的未压缩的或以较小程度压缩的区域降低的渗透率(唾液与烟草材料的味觉物质的物质通过性)。无纺布在压缩区域中的渗透率可以是可忽略不计地低。然而,在未压缩的或以较小程度压缩的区域中,渗透率没有降低或仅部分地通过压实纤维而降低,使得无纺布可以在那里保持其原有的或仅部分降低的渗透率。
6、通过有针对性地选择压缩的和未压缩或以较小程度压缩的区域,无纺布相对于所使用的原材料的总渗透率可以降低并且与在鼻烟袋中所包含的相应烟草材料或者说烟草代用品相匹配。通过有针对性地选择压缩区域和未压缩或以较小程度压缩的区域的结构(压印结构),不仅可以调节味觉物质的渗透率,而且可以影响在纵向方向和横向方向上的弯曲强度、伸长率、强度以及通过调节三维表面结构有针对性地模拟粗糙度以及因此在从包装中取出时以及在口含应用时所述袋的触感。
7、通过局部压缩和强化无纺布对所述无纺布性能的有针对性的调节也可以用于有针对性地影响无纺布的视觉外观并且因此制造视觉上多样化的鼻烟袋。对于影响渗透率,基本上仅在无纺布的整个面积上的压缩区域和未压缩的或以较小程度压缩的区域的部分是决定性的。这允许很多设计空间,以便在预先给定压缩的和未压缩或以较小程度压缩的区域的面积时将不同的结构压印到无纺布中,因此给产品外加定制外观(例如织物的外观、穿孔的外观、皮革外观或其它材料)或制造商名称、品牌、标记、统一徽标或其它标识。
8、特别有利的是,无纺布的多样化的特性可以在下游的、不太复杂的加工步骤中进行调整,其中作为初始产品始终可以使用相同的无纺布。
9、根据本发明的一个实施方式,所述无纺布是化学强化的无纺布。在化学强化的无纺布中,纤维通过施加在其上的粘合剂在接触点处相互连接。化学强化的无纺布包含化学粘合剂。化学粘合剂是至少部分可交联的粘合剂。在粘合剂交联的情况下,由单体或短链分子形成长链分子,其可以相互交联并且形成聚合物。根据一个实施方式,所述压缩区域通过相同的粘合剂持久地固定在压缩状态。为此,在制造无纺布时可以使用粘合剂,该粘合剂在干燥时化学交联成热固性塑料并且使纤维在接触点处相互连接,其中但是所述交联仅部分地进行,从而还保留可交联的组分。在通过压印来压缩无纺布时,可以局部地提高压力和温度,从而粘合剂在压印区域的区域中交联并且形成持久压缩的结构,该结构具有一定的耐湿性。
10、作为用于无纺布的原材料例如可以使用由pely-tex&co.kg公司(willy-pelzd-str.2-4,23812wahlstedt)产品名称“nonwova cv 29/viv”销售的无纺布产品。在原材料中通过局部压紧(压印)产生压缩区域以及未压缩的或以较小程度压缩的区域。
11、根据另一个实施方式,所述无纺布是机械强化的无纺布。根据另一个实施方式,所述无纺布通过缝合或通过喷水(wasserstrahlen)来机械强化。机械强化的无纺布附加地设有粘合剂。压缩区域通过粘合剂与纤维之间的相互作用持久地被保持在压缩状态。
12、根据一个实施方式,所述袋具有密封接缝,在该密封接缝中无纺布的彼此重叠的区域通过交联的粘合剂相互连接。为此,在密封所述密封接缝时将压力和/或温度施加到无纺布的待连接的区域上。为了制造密封接缝还可以使用无纺布的未粘接的粘合剂。这可以是在压缩的和/或未压缩的区域中的粘合剂的还未粘接的部分。
13、根据一个实施方式,无纺布包含一种或多种以下类型的纤维素纤维:粘胶纤维、莱赛尔(lyocell)纤维或棉纤维。
14、为了语言简化,在权利要求1中给出,所述袋包括具有压缩区域以及未压缩的或以较小程度压缩的区域的无纺布。因此,既涉及其中所述袋的无纺布包含多个压缩区域和未压缩的或以较小程度压缩的多个区域的实施方式,也涉及其中所述无纺布包含多个压缩区域和仅唯一未压缩的或以较小程度压缩的区域或者仅唯一的压缩区域和多个未压缩的或以较小程度压缩的区域的实施方式。
15、根据一个实施方式,无纺布包含多个在连续的未压缩的或以较小程度压缩的区域内的互相分隔开的压缩区域。在该实施例中,未压缩的或以较小程度压缩的区域形成连续的底面,相互分隔开的压缩区域布置在该底面中。
16、根据一个实施方式,无纺布包含多个在连续的压缩区域内互相分隔开的未压缩的或以较小程度压缩的区域。在该实施例中,连续的压缩区域形成底面,互相分隔开的未压缩的或以较小程度压缩的区域布置在该底面中。
17、根据另一个实施方式,无纺布包含多个压缩区域和多个在压缩区域之间的未压缩的或以较小程度压缩的区域。例如,压缩区域和未压缩的或以较小程度压缩的区域呈棋盘状地布置,其中压缩区域如棋盘图案的暗面那样布置,并且未压缩的或以较小程度压缩的区域如棋盘图案的亮面那样布置。
