一种烟草预配柜铺料车及其精准铺料控制方法与流程
- 国知局
- 2024-07-12 11:50:44
本发明涉及卷烟设备,更具体地,涉及一种烟草预配柜铺料车及其精准铺料控制方法。
背景技术:
1、制丝线所有品牌烟丝的生产都有严格保密的叶组配方,配方中烟叶原料来自不同产地不同品牌规格,按照一定的配方要求进行后续加工。生产时,预配柜铺料车提前一直在运行,每批次烟叶料头落到铺料车的位置是随机的,这就造成预配柜内烟叶随机铺料,不能保证各种品牌规格的烟叶配方均匀混合,对卷烟产品内在质量存在一定影响。
2、因此,如何提供一种烟草预配柜铺料车及其精准铺料控制方法成为本领域亟需解决的技术难题。
技术实现思路
1、本发明的目的是提供一种烟草预配柜铺料车及其精准铺料控制方法。
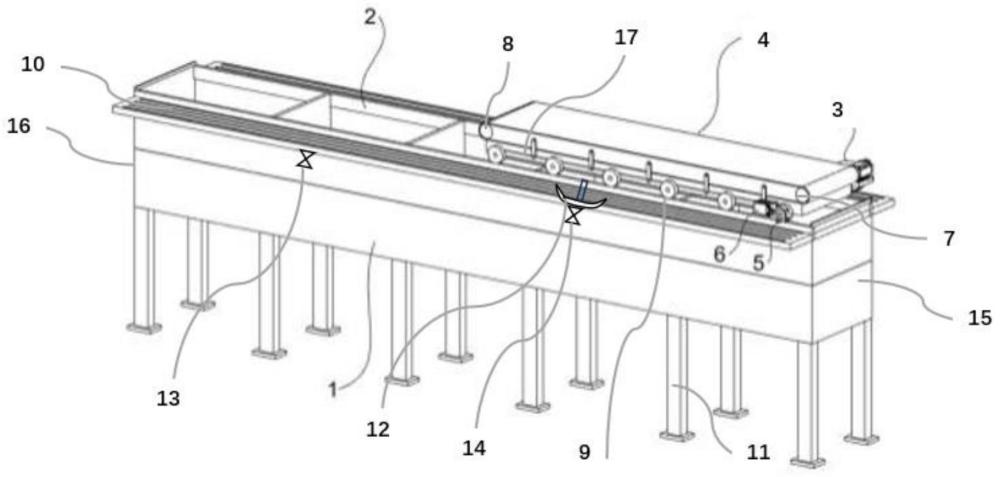
2、根据本发明的第一方面,提供了一种烟草预配柜铺料车,包括,铺料带、铺料行车、感应片、第一接近开关和第二接近开关;
3、所述铺料行车安装在预配柜,且能够在所述预配柜上运行;所述铺料带安装在铺料行车上,且能够在铺料行车上运行;所述感应片固定在铺料行车上;所述第一接近开关安装在预配柜1上方预配柜尾端的方向;所述第二接近开关安装在预配柜上方预配柜出料端的方向。
4、可选地,所述铺料车还包括:铺料带电机减速机和铺料带变频器;
5、所述铺料带电机减速机安装在所述铺料带的一侧;
6、所述铺料带电机减速机和铺料带变频器电连接;
7、所述铺料带变频器与控制系统电连接。
8、可选地,所述铺料车还包括:铺料带主动轴和铺料带从动轴;
9、所述铺料带主动轴与铺料带电机减速机通过链条传动,带动铺料带从动轴和铺料带运行。
10、可选地,所述铺料车还包括:轨道;
11、所述轨道分布在预配柜上方两侧对称;所述铺料行车通过所述轨道安装在预配柜,且能够在所述预配柜上运行。
12、可选地,所述铺料车还包括:铺料行车电机减速机和铺料行车变频器;
13、所述铺料行车电机减速机安装在所述铺料行车的一侧;
14、所述铺料行车电机减速机和铺料行车变频器电连接;
15、所述铺料行车变频器与控制系统电连接。
16、可选地,所述铺料车还包括:铺料行车主动滚轮和铺料行车从动滚轮;
17、所述铺料行车主动滚轮和铺料行车从动滚轮安装在铺料行车下方,且在轨道上;所述铺料行车电机减速机通过链条传动驱动铺料行车主动滚轮运行,带动铺料行车从动滚轮及铺料行车在轨道上运行。
18、根据本发明的第二方面,提供了一种烟草预配柜铺料车精准铺料控制方法,包括本发明第一方面任一项所述的烟草预配柜铺料车,所述方法包括:
19、生产开始段自动运行时,生产牌别会随着工单下发到控制系统,铺料行车按计算出的频率值正常往返运行,铺料带与铺料行车同频率值往返运行,此时前级设备还未过料,可以通过铺料带运行状态判断其运行是否正常;当烟叶通过前级设备电子秤时,此时无论铺料行车当前位置在哪,都要回到预配柜出料端起点位置等待,到达延时时间后,此时每批次烟叶料头正好落到铺料带上,铺料行车和铺料带开始向预配柜尾端运行,将送来的烟叶由预配柜中间区域向预配柜尾端方向送入到预配柜内部,铺料行车边行走,铺料带边铺料,当铺料行车走到端感应片检测到第一接近开关时,发送信号给控制系统,控制系统控制铺料行车电机减速机和铺料带电机减速机换向,开始反向铺料,此时,铺料行车由预配柜尾端方向向预配柜出料端方向运行,铺料带将送来的烟叶由预配柜中间区域向预配柜出料端方向送入贮柜,当铺料行车走到端感应片检测到第二接近开关时,发送信号给控制系统,控制系统控制铺料行车电机减速机和铺料带电机减速机电机换向,开始反向铺料,此时,正好掺配完薄片的一包烟叶平埔到预配柜内,如此实现往复条播铺料,直到批次生产结束。
