具有包括非烟草材料的多个纵向细长元件的杆的气溶胶生成制品的制作方法
- 国知局
- 2024-07-12 11:53:24
本发明涉及一种包括气溶胶生成基质的气溶胶生成制品以及一种用于生产此气溶胶生成制品的方法。
背景技术:
1、气溶胶生成制品是本领域已知的,在所述气溶胶生成制品中的气溶胶生成基质诸如含烟草的基质被加热而不是被燃烧。通常,在这种加热式吸烟制品中,通过将热量从热源传递到物理地分离的气溶胶生成基质或材料来生成气溶胶,所述气溶胶生成基质或材料可定位成与热源接触、在热源的内部、周围或下游。在使用气溶胶生成制品的过程中,挥发性化合物通过从热源的热传递而从气溶胶生成基质中释放,并夹带在通过气溶胶生成制品吸入的空气中。随着所释放的化合物冷却,所述化合物凝结以形成气溶胶。
2、许多现有技术文献公开了用于消耗气溶胶生成制品的气溶胶生成装置。这种装置包括例如电加热式气溶胶生成装置,其中通过将热量从气溶胶生成装置的一个或多个电加热器元件传递到加热式气溶胶生成制品的气溶胶生成基质来生成气溶胶。
3、过去,通常使用随机取向的烟草材料的碎片、股或条来生产用于加热式气溶胶生成制品的基质。由烟草材料的碎片形成用于加热式吸烟或气溶胶生成制品的杆具有许多缺点。例如,粉碎烟草材料的过程不期望地产生了烟草屑和其他废物。包含烟草材料碎片的杆可能会呈现“松散的端部”,也就是说,烟草材料碎片从杆的端部损失。包含烟草材料碎片的杆的重量可能会呈现较高的标准偏差,部分原因是杆倾向于呈现松散的端部。而且,包括烟草材料碎片的杆趋于呈现不均匀的密度,也就是说,由于烟草材料在沿杆的不同位置处的数量的变化,密度沿杆的长度趋于不一致。此外,松散的端部可能不利地导致需要更频繁地清洁与气溶胶生成制品一起使用的气溶胶生成装置和制造设备。
4、举例来说,国际专利申请wo-a-2012/164009公开了由聚集的烟草材料的片材形成的加热式气溶胶生成制品的杆。wo-a-2012/164009中公开的杆具有纵向孔隙率,该纵向孔隙率允许空气被抽吸通过杆。有效地,聚集的烟草材料的片材中的折痕限定了穿过杆的纵向通道。使用由聚集的均质化烟草材料的片材形成的杆解决了与由粉碎的烟草形成气溶胶生成基质相关联的一些问题。然而,这种片材通常具有相对较低的抗张强度,因此将片材聚集以形成杆可能具有缺点。国际专利申请wo-a-2011/101164公开了由均质化烟草材料的股形成的加热式气溶胶生成制品的替代杆,所述替代杆可通过浇铸、滚制、压延或挤出包含颗粒烟草和至少一种气溶胶形成剂的混合物以形成均质化烟草材料的片材而形成。在替代实施方案中,wo-a-2011/101164的杆可由均质化烟草材料的股形成,该均质化烟草材料的股通过挤出包含颗粒烟草和至少一种气溶胶形成剂的混合物以形成连续长度的均质化烟草材料而获得。
5、但是,可能难以实现对上述类型的杆中的烟草基质的量的一致且准确的控制,特别是在高速操作时。此外,取决于均质化烟草的片材或股的形状和布置,可能难以控制气溶胶生成制品的孔隙率和抽吸阻力(rtd)。另外,尽管它们解决了与由粉碎的烟草形成气溶胶生成基质有关的一些问题,但是由聚集的均质化烟草材料的片材形成的杆可能在处理和制造期间具有缺点,因为这种片材通常具有相对较低的抗张强度。
