拼色门的制作方法、拼色门及家具与流程
- 国知局
- 2024-07-11 15:11:38
本发明涉及家具制造,特别涉及一种拼色门的制作方法、拼色门及家具。
背景技术:
1、随着社会的发展及人们对自身居住环境要求的不断提高,撞色风格的拼色门在市场上越来越受青睐。
2、相关技术中,常见的拼色门的制作方法有两种,其中一种是使用油漆喷涂工艺,通过两种或多种油漆颜色喷涂达到拼色门的效果,此类工艺制作的拼色门的外观单一,缺乏设计美感;工序也较为复杂,需经过反复喷涂和打磨,同时反复打磨和喷涂会导致人工成本增加,生产周期延长;且不同颜色交汇处的油漆存在相互渗色现象。另一种是不同颜色的面板拼接,然后四周使用铝拼框加固,这种方法制作的拼色门会出现铝拼框因面板受潮导致拼缝变大的问题;面板也容易出现弯曲变形,导致面板之间的拼接缝隙变大;由于增加了铝拼框,增加了制作成本,且难以设置t型拉直器,门板容易发生弯曲变形,会给设计带来较大的局限性;拼接面板会存在表面不平整的问题,外观效果不佳。
技术实现思路
1、本发明旨在至少在一定程度上解决现有技术中的上述技术问题之一。为此,本发明第一方面实施例提供了一种拼色门的制作方法,能够在保证拼色门的外观美感的同时防止门芯板弯曲变形。
2、本发明第二方面实施例提出一种拼色门。
3、本发明第三方面实施例提出一种家具。
4、根据本发明第一方面实施例的拼色门的制作方法,包括以下步骤:按照预设尺寸对工字型件原料进行切割,以得到一个或多个所需的工字型件;按照开料尺寸对门芯板原料进行开料,以得到两个或两个以上所需的门芯板,其中,至少有两个所述门芯板的颜色不同;开料后在预设时间内对得到的所述门芯板进行封边;将封边后的所述门芯板与所述工字型件进行拼装,以获得所述拼色门。
5、基于上述技术方案,本发明实施例至少具有以下有益效果:通过工字型件将两个或多个封边的门芯板免拼框拼装在一起,形成拼色门,能够有效防止门芯板发生弯曲变形,也避免了因铝框拼装而产生的拼装缝隙,外表也更加美观。
6、根据本发明第一方面实施例的拼色门的制作方法,按照预设尺寸对工字型件原料进行切割,以得到一个所需的工字型件;按照开料尺寸对门芯板原料进行开料,以得到厚度相同的第一门芯板和第二门芯板;开料后在预设时间内对得到的所述第一门芯板和所述第二门芯板进行封边;将封边后的所述第一门芯板的一侧卡入所述工字型件的一侧并固定,将封边后的所述第二门芯板的一侧卡入所述工字型件的另一侧并固定。
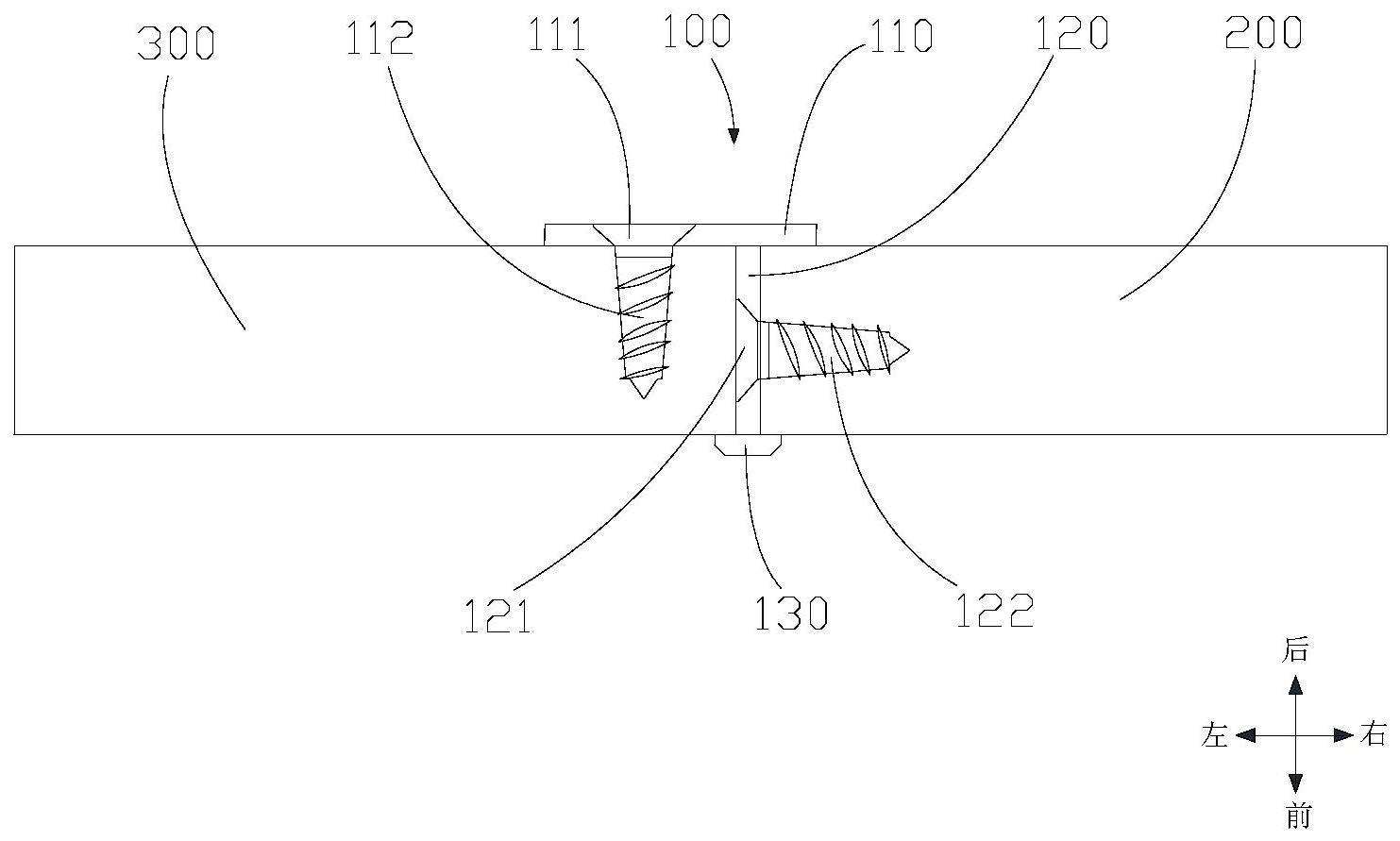
7、根据本发明第一方面实施例的拼色门的制作方法,将所述第一门芯板左侧的端面紧贴第二板条的右侧面,将第一紧固件穿过所述第二板条上的第一通孔,以与所述第一门芯板连接,从而将所述第一门芯板固定在所述第二板条的右侧;将所述第二门芯板右侧的端面紧贴所述第二板条的左侧面,将第二紧固件穿过第一板条上的第二通孔以与所述第二门芯板连接,从而将所述第二门芯板固定在所述第二板条的左侧,其中,所述第一门芯板的厚度与所述第二板条的宽相等。
