一种造纸法再造烟叶浸取液流量计防堵塞控制系统及方法与流程
- 国知局
- 2024-07-12 11:59:42
本发明属于再造烟叶生产,具体涉及一种造纸法再造烟叶浸取液流量计防堵塞控制系统及方法。
背景技术:
0、技术背景
1、造纸法再造烟叶生产中,烟草原料的浸取常以水为溶剂,浸取过程中的强烈搅拌可造成难溶性成分、不溶性成分和微粒在水中分散、乳化、悬浮,形成胶体溶液、乳浊液、胶体溶液和真溶液组成的复杂体系,大量的悬浮物会导致浸取液浑浊,固体颗粒与溶液难以完全分离。通过检测分析发现,造纸法再造烟叶浸取液中含有大量的生物碱盐、有机酸盐、酯类、糖类、蛋白质、果胶等有机物,以及钙镁盐类无机物。
2、在实际生产过程中,通常采用流量计对设备进口或是输送至后续工序的浸取液流量进行计量,然而,浸取液中的悬浮物和大分子物质极容易残存在流量计内部及其连接管路上,使流量计计量不准确,严重时甚至造成流量计堵塞,影响了正常生产。现有生产线流量计的清洗常采用人工离线清洗方式,即:将流量计及其连接管路拆除,然后人工采用高压水枪多次冲洗或手动刷洗,清洗完毕后再将流量计及其连接管路安装复位,根据不同产品配方要求,部分产品需要在浸取液里添加絮凝剂,待反应一定时间后,再泵送至净化设备,此时,净化设备入口管路上的流量计6~7天就会出现堵塞现象,频繁的人工拆卸、清洗、复位操作方式,不仅劳动强度大、耗时长,并且影响了生产的连续运行。
技术实现思路
1、本发明为解决现有技术中的不足,公开了一种造纸法再造烟叶浸取液流量计防堵塞控制系统及方法,避免浸取液流量计测量管出现污堵现象,确保流量计计量准确性,同时,解决了现有浸取液流量计需要人工拆除、离线清洗、安装复位等劳动强度大、耗时长的问题,为后续工序提供了有效、稳定的浸取液流量,确保了生产连续正常运行。
2、为实现上述目的,本发明采取如下技术方案:
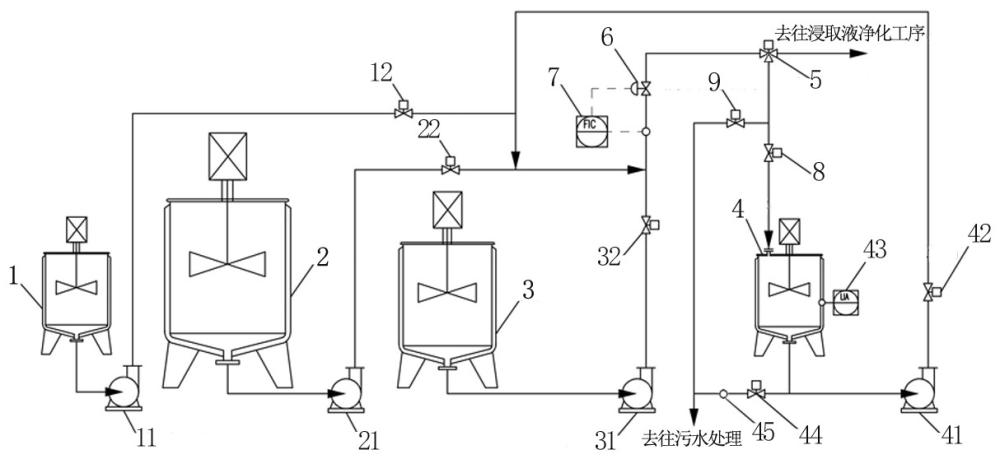
3、一种造纸法再造烟叶浸取液流量计防堵塞控制系统,包括酸溶解罐、清水罐、浸取液储罐、酸液储存罐和过液三通阀,过液三通阀的进口和供液管路相连,所述供液管路上设有浸取液流量计和浸取液调节阀,且浸取液流量计和浸取液调节阀联锁控制;
4、所述酸溶解罐的出口通过管道及设于管道上的酸溶解罐出液泵、酸液供液阀和浸取液流量计前的供液管路连通,所述清水罐的出口通过管道及设于管道上的清水泵、清水阀和浸取液流量计前的供液管路连通,浸取液储罐的出口通过管道及设于管道上的浸取液泵、浸取液阀和浸取液流量计前的供液管路连通;
5、所述过液三通阀的第一出口和浸取液净化工序管路连通,过液三通阀的第二出口通过管道及设于管道上的清洗液收集阀和酸液储存罐的进口相连,过液三通阀的第二出口和酸液储存罐进口之间的管道上分支设有排污管道,排污管道上设有清洗液排液阀;
6、所述酸液储存罐的出口并联设有两路管道,一路管道上设有酸溶解罐出液泵和酸液循环泵并和和浸取液流量计前的供液管路连通,另一路管道上设有酸液储存罐排污阀和在线ph值检测装置并和排污管道连通。
7、进一步的,所述酸溶解罐、清水罐、浸取液储罐、酸液储存罐内均设有机械搅拌装置,所述酸液储存罐上还设有酸液储存罐液位计。
8、一种造纸法再造烟叶浸取液流量计防堵塞控制方法,过程如下,包括:实时监测浸取液流量计供液管路上的浸取液泵电流值x和浸取液调节阀开度值y;
9、当所述浸取液泵电流值x=0a时,启动一级预防控制模式;
10、当所述浸取液泵电流值x=0a且所述浸取液流量计调节阀开度值y大于或等于2倍浸取液流量计调节阀正常开度值z或所述浸取液泵电流值x≠0a且所述浸取液流量计调节阀开度值y大于或等于2倍浸取液流量计调节阀正常开度值z时,实时监测所述流量计瞬时流量值q和浸取液调节阀开度值y,并开始计时,15min后,当流量计瞬时流量为(q±1)m3/h、浸取液调节阀开度为y±5%两个条件同时满足时,启动二级预防控制模式;
11、所述一级预防控制模式,具体包括:
12、s11、触发过液三通阀切换阀位,使浸取液流量计及其前后管路与浸取液净化工序隔断,触发清洗液收集阀关闭,然后依次触发清洗液排液阀、清水阀、清水泵开启;
13、s12、所述清水泵向浸取液流量计泵送清水,对浸取液流量计、浸取液调节阀及其供液、出液管路进行清水冲洗,冲洗水经清洗液排液阀排至污水处理;