6、因此,期望提供一种不使用烟草片材材料的气溶胶生成制品。同时,期望提供一种用于这种气溶胶生成制品的基质,该基质便于在使用过程中将加热器插入该基质中。同样期望提供一种可以高效且高速地制造的这种基质或杆,以及提供一种制造这种杆的方法。
技术实现思路
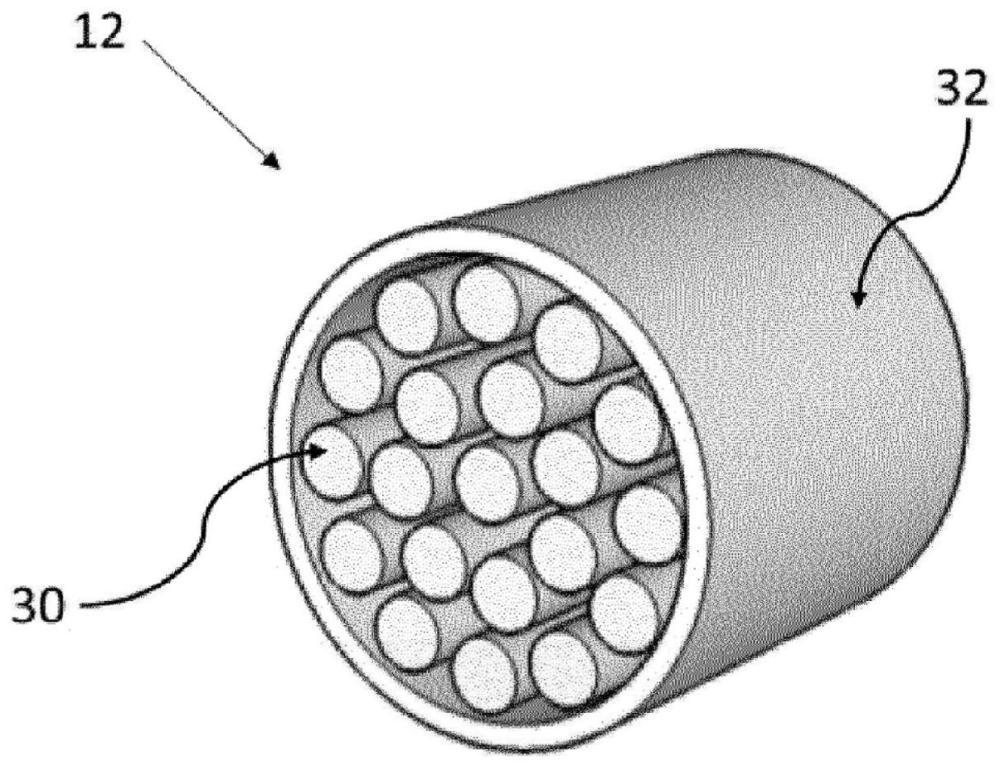
1、根据本发明的一个方面,提供了一种用于产生可吸入气溶胶的加热式气溶胶生成制品,所述加热式气溶胶生成制品包括气溶胶生成基质的杆,其中所述气溶胶生成基质的杆包括:约20至约200个非烟草材料的股,所述非烟草材料的股包括和适于释放至少一种气溶胶形成剂,每个股具有至少约0.1毫米的等效直径;其中所述股被组装成使得所述股在纵向方向上延伸;以及限定所述股的包装材料。
2、根据本发明的另一方面,提供了一种制造在气溶胶生成制品中用作气溶胶生成基质的杆的方法,所述方法包括以下步骤:提供适于保持和释放气溶胶形成剂的非烟草材料的多个股,每个股具有至少约0.1毫米的等效直径;组装约20至约200个股,使得组装股在纵向方向上延伸;用包装材料限定所述组装股以形成连续杆;以及将所述连续杆切断成多个离散杆。
3、根据本发明的另一方面,提供了一种在气溶胶生成制品中用作气溶胶生成基质的杆,所述杆包括:约20至约200个非烟草材料的股,所述非烟草材料的股包括和适于释放至少一种气溶胶形成剂,每个股具有至少约0.1毫米的等效直径;其中所述股被组装成使得所述股在纵向方向上延伸;以及限定所述股的包装材料。
4、非烟草材料的股的0.1毫米的等效直径与较小的股直径相比具有以下优势:杆中存在的股的集合体积与杆中存在的股的表面积之间的比率增大。
5、每个股的外表面积随着直径的增加而线性增加。另一方面,每个单个股的横截面表面积和体积基本上随着单个股的直径的增加而平方增加。不希望受理论束缚,应理解,随着每个单个股的直径增加,在给定直径的杆中存在的股的数量减少。因此,单个股直径的增加通常伴有杆中包含的股的集合体积的非常小的或甚至可忽略的变化或没有变化,因为杆中股的数量减少的影响基本上被单个股横截面表面积的增加而抵消。相比之下,单个股直径的增加通常与多个股的集合外表面的降低相关,因为每个股的表面积的线性增长不足以补偿杆中股的数量减少的影响。本发明人已发现,在0.1毫米及以上的等效直径下,与股的集合体积成比例的可在股内部捕获的材料量(例如,气溶胶形成剂的量)相比可在股之间的间隙中捕获的材料量有显著改进。相比在股的外表面上捕获的材料的释放,可以更好地控制在股内部捕获的材料的释放。因此,较大的等效直径总体上使得改善对根据本发明的气溶胶生成制品中的气溶胶形成剂的释放的控制。
6、应当认识到,参考本发明的一个方面所描述的任何特征等同地适用于本发明的任何其他方面。
7、术语“气溶胶生成制品”在本文中用于表示两种制品,即其中气溶胶生成基质被加热的制品和其中气溶胶生成基质被燃烧的制品,诸如常规香烟。如本文所用,术语“气溶胶生成基质”表示能够在加热时释放挥发性化合物以生成气溶胶的基质。
