一种钛合金真空保温容器结构及其真空密封方法与流程
- 国知局
- 2024-07-10 17:19:27
本发明涉及真空保温容器制造,尤其涉及一种钛合金真空保温容器结构及其真空密封方法。
背景技术:
1、真空保温杯是常用的生活日用品,最常见的真空保温杯由不锈钢材料制成。近年来,钛保温杯日益风行。钛金属密度仅为不锈钢密度的约57%,且钛金属具有较高的力学性能,因此,可制备比不锈钢保温杯更轻的保温杯。同时,钛金属具有耐腐蚀、不锈、生物相容性好、不易滋生细菌和抗菌等优点。因此,钛质保温杯深受户外运动爱好者喜爱。此外,边防巡逻用行军保温水壶,作为保温杯的变种(结构相似,形状不同),也倾向于选用钛材质。
2、目前,作为日用品的钛质保温容器主要采用纯钛(而非钛合金)制备。其主要原因是纯钛易于加工、不含有毒有害元素、纯钛价格较钛合金便宜等。其主体的制备工序主要包括:采用卷管焊接法制备杯内胆、外壳筒体,采用冲压法制备内胆、外壳底部,采用焊接方法连接内胆、外壳筒体与底部,采用液压胀形方法实现内胆、外壳(包括容器口形状复杂部位)成形,在容器口位置将内胆、外壳焊接,内胆、外壳中间夹层真空密封,表面处理。除中间夹层真空密封工序,其它涉及焊接的工序通常采用氩弧焊或激光焊方法。
3、成品真空保温容器内胆和外壳中间夹层为真空状态。其保温效果的好坏,依赖于中间夹层的真空状态;若因外力破坏,真空状态被破坏,保温效果将严重恶化。夹层的真空密封通常采用两种方式:(1)容器底部设置小孔,在小孔附近放置热熔胶,抽真空,加热使胶熔融、流动、填入小孔,冷却后将夹层真空密封。(2)在真空炉中通过真空钎焊,容器底小孔焊合,将层间空间与外界隔离,保持其真空状态。热熔胶密封法可靠性较低,钛真空保温容器通常采用更可靠的钎焊密封方法,常采用银基钎料,在850℃左右进行钎焊。
4、保温容器制备完成后,常通要经过1000-1200℃高温热处理,使钛容器外表面形成具有装饰作用的粗大的结晶花纹。
5、以上钛真空保温容器及其制备工艺的问题在于:首先,表面处理温度远高于纯钛退火温度,热处理后,屈服强度和抗拉强度低,且由于晶粒极粗大,塑性和韧性也很差,在户外场所受外力作用时,易变形,乃至破裂;其次,真空密封采用银基钎料钎焊的方法,其钎焊缝存在大量钛元素与银元素、铜元素形成的脆性的金属间化合物,焊缝较脆,可靠性较差,且高温热处理促使脆性化合物长大,可靠性进一步下降,受外力时,钎焊焊点可能开裂。以上因素均可能导致真空夹层漏气,真空密封失效。
技术实现思路
1、针对上述问题,本发明的目的在于提供一种钛合金真空保温容器结构及其真空密封方法,其结构强度较高,因而可采用更薄的内外壁厚,使得整体保温杯重量降低。另外,采用新的焊接密封工艺,能够有效提高焊点的可靠性。
2、为了实现上述目的,本发明采用的技术方案如下:
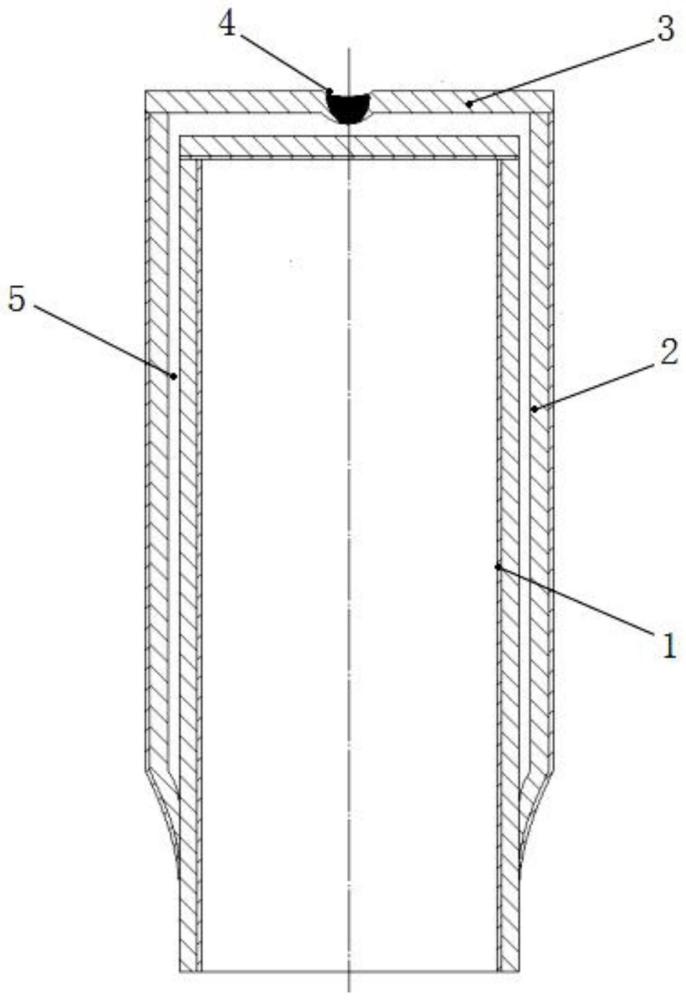
3、本发明所提出的一种钛合金真空保温容器结构,包括内胆、外壳和底座,所述底座对应设置在外壳底部;所述内胆对应设置在外壳内部;所述内胆与外壳之间设置有真空夹层;所述底座中部开有与真空夹层连通的气孔;所述内胆内壁为纯钛材质,外壁为钛合金材质;所述外壳内壁为钛合金材质,外壁为纯钛材质。
4、进一步的,所述纯钛牌号为ta1或ta2或ta3。