8、根据本发明第一方面实施例的拼色门的制作方法,通过数控打孔设备对所述工字型件进行打孔,其中,数控打孔设备的参数设置为:设备t1刀盘更换成台阶钻,一级刃径为4~5mm,二级刃径为7~10mm,刀具总长为60~80mm,刀柄直径为8~12mm,主轴转速为6000~15000mm/min,进给速度为500~1000mm/min。
9、根据本发明第一方面实施例的拼色门的制作方法,对门芯板原料进行开料,以得到多个不同宽度的门芯板板条,在开料后间隔测量门芯板板条长边的弯曲变形量,并进行分析以得到所述预设时间。
10、根据本发明第一方面实施例的拼色门的制作方法,通过封边机进行封边,其中,所述封边机的参数设置为:预铣量为1.5~5mm,进给速度为20-30m/min,pur胶水涂布量为170±20g/m2,工作气压为6-8bar。
11、根据本发明第二方面实施例的拼色门,包括:工字型件,包括第一板条、第二板条和装饰条,所述第一板条与所述装饰条相对平行设置,所述第二板条设置于所述第一板条与所述装饰条之间,且所述第二板条垂直于所述第一板条;第一门芯板,设置在所述第二板条的一侧,且与所述第二板条连接;第二门芯板,设置在所述第二板条远离所述第一门芯板的一侧,且与所述第一板条连接;其中,所述第一门芯板与所述第二门芯板的颜色不同。
12、根据本发明第二方面实施例的拼色门,所述第二板条沿其长度方向设置有若干个第一通孔,第一紧固件与所述第一通孔一一对应设置,以将所述第一门芯板固定在所述第二板条的一侧,所述第一板条在远离所述第一门芯板的一侧也沿其长度方向设置有若干个第二通孔,第二紧固件与所述第二通孔一一对应设置,以将所述第二门芯板固定在所述第二板条的另一侧。
13、根据本发明第二方面实施例的拼色门,所述第一门芯板和所述第二门芯板均具有封边结构,且所述第一门芯板的厚度与所述第二门芯板的厚度相同,均与所述第二板条的宽相等。
14、根据本发明第三方面实施例的家具,包括上述的拼色门,还包括家具本体,所述拼色门设置在所述家具本体上。
15、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:1.拼色门的制作方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的拼色门的制作方法,其特征在于:按照预设尺寸对工字型件原料进行切割,以得到一个所需的工字型件;按照开料尺寸对门芯板原料进行开料,以得到厚度相同的第一门芯板和第二门芯板;开料后在预设时间内对得到的所述第一门芯板和所述第二门芯板进行封边;将封边后的所述第一门芯板的一侧卡入所述工字型件的一侧并固定,将封边后的所述第二门芯板的一侧卡入所述工字型件的另一侧并固定。