8、在加热式气溶胶生成制品中,通过加热香味生成基质诸如烟草而不燃烧来生成气溶胶。已知加热式气溶胶生成制品包含例如电加热式气溶胶生成制品,以及其中通过从可燃燃料元件或热源到物理上独立的气溶胶形成材料的热传递而生成气溶胶的气溶胶生成制品。例如,根据本发明的气溶胶生成制品在气溶胶生成系统中找到特定应用,这些气溶胶生成系统包括电加热式气溶胶生成装置,该电加热式气溶胶生成装置具有内部加热器叶片,该内部加热器叶片适于插入到气溶胶生成基质的杆中。在现有技术中(例如,在欧洲专利申请ep 0822670中)描述了这种类型的气溶胶生成制品。如本文所用,术语“气溶胶生成装置”是指包括加热器元件的装置,该加热器元件与气溶胶生成制品的气溶胶生成基质相互作用以生成气溶胶。替代地,根据本发明的气溶胶生成制品可包括用于在使用过程中加热气溶胶生成基质的可燃碳热源。在现有技术中(例如,在国际专利申请wo 2009/022232中)描述了这种类型的气溶胶生成制品。还已知如下气溶胶生成制品,其中含尼古丁气溶胶是从烟草材料、烟草提取物或其它尼古丁源生成,而无需燃烧,并且在一些情况下无需加热,例如通过化学反应加热。在吸烟期间,挥发性化合物通过来自燃料元件的热传递而从气溶胶形成基质释放且夹带在抽吸通过气溶胶生成制品的空气中。随着所释放的化合物冷却,所述化合物凝结以形成气溶胶。
9、如本文所使用,术语“strand(股)”表示带、碎片、丝、杆或其他细长元件。
10、术语“长度”表示气溶胶生成制品的部件在纵向方向上的尺寸。例如,它可以用来表示杆或非烟草材料的股在纵向方向上的尺寸。
11、如本文所用,术语“纵向”是指对应于气溶胶生成制品的主纵向轴线的方向,该方向在气溶胶生成制品的上游端与下游端之间延伸。在使用过程中,空气在纵向方向上被抽吸穿过气溶胶生成制品。术语“横向”是指垂直于纵向轴线的方向。除非另有说明,否则对气溶胶生成制品或气溶胶生成制品的部件的“横截面”的任何提及均指横向横截面。
12、术语“股的等效直径”在本文中用于表示具有与股的横截面相同的表面积的圆的直径。对于具有圆形横截面的股,等效直径是股的横截面的直径。
13、如本文所用,术语“上游”和“下游”描述气溶胶生成制品的元件或元件的部分相对于气溶胶在使用过程中输送通过气溶胶生成制品的方向的相对位置。
14、如以上简要描述的,本发明的气溶胶生成制品包括气溶胶生成基质的杆。气溶胶生成基质的杆包含约20至约200个非烟草材料的股,所述非烟草材料的股包括和适于释放至少一种气溶胶形成剂,每个股具有至少约0.1毫米的等效直径。股被组装成使得股在纵向方向上延伸。
15、通过调整杆中的非烟草材料的股的大小和数量,可以有利地调整杆的密度和孔隙率。一般来讲,与包括烟草材料碎片的气溶胶生成基质相比,根据本发明的包括非烟草材料的多个股的气溶胶生成基质也有利地表现出更均匀的密度。因此,可以一致地微调杆的rtd和气流渗透性。
16、另外,通过改变形成股的非烟草材料的组合物和内部孔隙率,可以改变可在杆中加载的气溶胶形成剂的量。
17、包括非烟草材料的股的气溶胶生成基质的重量由股的数量、大小、密度和间距确定。因此,可以通过控制股的密度、尺寸、气溶胶形成剂负载以及杆内的股布置来调节包括非烟草材料的多个股的气溶胶生成基质的重量。与包括烟草材料碎片的气溶胶生成基质相比,这减少相同尺寸的气溶胶生成基质之间的重量不一致。
