一种低松弛预应力特种不锈钢拉吊索用钢绞线及其生产方法与流程
- 国知局
- 2024-07-11 15:07:06
本发明涉及钢绞线生产,尤其涉及一种低松弛预应力特种不锈钢拉吊索用钢绞线及其生产方法。
背景技术:
1、近年来,随着跨江跨海和近海工程的增加,腐蚀环境对预应力钢绞线的耐久性提出了挑战,特别是在海水、南方高湿多雨、北方高温差、融雪剂、高盐高寒等环境中。目前,预应力低松弛拉吊索通常采用环氧树脂涂层钢绞线和热镀锌钢绞线,但这些材料仅在短时间内缓解耐腐蚀性能,并在锚具部位遇到硬接触问题,导致涂层损坏和局部腐蚀加剧。此外,在桥梁和公路的预应力钢绞线服役阶段,火灾风险也存在,建筑火灾通常需要2小时扑灭,此时预应力混凝土结构内部预应力筋温度可达近400℃。传统预应力钢纹线在高温下强度和刚度劣化,同时由于高温蜡变导致严重预应力损失。这不仅导致结构承载能力下降,还加速结构开裂和变形,促使火灾高温向内部扩散,形成恶性循环。整个预应力混泥土结构很快可能垮塌,引发严重安全事故。因此,迫切需要开发一种符合标准gb/t5224-2014的混泥土结构用预应力钢绞线,具有高耐应力腐蚀、抗疲劳、耐高温、低松弛和高扭转等特性。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明目的在于提供一种低松弛预应力特种不锈钢拉吊索用不锈钢钢丝及其生产方法,解决了现有技术中存在的问题,经该方法制造出来的低松弛预应力特种不锈钢拉吊索用绞线物理性能方面均复合现有标准gb/t5224-2014的混泥土结构用预应力钢绞线,并且具有较高的耐应力腐蚀、抗疲劳、耐高温、低松弛、高扭转的特点。
3、(二)技术方案
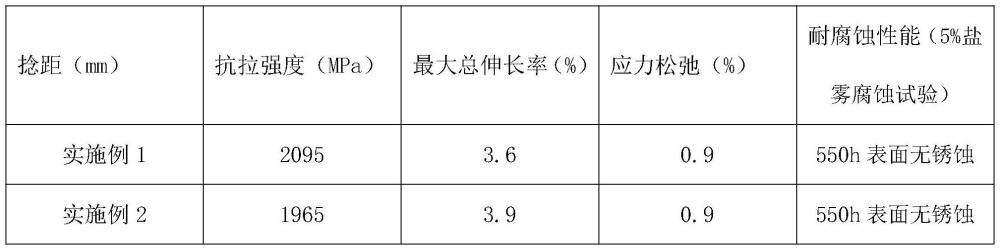
4、为实现上述目的,本发明提供如下技术方案:一种低松弛预应力特种不锈钢拉吊索用绞线,包括一根中心丝和六根边丝,六根边丝以逆时针方向设置在中心丝的外缘上,它们在同捻距的范围内同步旋绕,完成一轮绕制,形成了合股的结构,中心丝的公称直径范围为5.25±0.05mm,边丝的公称直径范围为5.05±0.05mm,捻制后公称直径为15.24mm,允许偏差范围在15.09~15.64mm之间,其物理性能满足:抗拉强度≥1860mpa,最大总伸长率≥2%,应力松弛≤2.5%。
5、一种低松弛预应力特种不锈钢拉吊索用绞线及其生产方法,其特征在于,包括以下步骤:s1捻股、s2第一张紧、s3、稳定化处理、s4水冷却、s5干燥、s6第二张紧、s7、表面处理,s8收线,
6、s1、捻股:将多根不锈钢丝绞合在一起形成股;s2、第一张紧:将捻好的不锈钢股进行第一次紧张处理;s3、稳定化处理:将第一次张紧处理的不锈钢股进行热处理;s4、水冷却:用水冷装置迅速对不锈钢绞线进行冷却;s5、干燥:使用吹干装置对不锈钢绞线进行干燥;s6、第二张紧:进行第二次张紧处理;s7、表面处理,s8、收线:用于将制成的钢绞线卷绕成卷筒状。
7、优选的,步骤s1捻股过程中六根边丝的生产线速度为15m/min,中心丝的生产线速度为15m/min。
8、优选的,步骤s1捻股过程中钢绞线的捻距设定为213mm,约为公称直径的14倍,允许范围为:205-230mm。
9、优选的,步骤s2第一张紧过程中牵引预张拉30-50%最大力,牵引轮张力为78-130kn。
10、优选的,步骤s3、稳定化处理过程中钢绞线的回火温度范围为:300-700℃,保温时间为60s。
11、优选的,步骤s4水冷却包括快速冷却至50℃以下,冷却时间控制在5s内。
12、优选的,步骤s5干燥包括风速设置在10m/s-30m/s之间,干燥温度为100-140℃,干燥的风速的设置在10m/s-30m/s,干燥时间5-60s。
13、优选的,步骤s6第二张紧过程中牵引预张拉50-65%最大力,牵引轮张力为100-125kn。
14、优选的,s1捻股段的放线速度为:5-60m/min,s3中频回火段的线速度为:5-60m/min,s4水冷却段的线速度为:5-60m/min,s7、表面处及钝化理速度为:5-60m/min,s8收线速度为:5-60m/min。
