一种气溶胶生成制品及气溶胶生成系统的制作方法
- 国知局
- 2024-07-12 11:53:52
本技术涉及雾化,具体涉及一种气溶胶生成制品及气溶胶生成系统。
背景技术:
1、近年来,随着全球控烟运动的推进,以加热不燃烧烟草制品为代表的新型烟草制品越来越受到用户的青睐。
2、加热不燃烧烟草制品也称为气溶胶生成制品,其内部设有由气溶胶生成基质制成的介质段。气溶胶生成制品通常与气溶胶生成装置配合使用,气溶胶生成装置中的加热件可对介质段进行加热,使其温度升高至足以雾化产生气溶胶而不会发生燃烧的程度,气溶胶从气溶胶生成装置排出以供用户抽吸。
3、介质段在使用和运输过程中,由于温度变化以及外界振动等因素的影响,可能会发生变形而导致脱落的现象。
技术实现思路
1、有鉴于此,本申请实施例期望提供一种能够降低介质段发生脱落的几率的气溶胶生成制品及气溶胶生成系统。
2、为达到上述目的,本申请实施例的技术方案是这样实现的:
3、本实用新型实施例提供一种气溶胶生成制品,包括:
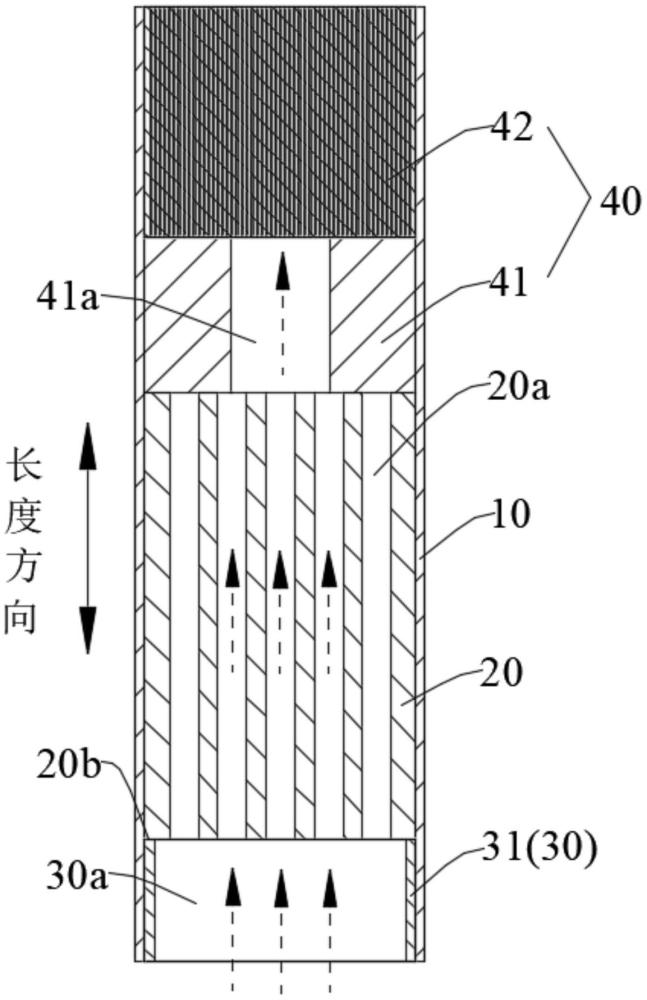
4、介质段,其内部设有至少一个气道孔,所述气道孔穿过所述介质段的至少一端,所述介质段用于被加热以产生气溶胶;
5、支撑件,位于所述介质段沿长度方向的远唇端,用于与所述介质段止挡配合;
6、包覆层,包覆于所述介质段与所述支撑件沿长度方向的外侧。
7、一些实施例中,所述介质段沿长度方向的远唇端具有第一端面,所述支撑件用于与所述第一端面止挡配合。
8、一些实施例中,所述支撑件包括筒体,所述筒体的外侧周向表面和所述介质段的外侧周向表面均与所述包覆层的内侧周向表面的内壁贴合。
9、一些实施例中,所述筒体的壁厚不小于5mm。
10、一些实施例中,所述支撑件包括挡件,所述挡件设于所述筒体的内部,且与所述筒体连接。
11、一些实施例中,所述挡件呈筋条状,所述挡件的数目为多个,多个所述挡件的一端相互连接,另一端与所述筒体连接,多个所述挡件以所述筒体的中心呈辐射状分布。
12、一些实施例中,所述挡件为纤维过滤结构,所述纤维过滤结构填充于所述筒体的内侧空间并与所述筒体的内壁固定。
13、一些实施例中,所述挡件呈筛网状。
14、一些实施例中,所述支撑件为一体式结构且呈柱状,所述支撑件设有若干个沿其长度方向贯通的第一气流通孔,所述介质段中设有若干个气道孔,所述气道孔至少穿过所述介质段朝向所述支撑件的一端,所述第一气流通孔和所述气道孔连通。
15、一些实施例中,所述支撑件为具有透气功能的膜结构。
16、一些实施例中,所述气溶胶生成制品包括功能段,所述功能段包括降温段和过滤段,所述降温段和所述过滤段设置于所述包覆层内且位于所述介质段沿长度方向的近唇端的一侧;
17、和\或,所述功能段包括两个降温段,所述两个降温段设置于所述包覆层内且位于所述介质段沿长度方向的近唇端的一侧;
18、和\或,所述功能段包括两个过滤段,所述两个过滤段设置于所述包覆层内且位于所述介质段沿长度方向的近唇端的一侧。
19、一些实施例中,所述降温段位于所述介质段与所述过滤段之间,所述介质段和所述降温段之间间隔设置并形成第一空腔;
20、和\或,所述包覆层凸出于所述过滤段背离所述介质段的一侧的端面,以在所述过滤段的出气侧形成第二空腔;
21、和\或,所述功能段为两段式组合结构,两段组合结构之间间隔设置并形成第三空腔。
22、一些实施例中,所述降温段位于所述介质段与所述过滤段之间,所述介质段两端分别与所述支撑件和所述降温段接触,所述降温段远离所述介质段的一端与所述过滤段接触。
23、一些实施例中,所述介质段、所述支撑件、所述降温段和所述过滤段为外径一致且同轴设置的圆柱体,长度方向为所述介质段、所述支撑件、所述降温段和所述过滤段的轴向。