14、s13、所述清水冲洗操作完成后,依次触发清水泵、清水阀、清洗液排液阀关闭,触发过液三通阀切换阀位,使浸取液流量计及其前后管路与浸取液净化工序管路连通,浸取液泵满足启动条件,完成一级预防控制;
15、所述二级预防控制模式,具体包括:
16、s21、触发浸取液泵停止运行,触发过液三通阀切换阀位,使浸取液流量计及其前后管路与浸取液净化工序管路连通,触发清洗液排液阀关闭,然后依次触发清洗液收集阀、酸液供液阀、酸溶解罐出液泵开启;
17、s22、所述酸溶解罐出液泵向浸取液流量计泵送酸液,对浸取液流量计、浸取液调节阀及其供液、出液管路进行酸液清洗,清洗酸液经清洗液收集阀收集至酸液储存罐;
18、s23、待所述酸液储存罐液位达到50%时,触发酸溶解罐出液泵、酸液供液阀关闭,触发酸液循环阀、酸液储存罐出液泵开启,在浸取液流量计、浸取液调节阀、酸液储存罐之间进行循环酸液清洗;
19、s24、所述酸液清洗操作完成后,酸液收集至酸液储存罐,触发酸液储存罐出液泵关闭,触发酸液储存罐排污阀开启,酸液排往污水处理;
20、s25、所述酸液储存罐液位≤5%时,触发酸液储存罐排污阀关闭,触发清水阀、清水泵、酸液储存罐出液泵开启,采用清水对浸取液流量计、浸取液调节阀、酸液储存罐进行循环清水冲洗;
21、s26、所述循环清水冲洗完成后,触发酸液循环阀、酸液储存罐出液泵关闭,触发酸液储存罐排污阀开启,直至所述排污阀出水ph值达到7.0±0.5;
22、s27、所述排污阀出水ph值达到7.0±0.5时,依次触发清水泵、清水阀、清洗液收集阀、酸液储存罐排污阀关闭,循环酸液清洗操作完成,触发过液三通阀切换阀位,使浸取液流量计及其前后管路与浸取液净化工序管路连通,浸取液泵满足启动条件,完成二级预防控制。
23、进一步的,s11中的过液三通阀为气动三通l型开关阀;s12中清水为中压水,压力为(6~8)bar,温度为(15~25)℃,流量为(20~25)m3/h;清水冲洗时间为(3~5)min,清水冲洗未达到设定时间之前,浸取液泵无法启动运行。
24、进一步的,所述浸取液调节阀正常开度值z=(30~40)%。
25、进一步的,s22中酸液储存罐酸液为硝酸或氨基磺酸溶液中的一种,浓度为(10~15)wt%,温度为80℃,流量为(15~20)m3/h。
26、进一步的,s23中循环酸液清洗时间为(45~60)min,循环酸液清洗未达到设定时间之前,浸取液泵无法启动运行。
27、进一步的,s25中循环清水清洗时间为(5~10)min。
28、进一步的,所述浸取液流量计为电磁流量计或质量流量计。
29、进一步的,所述浸取液流量计设有两种计量通道,当流量计执行清洗操作时,流量计切换至清洗水计量通道,流量计显示屏计量清洗水瞬时流量和累积流量,待清洗操作执行完毕,流量计切换至浸取液计量通道,流量计显示屏计量浸取液瞬时流量和累积流量,便于实际生产过程中的浸取液产出量、输送量等数据的准确采集、计算。
30、本发明的有益效果是:本发明通过构思设计一种造纸法再造烟叶浸取液流量计防堵塞控制系统及方法,具体分为一级预防控制模式和二级预防控制模式,一级预防控制模式主要是每当浸取液流量计停止浸取液的计量时,使用中压清水对浸取液流量计测量管、浸取液调节阀及其供液、出液管路进行清水冲洗;二级预防控制模式主要是监控浸取液调节阀开度值,通过浸取液调节阀开度值判定流量计的工作状态,当浸取液调节阀开度值达到正常运行开度值的2倍时,使用酸液对浸取液流量计测量管、浸取液调节阀及其供液、出液管路进行较长时间的酸液循环清洗,本发明可实现对残留在浸取液流量计测量管内壁污垢的及时清洗,避免因污垢留存时间过久而结成厚实且难以清理的垢层,有效预防了流量计污堵,该方法操作简便,确保流量计计量准确性的同时,解决了现有浸取液流量计需要人工拆除、离线清洗、安装复位等劳动强度大、耗时长的问题,为后续工序提供了有效、稳定的浸取液流量,确保了生产连续正常运行。
本文地址:https://www.jishuxx.com/zhuanli/20240614/96373.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表