15、(三)有益效果
16、通过该生产方法中的各个步骤中,包括捻股速度、捻距、回火温度、冷却时间、干燥参数等均经过细致的控制,以确保最终的钢绞线具有良好的耐高温性能,通过该生产方法制成的不锈钢绞线的抗拉强度≥1860mpa,最大总伸长率≥2%,应力松弛≤2.5%,其物理性能方面均复合现有标准gb/t5224-2014混泥土结构用预应力钢绞线的要求,采用本发明所述的钢绞线应用在特种不锈钢拉吊索中能够满足吊索的使用要求,并且具有较高的耐应力腐蚀、抗疲劳、耐高温、低松弛、高扭转的特点。
技术特征:1.一种低松弛预应力特种不锈钢拉吊索用钢绞线,包括一根中心丝和六根边丝,其特征在于:所述六根边丝以逆时针方向设置在中心丝的外缘上,它们在同捻距的范围内同步旋绕,完成一轮绕制,形成了合股的结构,中心丝的公称直径范围为5.25±0.05mm,边丝的公称直径范围为5.05±0.05mm,捻制后公称直径为15.24mm,允许偏差范围在15.09~15.64mm之间。
2.一种低松弛预应力特种不锈钢拉吊索用钢绞线的生产方法,其特征在于,包括以下步骤:
3.根据权利要求2所述的一种低松弛预应力特种不锈钢拉吊索用钢绞线的生产方法,其特征在于,所述步骤s1捻股过程中六根边丝的生产线速度为5-60m/min,中心丝的生产线速度为5-60m/min。
4.根据权利要求2所述的一种低松弛预应力特种不锈钢拉吊索用钢绞线的生产方法,其特征在于,所述步骤s1捻股过程中钢绞线的捻距设定为公称直径的14倍,即213mm,允许范围为205-230mm。
5.根据权利要求2所述的一种低松弛预应力特种不锈钢拉吊索用钢绞线的生产方法,其特征在于,所述步骤s2第一张紧过程中牵引预张拉30-50%最大力,牵引轮的张力大小为78-130kn。
6.根据权利要求2所述的一种低松弛预应力特种不锈钢拉吊索用钢绞线的生产方法,其特征在于,所述步骤s3稳定化处理过程中钢绞线的回火温度范围为:350-450℃,保温时间为20-120s。
7.根据权利要求2所述的一种低松弛预应力特种不锈钢拉吊索用钢绞线的生产方法,其特征在于,所述步骤s4水冷却包括快速冷却至50℃以下,冷却时间控制在5s内。
8.根据权利要求2所述的一种低松弛预应力特种不锈钢拉吊绞线的生产方法,其特征在于,所述步骤s5干燥包括风速设置在10m/s-30m/s之间,干燥温度为100-150℃,干燥的风速的设置在10m/s-30m/s,干燥时间5-40s。
9.根据权利要求2所述的一种低松弛预应力特种不锈钢拉吊索用钢绞线的生产方法,其特征在于,所述步骤s6第二张紧过程中牵引预张拉50-65%最大力,牵引轮的张力大小为130-169kn。
10.根据权利要求2所述的一种低松弛预应力特种不锈钢拉吊索用钢绞线的生产方法,其特征在于,s1捻股段的放线速度为:10-60m/min,s3中频回火段的线速度为:10-60m/min,s4水冷却段的线速度为:10-60m/min,s7收线速度为:25-60m/min。
技术总结本发明涉及钢绞线生产领域,尤其涉及一种低松弛预应力特种不锈钢拉吊索用钢绞线及其生产方法,包括以下步骤:S1、捻股:将多根不锈钢丝绞合在一起形成股;S2、第一张紧:将捻好的不锈钢股进行第一次张紧处理;S3、稳定化处理:将第一次张紧处理的不锈钢股进行热处理;S4、水冷却:用水冷迅速将不锈钢绞线冷却下来;S5、干燥:在冷却之后,可能需要将不锈钢绞线进行干燥;S6、第二张紧:进行第二次张紧处理;S7、表面处理及钝化:通过电解柠檬酸溶液,去除润滑剂残余,并且使绞线表面钝化。S8、收线:用于将制成的钢绞线卷绕成卷筒状,通过这些步骤制成的低松弛预应力特种不锈钢拉吊索用钢绞线,适用于多种工程和应用需求,具有出色的强度、稳定性和优异的耐腐蚀性。技术研发人员:王昌将,潘宜杰,李磊受保护的技术使用者:富佰新材料(浙江)有限公司技术研发日:技术公布日:2024/6/13本文地址:https://www.jishuxx.com/zhuanli/20240615/72546.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表