一种套结机的物料传送装置及包含该装置的套结机的制作方法
- 国知局
- 2024-07-11 14:47:01
本技术涉及一种套结机的物料传送装置及包含该装置的套结机,属于缝纫设备。
背景技术:
1、套结机也叫打结机,通常是用来加固线迹的,一般适合于服装,针织,毛衫,西服,牛仔服等生产厂家使用,套结机起到服装受力部位加固节缝制和圆头纽孔缝尾加固及缝锁伞顶圆的作用,在生产过程中,套结机可以缩短工作时间,提高生产效率,降低工人生产强度,节省人力。
2、根据市场的部分需求,需要将织带和面料缝合起来,市场上现有的一部分套结机在工作时,需要人工先在织带上做好标记,再对标记的地方进行加工作业,然后在需要缝合的面料上做标记,与织带上的标记位置一一对应,最后按照标记的位置将织带和面料缝合起来,由于需要在织带上作多个标记,操作过程过于繁琐,而一些套结机一次只能固定和定位一个点,这样工作效率低,浪费了大量的人力和时间,还容易出现标记误差。
技术实现思路
1、针对现有技术中存在的问题,本实用新型提供一种套结机的物料传送装置及包含该装置的套结机。
2、一种套结机的物料传送装置,包括至少两组传送单元,及可驱动传送单元沿x轴方向移动的驱动组件,x轴方向为物料传送方向;每组传送单元包括用于按压物料的按压头,及可驱动按压头沿y轴方向和z轴方向移动的移动组件,y轴方向为平行于套结机工作台面且垂直于物料传送方向的方向,z轴方向为垂直于套结机工作台面方向且垂直于物料传送方向的方向。
3、通过采用上述技术方案,在移动组件的作用下,按压头沿着y轴方向和z轴方向移动,然后按压头按压在物料上沿着物料传送方向拉动物料移动。
4、进一步的,驱动组件包括拖链以及驱动拖链运动的拖链驱动组件,拖链驱动组件包括电机,电机连接螺杆,螺杆上连接螺母,螺母直接或间接与拖链相连接,拖链和传送单元相连接,相邻的两组传送单元之间通过间距调整组件相连。
5、通过采用上述技术方案,在驱动组件的作用下,传送传送单元可以沿物料传送方向移动,在电机的作用下,螺母和螺杆之间发生相对位移,拖链随着螺母一起移动,拖链移动拉动传送单元移动,相邻的两个传送单元之间连接有间距调整组件,可以改变两个传送单元之间的距离调整两个传送单元之间物料的松紧。
6、进一步的,移动组件包括y轴方向移动组件和z轴方向移动组件,z轴方向移动组件设置于y轴方向移动组件下端,y轴方向移动组件横向设置,z轴方向移动组件纵向设置,z轴方向移动组件下端连接有按压块,按压块靠近物料一端与按压头相连接。
7、通过采用上述技术方案,z轴方向移动组件能够控制按压头在z轴方向上的移动,y轴方向移动组件可以控制按压头在y轴方向上的移动,能够准确的让按压头按压在物料上。
8、进一步的,按压头的按压面上设置有凸起,凸起呈长条状。
9、通过采用上述技术方案,在按压头的按压面上设置凸起,可以增大按压面和物料之间的摩擦,按压头能够更容易拉动物料。
10、进一步的,传送单元大于等于四组时,至少一组传送单元的按压块上设置有按压片。
11、通过采用上述技术方案,按压片可以按压物料,防止物料在被拉动时翘起。
12、进一步的,还包括设置与物料传输方向起始端预定位组件,预定位组件包括至少两组定位单元,定位单元包括定位头及驱动定位头沿z轴方向移动的定位头驱动组件,预定位组件起止端定位单元的定位头和定位头驱动组件设置有至少两个。
13、通过采用上述技术方案,定位头驱动组件驱动定位头向下运动可以固定物料,防止物料跑偏错位,预定组件起止端定位单元的定位头和定位头驱动组件设有多个可以按压物料的起止端,防止其被拉动时起止端翘起。
14、一种套结机,包括机架、机头组件和工作台,还包括权要求1-6任意一项的传送装置,传送装置的按压头沿物料传送装置滑动且设置于机架,机头组件包括缝纫针及设置于缝纫针四周的按压框,按压框设有开口,传送单元的按压头可沿开口进出按压框。
15、通过采用上述技术方案,按压头沿物料传方向移动到按压框西方,按压框下压框住按压头,按压框上开设的开口可以让按压头从按压框内退出。
16、进一步的,工作台沿物料传送方向设置有带状物料限位槽。
17、通过采用上述技术方案,限位槽可以限制物料的移动,防止其跑偏。
18、进一步的,限位槽底部设有吸风孔,吸风孔连接吸风组件。
19、通过采用上述技术方案,吸风组件可以通过吸风孔将物料吸附在限位槽上,防止物料跑偏。
20、进一步的,还包括设置于物料传送方向末尾端的收料机构,收料机构包括收料台、气泵、推杆以及驱动推杆的远离机架的推杆驱动组件,气泵连接有吹气头,吹气头安装在机头远离预定位组件一端上。
21、通过采用上述技术方案,传送单元将加工好的织带和面料传送到物料传送大方向的末尾端,驱动推杆驱动推杆将物料下方的物料推到收料台上,机头上的吹气头可以将面料吹到收料台上。
22、进一步的,推杆驱动组件两侧设置有支撑杆,支撑杆一端连接固定板,另一端贯穿固定板上开设的圆孔与推杆相连接,固定板固定在机架上。
23、通过采用上述技术方案,支撑杆可以支撑和固定推杆,保证推杆的稳定性。