24、本实用新型实施例还提供一种气溶胶生成系统,包括气溶胶生成装置和前述实施例中任一的所述气溶胶生成制品,所述气溶胶生成装置包括加热件,所述加热件用于加热所述介质段以产生气溶胶。
25、本实用新型实施例中的气溶胶生成制品通过支撑件与介质段之间的止挡配合,降低了介质段在加热后发生收缩变形而从包覆层中脱落的几率;另外,支撑件能够起到调节抽吸阻力的作用,降低气溶胶冷凝后所产生的冷凝液流出气溶胶生成制品的几率。
技术特征:1.一种气溶胶生成制品,其特征在于,包括:
2.根据权利要求1所述的气溶胶生成制品,其特征在于,所述介质段沿长度方向的远唇端具有第一端面,所述支撑件用于与所述第一端面止挡配合。
3.根据权利要求1所述的气溶胶生成制品,其特征在于,所述支撑件包括筒体,所述筒体的外侧周向表面和所述介质段的外侧周向表面均与所述包覆层的内侧周向表面贴合。
4.根据权利要求3所述的气溶胶生成制品,其特征在于,所述筒体的壁厚不小于5mm。
5.根据权利要求3所述的气溶胶生成制品,其特征在于,所述支撑件包括挡件,所述挡件设于所述筒体的内部,且与所述筒体连接。
6.根据权利要求5所述的气溶胶生成制品,其特征在于,所述挡件呈筋条状,所述挡件的数目为多个,多个所述挡件的一端相互连接,另一端与所述筒体连接,多个所述挡件以所述筒体的中心呈辐射状分布。
7.根据权利要求5所述的气溶胶生成制品,其特征在于,所述挡件为纤维过滤结构,所述纤维过滤结构填充于所述筒体的内侧空间并与所述筒体的内壁固定。
8.根据权利要求5所述的气溶胶生成制品,其特征在于,所述挡件呈筛网状。
9.根据权利要求1所述的气溶胶生成制品,其特征在于,所述支撑件为一体式结构且呈柱状,所述支撑件设有若干个沿其长度方向贯通的第一气流通孔,所述介质段中设有若干个气道孔,所述气道孔至少穿过所述介质段朝向所述支撑件的一端,所述第一气流通孔和所述气道孔连通。
10.根据权利要求1所述的气溶胶生成制品,其特征在于,所述支撑件为具有透气功能的膜结构。
11.根据权利要求1所述的气溶胶生成制品,其特征在于,所述气溶胶生成制品包括功能段,所述功能段包括降温段和过滤段,所述降温段和所述过滤段设置于所述包覆层内且位于所述介质段沿长度方向的近唇端的一侧;
12.根据权利要求11所述的气溶胶生成制品,其特征在于,所述介质段和所述功能段之间至少部分间隔设置并形成第一空腔;
13.根据权利要求11所述的气溶胶生成制品,其特征在于,所述介质段、所述支撑件、所述降温段和所述过滤段为外径一致且同轴设置的圆柱体,长度方向为所述介质段、所述支撑件、所述降温段和所述过滤段的轴向。
14.一种气溶胶生成系统,其特征在于,所述气溶胶生成系统包括气溶胶生成装置和权利要求1-13中任一的所述气溶胶生成制品,所述气溶胶生成装置包括加热件,所述加热件用于加热所述介质段以产生气溶胶。
技术总结本技术实施例提供一种气溶胶生成制品和气溶胶生成系统,其中,气溶胶生成制品包括包覆层、介质段和支撑件,介质段内部设有至少一个气道孔,气道孔穿过介质段的至少一端,介质段用于被加热以产生气溶胶;支撑件位于介质段沿长度方向的远唇端,用于与介质段止挡配合;包覆层包覆于介质段与支撑件沿长度方向的外侧。本技术实施例中的气溶胶生成制品通过支撑件与介质段之间的止挡配合,降低了介质段在加热后发生收缩变形而从包覆层中脱落的几率;另外,支撑件能够调节抽吸阻力,降低气溶胶冷凝后所产生的冷凝液流出气溶胶生成制品的几率。技术研发人员:倪军,周勇,魏明文,汤建国,金祖涛,黄鹏飞受保护的技术使用者:思摩尔国际控股有限公司技术研发日:20230726技术公布日:2024/5/8本文地址:https://www.jishuxx.com/zhuanli/20240614/95692.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表