一种非织造布及其制备方法与流程
- 国知局
- 2024-07-10 18:30:52
本发明属于无纺布,涉及一种可降解、高强度的非织造布及其制备方法。
背景技术:
1、水刺无纺布手感柔软,具有一定吸湿性等,可应用于工业、医疗卫生、服装等领域。
2、目前水刺生产线包括直铺、半交铺生产线。近来直铺水刺布的需求量越来越低,原因主要就是其纵向强力比较大,横向强力低,使用过程产品容易变形,尤其在擦拭应用领域的体验感不足。而半交铺水刺布的劣势主要是产能低,其产能约是直铺线产能的一半,从而导致水电气单耗高,而且其用于擦拭领域的产品体验感也有待提升。
3、对于湿纸巾等擦拭领域产品,使用时要求具有一定的湿强度,而且由于其为用即弃卫生用品,还要求此类非织造产品便于环保处理;例如,一些具有可冲散性能的非织造布可用作擦拭卫生产品。但是,常规的可冲散水刺生产线在产品纵横向差异、强度及可冲散性等品质上难以很好地兼顾。
技术实现思路
1、有鉴于此,本发明提供一种非织造布及其制备方法,本发明提供的非织造布产品能够降解,具有较高的强度、不易变形,用于擦拭领域有良好的体验感。
2、本发明提供一种非织造布,其包括水刺复合的第一纤维层、第二纤维层和第三纤维层;所述第一纤维层和第二纤维层分别为湿法成网纤维层或气流成网纤维层;所述第一纤维层和第二纤维层分别包含木浆纤维或3-9mm长度的纤维素短纤维,且不同时为所述纤维素短纤维;
3、所述第三纤维层为所述非织造布的外层,或者位于第一纤维层和第二纤维层之间;所述第三纤维层为可降解无纺布层或可降解网格布层。
4、在本发明的实施例中,所述非织造布的纵横向强力比范围为1∶1~1∶1.5。
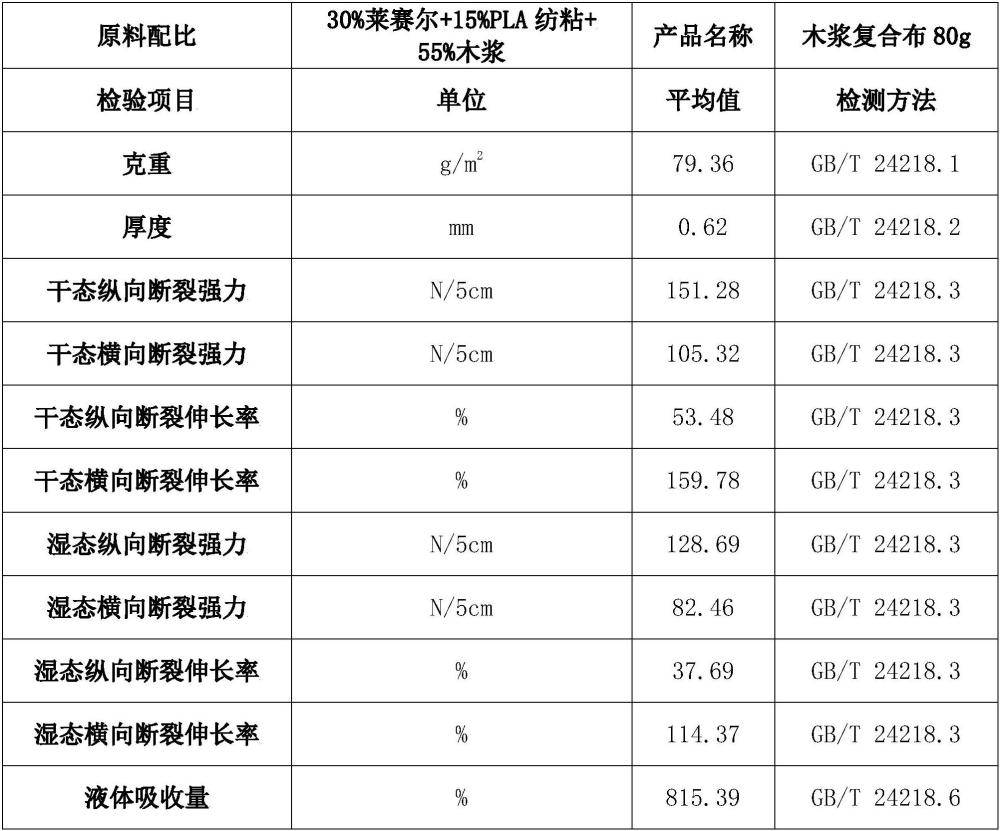
5、在本发明的实施例中,所述非织造布克重为65~90g/m2;所述第三纤维层为聚乳酸纺粘无纺布层或棉网格布层。
6、本发明所述的纤维素短纤维包括天然纤维素短纤维和再生纤维素短纤维,纤维长度为3-9mm;天然纤维素纤维例如棉、麻纤维,再生纤维素纤维也称半合成或半化学纤维素纤维,是以天然纤维素纤维为原料经化学助剂及工艺处理而形成的纤维素纤维。本发明中木浆纤维是以木材为原料,主要成分为纤维素;各纤维素成分纤维均可降解。所述的可降解无纺布层或可降解网格布层具有加固的纤维网布结构,强度良好,同时可降解。基于本发明所述非织造布的结构材料特点,其为可降解产品,产品纵横向强力比在1∶1.5以内,具有较高的强度,使用过程中产品不易变形;该非织造布为木浆复合类产品,用于擦拭领域的体验感较好。
7、本发明提供一种非织造布的制备方法,包括以下步骤:
8、步骤一、将第一纤维原料经开松后进行气流成网,形成第一纤维网;
9、将第二纤维原料进行湿法成网或气流成网,形成第二纤维网;
10、所述第一纤维原料和第二纤维原料选自木浆和/或3-9mm长度的纤维素短纤维,且不同时为所述纤维素短纤维;
11、步骤二、将所述第一纤维网和第二纤维网及退卷放送卷材叠层铺展,所述退卷放送卷材选自可降解无纺布或可降解网格布;通过高压水刺加固,得到非织造布。
12、在本发明的实施例中,步骤一中,所述气流成网为两层或三层薄纤网叠加。
13、在本发明的实施例中,步骤一中,所述3-9mm长度的纤维素短纤维为普通粘胶短切纤维和/或莱赛尔短切纤维。
14、在本发明的实施例中,步骤一中,所述木浆为针叶木浆和/或阔叶木浆。
15、在本发明的实施例中,步骤一中,所述第一纤维原料为绒毛木浆;所述纤维素短纤维的长度为3-8mm。