24、相对于现有技术,本实用新型所具备的有益效果至少有:通过设计了一种物料传送装置,可以同时定位和固定多个点,通过传送单元将织带和面料传送到机头处,并对面料上被传送单元的按压头按压的地方进行加工,大大减少了人工逐个标记和操作的时间,提高了效率,减少了由人工标记产生的误差。
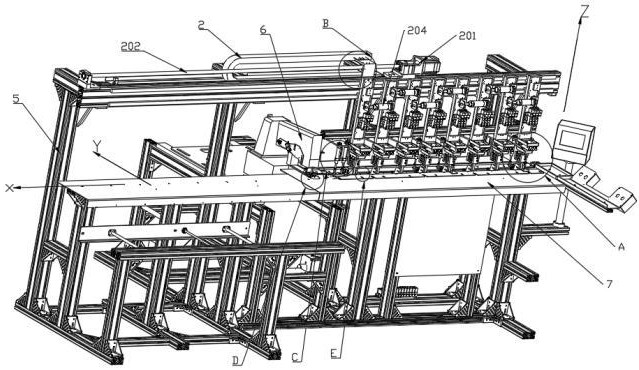
技术特征:1.一种套结机的物料传送装置,其特征在于:包括至少两组传送单元,及可驱动传送单元沿x轴方向移动的驱动组件,所述x轴方向为物料传送方向;所述每组传送单元包括用于按压物料的按压头(1),及可驱动按压头(1)沿y轴方向和z轴方向移动的移动组件,所述y轴方向为平行于套结机工作台面且垂直于物料传送方向的方向,所述z轴方向为垂直于套结机工作台面方向且垂直于物料传送方向的方向。
2.根据权利要求1所述的一种套结机的物料传送装置,其特征在于,所述驱动组件包括拖链(2)以及驱动拖链(2)沿x轴方向运动的拖链驱动组件,所述拖链驱动组件包括电机(201),所述电机(201)连接螺杆(202),所述螺杆(202)上连接有螺母(203),所述螺母(203)直接或间接与拖链(2)相连接,所述拖链(2)与传送单元相连接,相邻的两组所述传送单元之间通过间距调整组件(204)相连。
3.根据权利要求1或2所述的一种套结机的物料传送装置,其特征在于,所述移动组件包括y轴方向移动组件(102)和z轴方向移动组件(103),所述z轴方向移动组件(103)设置于y轴方向移动组件(102)下端,所述y轴方向移动组件(102)横向设置,所述z轴方向移动组件(103)纵向设置,所述z轴方向移动组件(103)下端连接有按压块(101),所述按压块(101)靠近物料一端与按压头(1)相连接。
4.根据权利要求1所述的一种套结机的物料传送装置,其特征在于,所述按压头(1)的按压面上设置有凸起(104),所述凸起(104)呈长条状。
5.根据权利要求1或2所述的一种套结机的物料传送装置,其特征在于,所述传送单元大于等于四组时,至少一组传送单元的按压块(101)上设置有按压片(3)。
6.根据权利要求1或2所述的一种套结机的物料传送装置,其特征在于,还包括设置于物料传输方向起始端的预定位组件,所述预定位组件包括至少两组定位单元,所述定位单元包括定位头(4)及驱动定位头沿z轴方向移动的定位头驱动组件(401),所述预定位组件起止端定位单元的定位头(4)和定位头驱动组件(401)设置有至少两个。
7.一种套结机,包括机架(5)、机头组件和工作台(7),其特征在于:还包括权利要求1-6任意一项所述的传送装置,所述传送装置的按压头(1)沿物料传送装置滑动设置于机架(5)。
8.根据权利要求7所述的一种套结机,其特征在于,所述机头组件包括机头(6)、缝纫针(602)及设置于缝纫针(602)四周的按压框(601),所述按压框(601)设有开口,所述传送装置的按压头(1)可沿开口进出按压框(601)。
9.根据权利要求7或8所述的一种套结机,其特征在于,所述工作台(7)沿物料传送方向设置有带状物料限位槽(8)。
10.根据权利要求9所述的一种套结机,其特征在于,所述限位槽(8)底部设有吸风孔(801),所述吸风孔(801)连接吸风组件(802)。
11.根据权利要求7或8所述的一种套结机,其特征在于,还包括设置于物料传送方向末尾端的收料机构,所述收料机构包括收料台(9)、气泵(901)、推杆(902)以及驱动推杆(902)远离机架的推杆驱动组件(903),所述气泵(901)连接有吹气头(904),所述吹气头(904)安装在机头(6)远离预定位组件一端上。
12.根据权利要求11所述的一种套结机,其特征在于,所述推杆驱动组件(903)两侧设置有支撑杆(905),所述支撑杆(905)一端连接固定板(906),另一端贯穿固定板(906)上开设的圆孔与推杆(902)相连接,所述固定板(906)固定在机架(5)上。
技术总结本技术公开了一种套结机的物料传送装置及包含该装置的套结机,属于缝纫设备技术领域,包括至少两组传送单元,及可驱动传送单元沿X轴方向移动的驱动组件,X轴方向为物料传送方向;每组传送单元包括用于按压物料的按压头,及可驱动按压头沿Y轴方向和Z轴方向移动的移动组件,Y轴方向为平行于套结机工作台面且垂直于物料传送方向的方向,Z轴方向为垂直于套结机工作台面方向且垂直于物料传送方向的方向,可以同时定位和固定多个点,通过传送单元将织带和面料传送到机头处,并对面料上被传送单元的按压头按压的地方进行加工,大大减少了人工逐个标记和操作的时间,提高了效率,减少了由人工标记产生的误差。技术研发人员:陈捷受保护的技术使用者:平湖卓尔机电科技有限公司技术研发日:20230922技术公布日:2024/5/27本文地址:https://www.jishuxx.com/zhuanli/20240615/70509.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。