在发泡成形品用增强材料中使用的无纺布、发泡成形品用增强材料、以及在发泡成形品用增强材料中使用的无纺布的制造方法与流程
- 国知局
- 2024-07-11 14:42:09
本公开涉及在发泡成形品用增强材料中使用的无纺布、发泡成形品用增强材料、以及在发泡成形品用增强材料中使用的无纺布的制造方法。
背景技术:
1、作为发泡成形品用增强材料的一例,有与发泡聚氨酯成形品接合的无纺布(例如专利文献1)。在这样的发泡成形品的制造时,例如将增强材料置于模塑模具内,向模具的内部供给发泡聚氨酯材料,之后闭合模具。这样,通过聚氨酯发泡产生的气体在无纺布的纤维间隙中通过,发泡聚氨酯与增强材料接合。
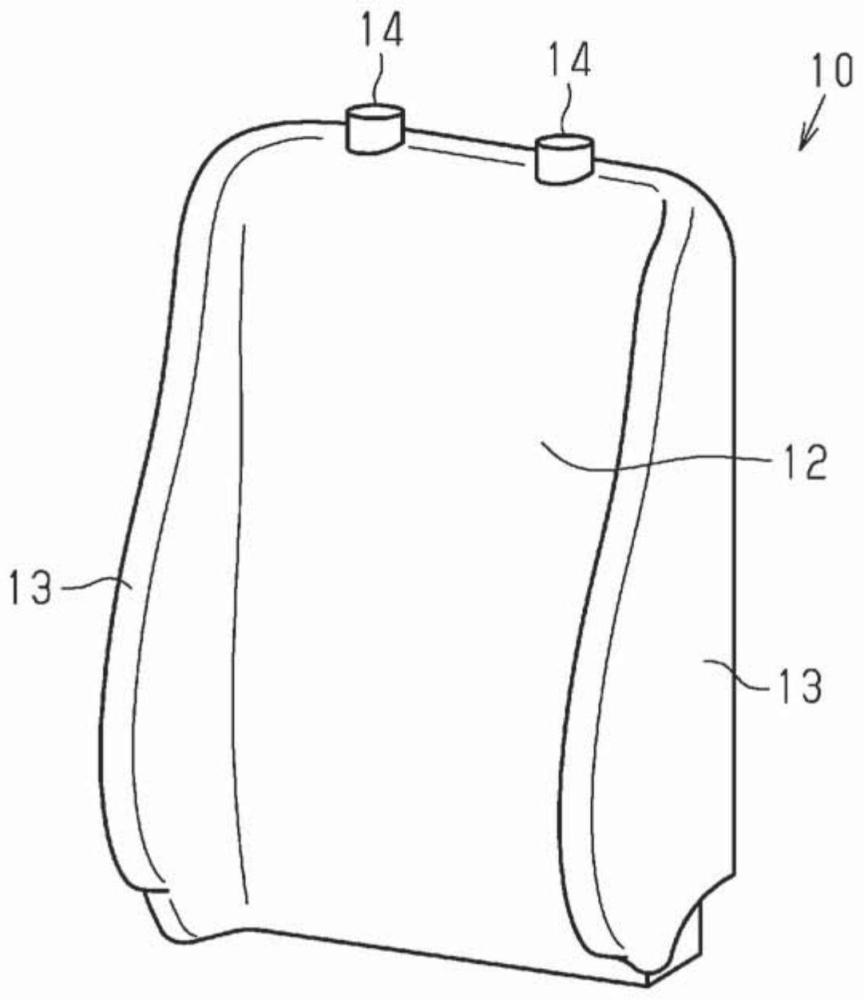
2、作为增强材料的一例,有车辆用座位座椅中使用的座椅垫。座椅垫有时被配置在与金属部件(例如管架或弹簧)相接的位置。这是由于增强材料可用于防止发泡材料由于从金属部件获得的局部力的作用而受到的损伤。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开2012-82548号公报
技术实现思路
1、发明所要解决的课题
2、在发泡成形品的制造时,若浸渗到纤维的间隙中的发泡材料通过无纺布,则发泡材料在成形品的表面露出。当金属部件与像这样露出的发泡材料接触时,由于摩擦而产生噪音。为了抑制这样的噪音的发生,有时使用多层无纺布层经层积而成的多层材料。这是由于,例如通过包含由纺粘法制造的致密的无纺布作为无纺布层中的一层,能够抑制发泡材料的通过。但是,包含致密的层的多层材料通常具有成形性差的问题。
3、本公开的目的在于提供在发泡成形品用增强材料中使用的无纺布、发泡成形品用增强材料、以及在发泡成形品用增强材料中使用的无纺布的制造方法。
4、用于解决课题的手段
5、本公开的一个方式的为了增强发泡成形品而与发泡成形材料接合的在发泡成形品用增强材料中使用的无纺布是经层积的网相互结合而成的单层材料,在7g/cm2的负荷下的厚度为1~8mm,层间剥离强度为0.05~2.45n/cm,上述层间剥离强度是使经结合的上述网之间相互剥离所需要的拉力的值。
技术特征:1.一种在发泡成形品用增强材料中使用的无纺布,其是为了增强发泡成形品而与发泡成形材料接合的在发泡成形品用增强材料中使用的无纺布,其中,所述无纺布:
2.根据权利要求1所述的在发泡成形品用增强材料中使用的无纺布,其中,
3.根据权利要求2所述的在发泡成形品用增强材料中使用的无纺布,其中,
4.根据权利要求1或2所述的在发泡成形品用增强材料中使用的无纺布,其包含:
5.一种发泡成形品用增强材料,其由权利要求1~3中任意一项所述的无纺布成形而成。
6.一种在发泡成形品用增强材料中使用的无纺布的制造方法,其包括:
技术总结为了增强发泡成形品而与发泡成形材料接合的在发泡成形品用增强材料中使用的无纺布是经层积的网相互结合而成的单层材料,在7g/cm<supgt;2</supgt;的负荷下的厚度为1~8mm,层间剥离强度为0.05~2.45N/cm。层间剥离强度是使经结合的网之间相互剥离所需要的拉力的值。技术研发人员:岩田康二受保护的技术使用者:株式会社AETEC-α技术研发日:技术公布日:2024/5/16本文地址:https://www.jishuxx.com/zhuanli/20240615/69974.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表