18、杆中的股的规则布置优化在使用期间从加热器通过杆的热传递。同时,杆中的股的大小、几何形状和布置可以容易地调整以便于加热元件的插入。举例来说,通过将股基本笔直地布置在杆内并纵向延伸,极大地促进了纵向延伸的加热元件诸如加热器叶片的插入。
19、将气溶胶生成装置的加热器元件插入到包含烟草材料碎片的气溶胶生成基质中以及将气溶胶生成装置的加热器元件抽出到包含烟草材料碎片的气溶胶生成基质中可趋于从气溶胶生成基质中去除烟草材料碎片。这可能不利地导致需要更频繁地清洁加热器元件和气溶胶生成装置的其他部件以移除所去除的碎片。相反,将气溶胶生成装置的加热器元件插入到和抽出到包括非烟草材料的多个股的气溶胶生成基质中有利地具有显著减小的去除材料的趋势。
20、根据本发明的杆可以以连续的工艺制成,该连续的工艺可以以高速高效地进行,并且可以方便地结合到用于制造加热式气溶胶生成制品的现有生产线中。
21、气溶胶生成基质的杆的外径优选地大约等于气溶胶生成制品的外径。
22、优选地,气溶胶生成基质的杆具有至少5毫米的外径。气溶胶生成基质的杆可具有在约5毫米至约12毫米之间、例如在约5毫米至约10毫米之间或在约6毫米至约8毫米之间的外径。在一个优选的实施方案中,气溶胶生成基质的杆具有7.2毫米至10%以内的外径。
23、气溶胶生成基质的杆可具有在约5毫米至约100毫米之间的长度。优选地,气溶胶生成基质的杆具有至少约5毫米、更优选地至少约7毫米的长度。另外,或作为一个替代方案,气溶胶生成基质的杆优选地具有小于约25毫米、更优选地小于约20毫米的长度。在一个实施方案中,气溶胶生成基质的杆可具有约10毫米的长度。在一个优选的实施方案中,气溶胶生成基质的杆具有约12毫米的长度。
24、优选地,气溶胶生成基质的杆沿着杆的长度具有基本均匀的横截面。特别优选地,气溶胶生成基质的杆具有基本圆形的横截面。
25、根据本发明的气溶胶生成制品包括气溶胶生成基质,该气溶胶生成基质可以作为包括由包装材料限定的非烟草材料的股的杆提供。如本文所用,术语“杆”用于表示具有基本圆形、卵形或椭圆形横截面的大致圆柱形的元件。原则上,股的其他更复杂的横截面也是可行的,例如星形、x形或y形。然而,在本发明的上下文中,允许合理紧密的股填塞但同时在股的横截面外接的圆的表面积与股的横截面的有效表面积之间具有有利比率的那些横截面形状是优选的。这是因为在本发明的上下文中,能够在杆中填塞更大的集合股体积的形状通常优于对应于股的更大集合外表面积的形状。在这方面,圆形或准圆形(例如卵形或椭圆形)是理想的。三角形和矩形横截面也是可行的。然而,在三角形和矩形横截面的情况下,股可能填塞得太紧,从而减少了股之间气流可用的空间。
26、股可以由用气溶胶形成剂涂覆或浸渍在气溶胶形成剂中的耐热材料形成。术语“耐热材料”在本文中用于描述在暴露在温度至少与加热式气溶胶生成制品的典型工作温度一样高的温度下,能够承受和基本上不受热影响的材料。举例来说,股可以通过挤出工艺形成。
27、如本文中所用,术语“气溶胶形成剂”描述任何合适的已知化合物或化合物的混合物,所述化合物或化合物的混合物在使用中促进形成气溶胶并且在气溶胶生成制品的工作温度下基本抵抗热降解。合适的气溶胶形成剂是本领域已知的,并且包括但不限于:多元醇,诸如丙二醇、三甘醇,1,3-丁二醇和甘油;多元醇的酯,诸如甘油单、二或三乙酸酯;和一元、二元或多元羧酸的脂肪酸酯,诸如二甲基十二烷二酸酯和二甲基十四烷二酸酯。优选的气溶胶形成剂是多元醇或其混合物,诸如丙二醇、三甘醇、1,3-丁二醇和最优选的甘油。