16、在本发明的实施例中,步骤一中,所述湿法成网包括:依次将第二纤维原料水力分散、除渣、稀释、输送成型。
17、在本发明的实施例中,步骤二中,所述高压水刺加固包括:至少一道水刺,之后脱水、热轧和干燥,经卷绕得到所述非织造布成品。
18、与现有技术相比,本发明实施例制备一种可降解、高强度的非织造布,其以木浆、3-9mm长度的纤维素短纤维为纤维原料,通过气流成网、湿法或气流成网对应形成第一纤维网和第二纤维网,然后结合可降解无纺布叠层铺展,采用高压水刺的加固方式,得到气流湿法复合成网的木浆非织造布,即为可降解、高强度的非织造布产品。本发明所生产的非织造布为可降解产品,产品纵横向强力比在1∶1.5以内,具有较高的强度,使用过程中产品不易变形;该非织造布为木浆复合类产品,用于擦拭领域的体验感较好。此外,本发明生产工艺能耗较低,具有优异的产品综合指标性能,利于规模化工业推广。
技术特征:1.一种非织造布,其特征在于,包括水刺复合的第一纤维层、第二纤维层和第三纤维层;所述第一纤维层和第二纤维层分别为湿法成网纤维层或气流成网纤维层;所述第一纤维层和第二纤维层分别包含木浆纤维或3-9mm长度的纤维素短纤维,且不同时为所述纤维素短纤维;
2.根据权利要求1所述的非织造布,其特征在于,所述非织造布的纵横向强力比范围为1∶1~1∶1.5。
3.根据权利要求1所述的非织造布,其特征在于,所述非织造布克重为65~90g/m2;所述第三纤维层为聚乳酸纺粘无纺布层或棉网格布层。
4.一种非织造布的制备方法,其特征在于,包括以下步骤:
5.根据权利要求4所述的制备方法,其特征在于,步骤一中,所述气流成网为两层或三层薄纤网叠加。
6.根据权利要求4所述的制备方法,其特征在于,步骤一中,所述3-9mm长度的纤维素短纤维为普通粘胶短切纤维和/或莱赛尔短切纤维。
7.根据权利要求4所述的制备方法,其特征在于,步骤一中,所述木浆为针叶木浆和/或阔叶木浆。
8.根据权利要求7所述的制备方法,其特征在于,步骤一中,所述第一纤维原料为绒毛木浆;所述纤维素短纤维的长度为3-8mm。
9.根据权利要求4-8任一项所述的制备方法,其特征在于,步骤一中,所述湿法成网包括:依次将第二纤维原料水力分散、除渣、稀释、输送成型。
10.根据权利要求4-8任一项所述的制备方法,其特征在于,步骤二中,所述高压水刺加固包括:至少一道水刺,之后脱水、热轧和干燥,经卷绕得到所述非织造布成品。
技术总结本发明提供了一种非织造布及其制备方法,该方法包括:将第一纤维原料经开松后进行气流成网,形成第一纤维网;将第二纤维原料进行湿法成网或气流成网,形成第二纤维网;所述第一纤维原料和第二纤维原料选自木浆和/或3‑9mm长度的纤维素短纤维,且不同时为所述纤维素短纤维;将所述第一纤维网和第二纤维网及退卷放送卷材叠层铺展,所述退卷放送卷材选自可降解无纺布;通过高压水刺加固,得到非织造布。所生产的非织造布为可降解产品,产品纵横向强力比在1:1.5以内,具有较高的强度,使用过程中产品不易变形;该非织造布为木浆复合类产品,用于擦拭领域的体验感较好。技术研发人员:陈锐,武伟彪,汪勇,王盼盼,李大鹏,高耀亮受保护的技术使用者:赛得利(常州)纤维有限公司技术研发日:技术公布日:2024/5/10本文地址:https://www.jishuxx.com/zhuanli/20240615/68964.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表