3.根据权利要求2所述的拼色门的制作方法,其特征在于:将所述第一门芯板左侧的端面紧贴第二板条的右侧面,将第一紧固件穿过所述第二板条上的第一通孔,以与所述第一门芯板连接,从而将所述第一门芯板固定在所述第二板条的右侧;将所述第二门芯板右侧的端面紧贴所述第二板条的左侧面,将第二紧固件穿过第一板条上的第二通孔以与所述第二门芯板连接,从而将所述第二门芯板固定在所述第二板条的左侧,其中,所述第一门芯板的厚度与所述第二板条的宽相等。
4.根据权利要求1或2所述的拼色门的制作方法,其特征在于:通过数控打孔设备对所述工字型件进行打孔,其中,数控打孔设备的参数设置为:设备t1刀盘更换成台阶钻,一级刃径为4~5mm,二级刃径为7~10mm,刀具总长为60~80mm,刀柄直径为8~12mm,主轴转速为6000~15000mm/min,进给速度为500~1000mm/min。
5.根据权利要求1或2所述的拼色门的制作方法,其特征在于:对门芯板原料进行开料,以得到多个不同宽度的门芯板板条,在开料后间隔测量门芯板板条长边的弯曲变形量,并进行分析以得到所述预设时间。
6.根据权利要求1或2所述的拼色门的制作方法,其特征在于:通过封边机进行封边,其中,所述封边机的参数设置为:预铣量为1.5~5mm,进给速度为20-30m/min,pur胶水涂布量为170±20g/㎡,工作气压为6-8bar。
7.拼色门,其特征在于,包括:
8.根据权利要求7所述的拼色门,其特征在于:所述第二板条沿其长度方向设置有若干个第一通孔,第一紧固件与所述第一通孔一一对应设置,以将所述第一门芯板固定在所述第二板条的一侧,所述第一板条在远离所述第一门芯板的一侧也沿其长度方向设置有若干个第二通孔,第二紧固件与所述第二通孔一一对应设置,以将所述第二门芯板固定在所述第二板条的另一侧。
9.根据权利要求7所述的拼色门,其特征在于:所述第一门芯板和所述第二门芯板均具有封边结构,且所述第一门芯板的厚度与所述第二门芯板的厚度相同,均与所述第二板条的宽相等。
10.家具,其特征在于:包括权利要求7至9中任一项所述的拼色门,还包括家具本体,所述拼色门设置在所述家具本体上。
技术总结本发明公开了一种拼色门的制作方法,包括以下步骤:按照预设尺寸对工字型件原料进行切割,以得到一个或多个所需的工字型件;按照开料尺寸对门芯板原料进行开料,以得到两个或两个以上所需的门芯板,其中,至少有两个门芯板的颜色不同;开料后在预设时间内对得到的门芯板进行封边;将封边后的门芯板与工字型件进行拼装,以获得拼色门。本发明还公开了一种拼色门,以及包括该拼色门的家具。本发明的拼色门能够防止门芯板弯曲变形,且外表美观。此发明用于家具制造技术领域。技术研发人员:柯建生,张帆,林松森,宁永健,王有来受保护的技术使用者:索菲亚家居股份有限公司技术研发日:技术公布日:2024/1/15本文地址:https://www.jishuxx.com/zhuanli/20240615/73033.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。