28、气溶胶形成剂可以作为液体或凝胶提供。在一些实施方案中,气溶胶形成剂可以一种还包含尼古丁或香料或两者的组合物的形式提供。
29、举例来说,耐热材料可以是陶瓷材料。耐热材料可以是玻璃,例如玻璃纤维的形式。
30、在一些实施方案中,非烟草材料可以包括可以设置在线圈或卷筒上的柔性串状材料,例如柔性杆。这可以包括玻璃纤维或者是包含纤维材料的挤出的柔性、非烟草载体。
31、股可以有更多或更少柔性。气溶胶形成剂可以在股之间进行芯吸作用或可以基本上是粘性的,以便不在股之间进行芯吸作用。
32、优选地,股的非烟草材料适于在其表面上吸收气溶胶形成剂或在其结构内吸收气溶胶形成剂。换句话说,股的非烟草材料使得气溶胶形成剂可以通过吸附附着到股并通过解吸附释放。在一些实施方案中,股可以由非烟草材料形成,使得气溶胶形成剂(被吸附物)可以可逆地粘附到股(吸附物)的表面,以在其上形成浅表膜。这基于气溶胶形成剂分子与股的表面之间的粘合形成,诸如弱的范德华(van der waals)力(物理吸附)或共价键(化学吸附)或静电吸引。在其它实施方案中,股可以由非烟草材料形成,使得气溶胶形成剂(被吸附物)可逆地渗透到股的体积中。该过程可以是化学过程,也就是说,它可以涉及气溶胶形成剂与股的非烟草材料之间的反应,或者该过程可以是纯物理过程(不反应的),或者该过程可以是化学过程和物理过程的组合。
33、这有利地使得能够改进对根据本发明的气溶胶形成剂负载的控制,即对设置在气溶胶生成制品的杆中的气溶胶形成剂的量的控制。不希望受理论束缚,应理解,这也可有利地促进对释放曲线的控制。举例来说,可以更容易地控制在哪些条件下(例如,根据温度)或在使用期间的哪个阶段从股释放气溶胶是有利的或被最大利用。
34、这是对通常用在气溶胶生成制品(诸如醋酸纤维素丝束)中的其它非烟草材料的改进。气溶胶形成剂通过吸附不会附着到醋酸纤维素纤维,但仅占据相邻纤维之间的空隙和间隙。
35、在一些实施方案中,可能需要压缩或挤压加载有气溶胶形成剂的非烟草材料的股以从股释放气溶胶形成剂,或者用于增强、重复或延长从股释放气溶胶形成剂。
36、在一些实施方案中,非烟草材料的所有股均同样加载有气溶胶形成剂。这导致气溶胶形成剂基本上均匀分布在气溶胶生成基质的杆的整个横截面上。将认识到,由于相邻股之间通常可能存在间隙和空隙,因此术语“均匀分布”在本文中用于描述气溶胶形成剂浓度分布,其在气溶胶生成基质的杆的整个横截面上不完全恒定。
37、在其它实施方案中,多个股包括具有第一气溶胶形成剂负载的第一组股和具有第二气溶胶形成剂负载的第二组股,所述第二气溶胶形成剂负载大于所述第一气溶胶形成剂负载。这有利地使得能够在气溶胶生成基质的杆的整个横截面上实现非均匀气溶胶形成剂分布。换句话说,可以以预定方式调节气溶胶生成基质的杆的横截面上的气溶胶形成剂浓度分布。举例来说,布置在杆的芯处的股可以比布置在杆的周边处的股具有更大的气溶胶形成剂负载。
38、非烟草材料的股可适于允许在使用期间通过杆在纵向方向上的空气流动。可调整股的数量、大小和相互布置,以确保杆具有所需的孔隙率,并且气溶胶生成制品的rtd落在消费者可接受的值的范围内。
