环保砖砌块成型机的压合模具的制作方法
- 国知局
- 2024-07-10 17:45:17
本技术涉及砌块成型机,具体为环保砖砌块成型机的压合模具。
背景技术:
1、环保砖是一种利用建筑垃圾或可再生资源制成的砖块,具有环保、节能、耐用等特点,常见的环保砖包括水泥制的废旧砖、煤渣砖、轻质砖等,环保砖的制作需要使用砌砖成型机来压合制作,通常砌块成型机在更换模具的时候使用的是叉车进行吊运,人工推至成型主机内部,或者其他吊运方式,但都是需要人工辅助或者协助搬运,不仅费时费力,也存在安全隐患。
2、授权公告号为cn214725194u的实用新型专利公开了砌块成型机的模具推送装置,该实用新型包括换模机架、两个推送油缸、两个推模滑块和若干定位架,所述换模机架延伸进成型主机,各所述推模滑块沿换模机架滑动且推模滑块上均设有若干滑块定位孔,各所述定位架的两端分别嵌入两个推模滑块上对应的滑块定位孔内,所述成型模具上设有若干转运孔,各所述定位架嵌入对应转运孔,各所述推送油缸安装在换模机架上且与对应推模滑块传动连接,便于将成型模具推入成型主机。
3、虽然上述实用新型能够方便地对模具进行更换,但是其模具更换完成后,压合好后的产品不便于取出,且操作全程位于按压机构内,存在安全隐患。鉴于此,我们提出环保砖砌块成型机的压合模具。
技术实现思路
1、本实用新型提供了环保砖砌块成型机的压合模具,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、环保砖砌块成型机的压合模具,包括底座,所述底座上表面中间位置焊接有送料轨道,所述送料轨道内设有压合模具,所述底座上表面一侧焊接有按压机构;
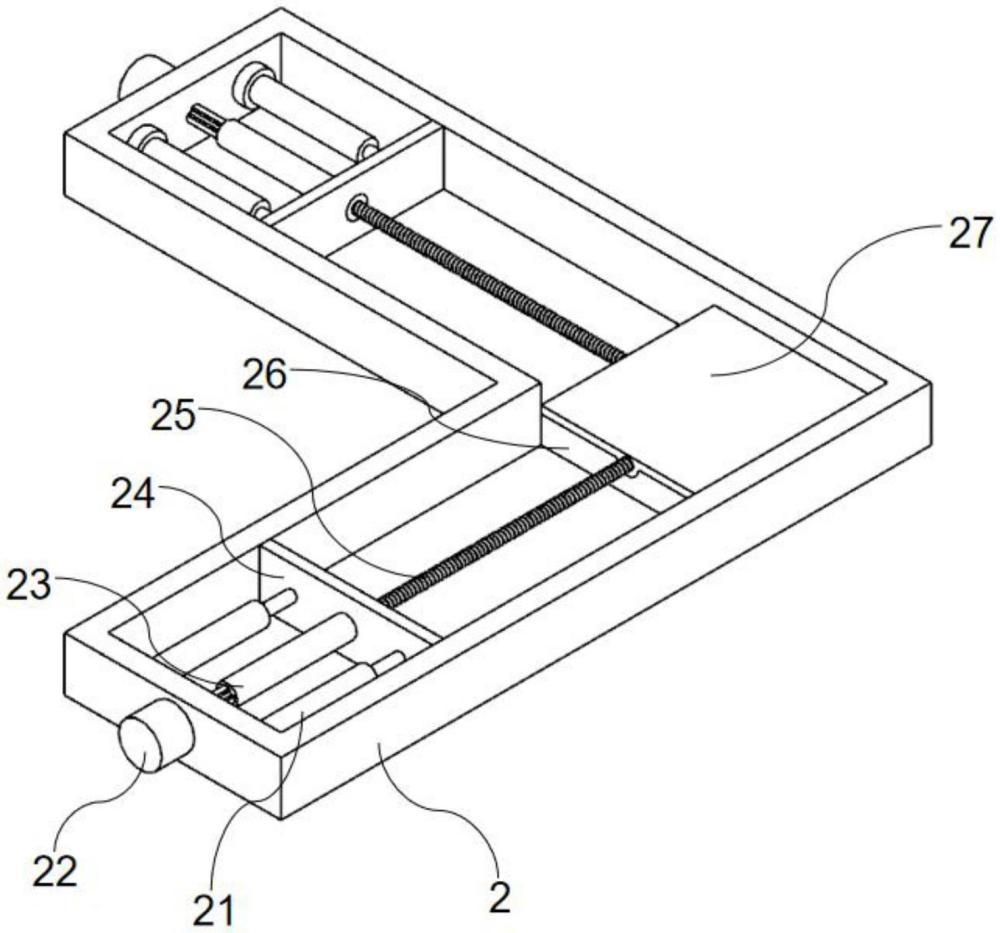
4、所述送料轨道呈l型结构,所述送料轨道两端外侧中间位置均安装有电机,所述电机输出轴同轴连接有传动机构,所述传动机构外表面一端转动连接有滑动板,所述滑动板与所述送料轨道之间安装有若干气缸,所述传动机构另一端焊接有螺纹杆,所述送料轨道转折处焊接有支撑块,所述支撑块上设有移动平台。
5、作为优选的技术方案,所述传动机构包括与所述电机输出轴同轴连接的连接轴、焊接于所述连接轴外侧表面的限位杆以及滑动连接于所述连接轴外侧表面的滑动轴。
6、作为优选的技术方案,所述压合模具包括放置于所述移动平台上表面的下模以及放置于所述下模上的上模。
7、作为优选的技术方案,所述按压机构包括支撑架、固定安装于所述支撑架下表面的液压缸以及焊接于所述液压缸伸长端内的压块。
8、作为优选的技术方案,所述移动平台侧表面中间位置开设有供所述螺纹杆螺纹连接的螺纹孔,所述移动平台上表面覆盖有电磁铁。
9、作为优选的技术方案,所述送料轨道整体呈l字形结构,结构对称线两侧结构完全一致。
10、作为优选的技术方案,所述气缸伸长后,所述螺纹杆在所述电机的转动控制下,所述螺纹杆能够螺纹连接进入所述移动平台上的螺纹孔内。
11、与现有技术相比,本实用新型的有益效果是:
12、1.使用压合模具制作轻质砖,产品的添加和取出均可在按压机构在进行,解决了现有技术中存在的安全隐患。
13、2.且本方案中送料轨道呈l型设计,两侧均可人工操作,生产效率更高,一侧将材料填充入模具中时,另一侧可将已填充的另一个模具放置到移动平台上接受按压,能够提高生产效率。
技术特征:1.环保砖砌块成型机的压合模具,包括底座(1),其特征在于:所述底座(1)上表面中间位置焊接有送料轨道(2),所述送料轨道(2)内设有压合模具(3),所述底座(1)上表面一侧焊接有按压机构(4);
2.如权利要求1所述的环保砖砌块成型机的压合模具,其特征在于:所述传动机构(23)包括与所述电机(22)输出轴同轴连接的连接轴(231)、焊接于所述连接轴(231)外侧表面的限位杆(232)以及滑动连接于所述连接轴(231)外侧表面的滑动轴(233)。
3.如权利要求1所述的环保砖砌块成型机的压合模具,其特征在于:所述压合模具(3)包括放置于所述移动平台(27)上表面的下模(31)以及放置于所述下模(31)上的上模(32)。
4.如权利要求1所述的环保砖砌块成型机的压合模具,其特征在于:所述按压机构(4)包括支撑架(41)、固定安装于所述支撑架(41)下表面的液压缸(42)以及焊接于所述液压缸(42)伸长端内的压块(43)。
5.如权利要求1所述的环保砖砌块成型机的压合模具,其特征在于:所述移动平台(27)侧表面中间位置开设有供所述螺纹杆(25)螺纹连接的螺纹孔,所述移动平台(27)上表面覆盖有电磁铁。
6.如权利要求1所述的环保砖砌块成型机的压合模具,其特征在于:所述送料轨道(2)整体呈l字形结构,结构对称线两侧结构完全一致。
7.如权利要求1所述的环保砖砌块成型机的压合模具,其特征在于:所述气缸(21)伸长后,所述螺纹杆(25)在所述电机(22)的转动控制下,所述螺纹杆(25)能够螺纹连接进入所述移动平台(27)上的螺纹孔内。
技术总结本技术涉及砌块成型机技术领域,具体为环保砖砌块成型机的压合模具,包括底座,所述底座上表面中间位置焊接有送料轨道,所述送料轨道内设有压合模具,所述底座上表面一侧焊接有按压机构,所述送料轨道呈L型结构,所述送料轨道两端外侧中间位置均安装有电机,所述电机输出轴同轴连接有传动机构。使用压合模具制作轻质砖,产品的添加和取出均可在按压机构在进行,解决了现有技术中存在的安全隐患,且本方案中送料轨道呈L型设计,两侧均可人工操作,生产效率更高,一侧将材料填充入模具中时,另一侧可将已填充的另一个模具放置到移动平台上接受按压,能够提高生产效率。技术研发人员:林荣受保护的技术使用者:临沧华文工业材料有限责任公司技术研发日:20230905技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240615/64937.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表