20、可选地,所述频率值的计算方法包括:
21、f=(50*80)/t
22、t=(3600*w)/sp
23、w=200[1+(加水后的水分值-加水前水分值)%]+200*k
24、其中,200为一包烟叶重量,单位kg;w为一包烟叶加上薄片的重量,单位kg;k为薄片比例;t为掺配后烟叶运行时间,单位s;sp为一次加料设定流量,单位kg/h;50为工况下铺料车的频率值,单位hz;80为工况下铺料车往复一次的时间,单位s;3600为1小时的秒数;f为频率值,单位hz。
25、根据本发明公开的技术内容,具有如下有益效果:铺料行车、铺料带采用变频器变速运行控制,生产过程中根据不同卷烟品牌计算出相应频率值进行自动控制。因为预配柜铺料车的铺料行车和铺料带实现同速运行才能保证物料入柜均匀性,所以铺料行车、铺料带按计算出所需频率值同速运行即可;自动运行时,烟叶到达铺料车时,铺料车的当前位置不确定,所以以前级滚筒机有料信号进行判别,无论铺料车当前位置在哪,滚筒有料信号给出后,铺料车都要回到起点位置等待,到达延时时间后,每批次烟叶料头正好落到铺料带上时铺料行车开始运行,这样就能保证无论什么牌别烟叶料头落到铺料车上都为同一位置,以保证每包烟叶在预配柜内平铺一道。
26、通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
技术特征:1.一种烟草预配柜铺料车,其特征在于,包括:铺料带、铺料行车、感应片、第一接近开关和第二接近开关;
2.根据权利要求1所述的烟草预配柜铺料车,其特征在于,所述铺料车还包括:铺料带电机减速机和铺料带变频器;
3.根据权利要求2所述的烟草预配柜铺料车,其特征在于,所述铺料车还包括:铺料带主动轴和铺料带从动轴;
4.根据权利要求3所述的烟草预配柜铺料车,其特征在于,所述铺料车还包括:轨道;
5.根据权利要求4所述的烟草预配柜铺料车,其特征在于,所述铺料车还包括:铺料行车电机减速机和铺料行车变频器;
6.根据权利要求5所述的烟草预配柜铺料车,其特征在于,所述铺料车还包括:铺料行车主动滚轮和铺料行车从动滚轮;
7.一种烟草预配柜铺料车精准铺料控制方法,其特征在于,包括权利要求1-6任一项所述的烟草预配柜铺料车,所述方法包括:
8.根据权利要求7所述的烟草预配柜铺料车精准铺料控制方法,其特征在于,所述频率值的计算方法包括:
技术总结本发明公开了一种烟草预配柜铺料车及其精准铺料控制方法,其中方法包括:生产牌别会随着工单下发到控制系统,铺料行车按计算出的频率值正常往返运行,铺料带与铺料行车同频率值往返运行;当烟叶通过前级设备电子秤时,此时无论铺料行车当前位置在哪,都要回到预配柜出料端起点位置等待,到达延时时间后,此时每批次烟叶料头正好落到铺料带上,铺料行车和铺料带开始向预配柜尾端运行。本发明公开的技术内容,保证物料入柜均匀性,所以铺料行车、铺料带按计算出所需频率值同速运行即可;保证无论什么牌别烟叶料头落到铺料车上都为同一位置,以保证每包烟叶在预配柜内平铺一道。技术研发人员:张永华,金美奇,王辉受保护的技术使用者:红云红河烟草(集团)有限责任公司技术研发日:技术公布日:2024/4/24本文地址:https://www.jishuxx.com/zhuanli/20240614/95347.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。