39、优选地,非烟草材料的每个股具有小于约1毫米的等效直径。甚至更优选地,非烟草材料的每个股具有小于约0.5毫米的等效直径。
40、在一些实施方案中,多个股包括具有第一等效直径的第一组股和具有第二等效直径的第二组股,第二等效直径小于第一等效直径。这可有利地实现对杆的孔隙率的更精细控制,其中气溶胶生成基质的杆的不同部分具有不同的孔隙率值。
41、举例来说,第一组股可布置在杆的中心位置处,第二组股布置在杆的周边处。优选地,第一组股可以基本上由第二组股的股环绕。因此,在杆的基本轴向位置处提供更大空隙,而在杆的周边处提供相邻股之间的较小间隙。
42、优选地,每个股的长度基本上等于气溶胶生成基质的杆的长度。在一个实施方案中,每个股具有在约5毫米至约80毫米之间的长度。在一个优选的实施方案中,每个管状元件具有在约7毫米至约40毫米之间的长度,并且最优选地,每个管状元件具有在约8毫米至约28毫米之间的长度。
43、气溶胶生成基质的杆包括小于约200个非烟草材料的股。优选地,气溶胶生成基质的杆包括小于约150个非烟草材料的股。更优选地,气溶胶生成基质的杆包括小于约100个非烟草材料的股。
44、气溶胶生成基质的杆包括至少约20个非烟草材料的股。优选地,气溶胶生成基质的杆包括至少约30个非烟草材料的股。更优选地,气溶胶生成基质的杆包括至少约40个非烟草材料的股。在特别优选的实施方案中,气溶胶生成基质的杆包括约20至约100个非烟草材料的股。
45、在一些实施方案中,非烟草材料的多个股在气溶胶生成基质内基本上彼此平行地对齐。优选地,非烟草材料的股基本上在气溶胶生成基质的杆的纵向方向上延伸。这是有利的,因为它能够精确测定和控制杆的空隙比,即,股之间的空隙的总体积。这可以影响可保持在气溶胶生成基质的杆内的气溶胶形成剂的总量。
46、此外,空隙总体积的一部分将通常被气溶胶形成剂阻挡,并且因此这可能影响气溶胶生成制品的rtd。在股的非烟草材料适于在其表面上吸收气溶胶形成剂或在其结构内吸收气溶胶形成剂的那些实施方案中,这被有利地抵消,因为气溶胶同样或基本上完全附着到股的材料。
47、在优选的实施方案中,股具有基本上方形的横截面、基本上矩形的横截面或基本上卵形的横截面。具有基本上卵形的横截面的股可以具有基本上椭圆形或圆形的横截面。
48、在一些实施方案中,杆中的非烟草材料的股优选地以预定间距布置在相邻股之间。举例来说,这可以通过提供布置在股的外表面上的颗粒物质(诸如碳)来实现,使得相邻股彼此相隔一定距离,该距离基本上是粒子的平均尺寸(例如,平均等效直径)的函数。
49、如上所述,形成气溶胶生成基质的杆的非烟草材料的多个股被包装材料限定。包装材料可以由多孔或无孔的片材材料形成。包装材料可以由任何合适的材料或材料的组合形成。优选地,包装材料是纸质包装材料。包装材料可以可选地粘附到多个股的外边缘。例如,包装材料的内表面和多个股的外边缘中的至少一者可以在生产过程中被弄湿,使得内包装材料在包装过程中粘附到股的边缘。替代地,可以在包装步骤的上游将粘合剂施加到包装材料的内表面和多个股的外边缘中的至少一者。多个股和包装材料的粘附可以有利地帮助保持多个股在杆内的位置和间距。