18、根据另一个实施方式,无纺布的不同区段具有以之前描述的不同方式构造的压缩区域和未压缩的或以较小程度压缩的区域。例如,所述袋的其中一侧以与另一侧不同的方式构造。
19、根据另一个实施方式,压缩区域,和/或未压缩的或以较小程度压缩的区域具有以下形状中的一种或多种:多边形、圆形、椭圆形、十字形、条形、波浪形(例如以正弦波、方波、三角波或锯齿形波的形式)。
20、根据另一个实施方式,所述袋在无纺布的重叠区域中的一个大面积的侧面上具有沿纵向方向延伸的密封接缝并且在所述无纺布的重叠区域中的两个横侧上具有沿横向方向延伸的密封接缝。所述袋可以在纵向方向和横向方向延伸的密封接缝处以高的送出量(ausbringungsmengen)制造成软管袋。
21、根据另一个实施方式,被压制的区域占据无纺布表面的5%至95%,并且其中未压制的区域占据无纺布表面的95%至5%。
22、根据另一个实施方式,干燥的无纺布在加工方向上具有10至100n/50mm的强度和/或在横向方向上具有5至50n/50mm的强度。
23、强度涉及根据edana wsp 110.4的确定。
24、根据另一个实施方式,干燥的无纺布在加工方向上具有5至50%的伸长率和/或在横向于加工方向上具有10至100%的伸长率。
25、伸长率涉及根据edana wsp 110.4的确定。
26、根据另一个实施方式,干燥的无纺布具有渗透率,作为在一侧用正常压力并且在另一侧用125pa过压加载的5cm2的测试面的透气性测量为从1,000至2,250l/m2/s、优选从1,400至2,000l/m2/s。
27、在此,所述透气性根据edana标准nws 070.1r0来测量。
28、所述透气性是无纺布的渗透率的良好度量,因为即使在无纺布湿润的情况下,压缩的、未压缩的和以较小程度压缩的区域也在很大程度上在与干燥无纺布相同的状态下通过粘合剂固定。
29、根据权利要求11,在根据本发明的用于制造根据权利要求1至10中任一项所述的或上述实施方式之一的包含烟草材料和/或另一种含尼古丁材料的由无纺布制成的袋的方法中,由包含基于纤维素的纤维和粘合剂的无纺布制成的带材在可旋转的凹凸辊与可旋转的平整辊之间移动,所述凹凸辊在外周上具有一个或多个突起,将所述凹凸辊和所述平整辊从不同的侧面在所述带材上压印并且沿周向方向在所述带材上运行,其中在所述凹凸辊与所述平整辊之间的带材通过所述一个或多个突起压缩而呈区域,在所述凹凸辊的不具有突起的区域与所述平整辊之间的带材不被压缩或以较小程度压缩而呈区域,并且在所述被压缩的区域中,所述带材的纤维以压缩状态通过所述粘合剂相互连接,并且由所述烟草材料和/或另一种含尼古丁材料的份(portionen)和所述带材的分开的区段构成袋。
30、凹凸辊和平整辊是压延机的辊,借助其使无纺布设有压缩的和未压缩的或以较小程度压缩的区域。凹凸辊和平整辊以它们在相同平面中的旋转轴线从不同的侧压靠到带材上,以便为带材设置压缩区域和未压缩的或以较小程度压缩的区域。根据本发明的一个实施方式,凹凸辊与平整辊之间的间隙被设定到限定的值。
31、根据本发明的方法特别是适用于制造根据权利要求1至10中任一项所述的或之前所述的实施方式之一的袋。
32、根据一个实施方式,凹凸辊和平整辊在没有相对移动的情况下彼此沿带材的连续运行方向在带材上运行。由此防止由于辊表面中的相对速度而撕破带材。
33、根据另一个实施方式,凹凸辊和/或平辊被驱动。优选地,凹凸辊和平整辊被驱动,以避免在带材的连续运行方向上在辊的表面之间的相对运动。
34、根据另一个实施方式,凹凸辊具有可更换的压印套筒,该压印套筒在外周上具有一个或多个突起。在使用具有可更换的压印套筒的压延机时,在使用统一的无纺布作为原材料时能够以相对低的耗费调节期望的材料特性,如渗透率、弯曲强度、粗糙度、伸长率、强度、触感以及视觉外观。这能够在使用合适的标准无纺布的情况下实现简单的产品多样化。
35、根据另一个实施方式,将烟草材料和/或另一种含尼古丁材料的份给料到带材上,带材在所述部分上方折叠起来,在带材的相互重叠的边缘区域中引入沿纵向方向延伸的密封接缝,在带材的相互重叠的边缘区域中每份烟草材料和/或另一种含尼古丁材料的两侧引入横向方向的密封接缝,并且将带材在横向方向的密封接缝内分离成单个袋。由此能够以高速将袋制造为软管袋。
本文地址:https://www.jishuxx.com/zhuanli/20240614/94782.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表