5、进一步的,所述钛合金为α+β型钛合金,牌号为tc4或ta15或tc11。
6、一种钛合金真空保温容器结构的真空密封方法,包括以下步骤:
7、s1、采用钛基钎料粉与纯钛粉混合物作为钎焊材料;
8、s2、利用真空钎焊方法,在真空钎焊炉中完成对内胆、外壳、底座和气孔间的真空密封,同时进行外壳外表面和内胆内表面的结晶花处理。
9、进一步的,所述钛基钎料选用ti-cu-ni或ti-zr-cu或ti-zr-cu-ni系列商品钎料。
10、进一步的,所述钎焊材料中纯钛粉的重量百分比为10-30%。
11、进一步的,所述步骤s2中,钎焊温度为1000-1100℃,保温时间为60-180min。
12、与现有技术相比,本发明具有以下有益效果:
13、本发明在保留纯钛真空保温容器的轻质、卫生特性的同时,大幅提高了容器的结构强度,进一步降低了容器重量,有效提高了容器的可靠性和耐用性。
技术特征:1.一种钛合金真空保温容器结构,包括内胆、外壳和底座,所述底座对应设置在外壳底部;所述内胆对应设置在外壳内部;其特征在于:所述内胆与外壳之间设置有真空夹层;所述底座中部开有与真空夹层连通的气孔;所述内胆内壁为纯钛材质,外壁为钛合金材质;所述外壳内壁为钛合金材质,外壁为纯钛材质。
2.根据权利要求1所述的一种钛合金真空保温容器结构,其特征在于:所述纯钛牌号为ta1或ta2或ta3。
3.根据权利要求2所述的一种钛合金真空保温容器结构,其特征在于:所述钛合金为α+β型钛合金,牌号为tc4或ta15或tc11。
4.根据权利要求3所述的一种钛合金真空保温容器结构的真空密封方法,其特征在于,包括以下步骤:
5.根据权利要求4所述的一种钛合金真空保温容器结构的真空密封方法,其特征在于:所述钛基钎料选用ti-cu-ni或ti-zr-cu或ti-zr-cu-ni系列商品钎料。
6.根据权利要求4所述的一种钛合金真空保温容器结构的真空密封方法,其特征在于:所述钎焊材料中纯钛粉的重量百分比为10-30%。
7.根据权利要求4所述的一种钛合金真空保温容器结构的真空密封方法,其特征在于:所述步骤s2中,钎焊温度为1000-1100℃,保温时间为60-180min。
技术总结本发明涉及一种钛合金真空保温容器结构及其真空密封方法,容器结构包括内胆、外壳和底座,所述底座对应设置在外壳底部;所述内胆对应设置在外壳内部;所述内胆与外壳之间设置有真空夹层;所述底座中部开有与真空夹层连通的气孔;所述内胆内壁为纯钛材质,外壁为钛合金材质;所述外壳内壁为钛合金材质,外壁为纯钛材质。密封方法包括S1、采用钛基钎料粉与纯钛粉混合物作为钎焊材料;S2、利用真空钎焊方法,在真空钎焊炉中完成对底座气孔处的真空密封,同时进行外壳外表面和内胆内表面的结晶花处理。本发明在保留了纯钛真空保温容器的轻质和卫生特性的同时,进一步提高了结构强度,降低了容器重量,而且提高了容器的可靠性和耐用性。技术研发人员:刘正林,冯兆龙,王泽龙,孙思博受保护的技术使用者:成都先进金属材料产业技术研究院股份有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240615/62521.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。