50、包装材料可任选地在杆的上游端和下游端处至少部分地折叠在股上,以将多个股保持在杆内。优选地,包装材料在杆的上游端和下游端处覆盖多个股的周边,使得股的其余部分暴露。然而,在一些实施方案中,包装材料可以覆盖杆的整个上游端和下游端。在这种实施方案中,通过提供具有足够的孔隙率以使空气能够流过杆的端部的包装材料,可以有利地使空气流动成为可能。
51、作为将包装材料的端部折叠在非烟草材料的上游端和下游端上的替代方案,如上所述,可以将纸或其他材料的单独的边缘部分附接到包装材料,以至少覆盖股的上游端和下游端的周边。在包装材料折叠在杆的端部上或提供单独的边缘部分的这种实施方案中,可以提供附加的外包装材料,该外包装材料覆盖限定多个股的包装材料。
52、根据本发明的气溶胶生成制品优选地包括除了气溶胶生成基质的杆之外的一种或多种元件,其中杆和一种或多种元件被组装在基质包装材料中。例如,根据本发明的气溶胶生成制品可以进一步包括以下中的至少一个:烟嘴、气溶胶冷却元件和支撑元件,诸如中空乙酸纤维素管。例如,在一个优选的实施方案中,气溶胶生成制品包括以线性顺序布置的如上所述的气溶胶生成基质的杆、紧邻地位于气溶胶生成基质的下游的支撑元件、位于支撑元件的下游的气溶胶冷却元件,以及限定所述杆、所述支撑元件和所述气溶胶冷却元件的外包装材料。
53、在本发明的一个实施方案中,一种用作气溶胶生成制品中的气溶胶生成基质的杆包括:约20至约200个非烟草材料的股,所述非烟草材料的股包括和适于释放至少一种气溶胶形成剂,每个股具有至少约0.1毫米的等效直径,其中,股被组装成使得股在纵向方向上延伸;以及限定股的包装材料。
54、一个此类杆可以由根据如上文所定义的本发明的另一方面的方法制造。在根据本发明的方法的第一步骤中,提供了适于保持和释放气溶胶形成剂的非烟草材料的多个股,每个股具有至少约0.1毫米的等效直径。在第二步骤中,将多个股中的约20至约200个股组装在一起,使得组装股在纵向方向上延伸。举例来说,这可以通过将多个股通过漏斗元件馈送使得它们被分组为基本上圆柱形的簇来实现。可以从不同的卷轴馈送多个股。
55、在第三步骤中,用包装材料限定组装股以形成连续杆。在第四步骤中,将连续杆切断成多个离散杆。
56、优选地,所述方法包括在组装多个股的步骤之前将至少一个气溶胶形成剂施加到股的另一步骤。更优选地,所述方法还包括在将所述至少一种气溶胶形成剂施加到股的步骤之后并在组装多个股的步骤之前干燥多个股的步骤。
57、作为替代方案,该方法可包括在多个股已被组装之后,将至少一种气溶胶形成剂施加到多个股的另一步骤。在优选的实施方案中,一个这种方法还可包括在将至少一种气溶胶形成剂施加到组装股的步骤之后干燥多个股的步骤。
58、作为一个另外的替代方案,该方法可包括在将连续杆切断成离散的杆的步骤之后,将至少一种气溶胶形成剂施加到多个股的步骤。在连续杆被馈送到的切割台上设置切断装置。
59、可以使用本领域技术人员已知的现有设备和技术来执行用包装材料限定多个股以形成连续杆以及切断该连续杆以形成离散杆的步骤。
本文地址:https://www.jishuxx.com/zhuanli/20240614/95627.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表