制造纤维素产品的方法和制造纤维素产品的产品成型单元与流程
- 国知局
- 2024-07-11 15:11:37
本公开涉及一种在产品成型单元中由空气成型的纤维素坯料结构制造纤维素产品的方法。产品成型单元包括缓冲模块和挤压模块,其中挤压模块包括一个或多个用于由纤维素坯料结构成型纤维素产品的成型模具。在一个或多个成型模具中,通过将纤维素坯料结构加热到成型温度并用成型压力挤压纤维素坯料结构,由纤维素坯料结构成型纤维素产品。本公开还涉及一种用于由空气成型的纤维素坯料结构制造纤维素产品的产品成型单元。
背景技术:
1、纤维素纤维经常被用作用于生产或制造产品的原材料。由纤维素纤维成型的产品可以用于许多需要可持续产品的不同情况。纤维素纤维可以生产多种产品,例如一次性盘子和杯子、餐具、盖子、瓶盖、咖啡荚和包装材料。
2、成型模具通常用于由纤维素纤维原材料制造纤维素产品,并且传统上纤维素产品是湿法成型的。通常用于湿法成型纤维素纤维产品的材料是湿法模塑纸浆。湿法模塑纸浆的优点是被认为是一种可持续的包装材料,因为它是由生物材料制成的,并且使用后可以回收。因此,湿法模塑纸浆在不同的应用中迅速流行起来。湿法模塑纸浆制品通常通过将抽吸成型模具浸入包含纤维素纤维的液体或半液体纸浆悬浮液或浆料中而成型,并且当施加抽吸时,通过在成型模具上沉积纤维而成型具有所需产品形状的浆体。对于所有的湿法成型技术,都需要对湿法成型产品进行干燥,其中干燥是生产中非常耗时和耗能的部分。对纤维素产品的美学、化学和机械性能的要求越来越高,并且由于湿法成型纤维素产品的性能,其机械强度、柔性、材料厚度的自由度和化学性能受到限制。在湿法成型工艺中也很难高精度地控制产品的机械性能。
3、纤维素产品生产领域的一个发展是在不使用湿法成型的情况下,在干法成型工艺中成型纤维素纤维。使用空气成型的纤维素坯料结构代替由液体或半液体纸浆悬浮液或浆料成型纤维素产品。将空气成型的纤维素坯料结构插入成型模具中,并且在纤维素产品的成型过程中,纤维素坯料结构在成型模具中经受高成型压力和高成型温度。
4、当干燥成型纤维素产品时使用产品成型单元,并且产品成型单元通常使用包括成型模具的挤压模块。其他模块和部件被布置为与产品成型单元中的挤压模块连接,例如进给模块、缓冲模块和坯料干燥成型模块。由于需要在成型模具中建立高的产品成型压力,产品成型单元通常使用高容量的挤压模块,例如通常用于成型其他材料(例如钢板)的垂直液压挤压单元。坯料成型模块通常来源于卫生行业,例如来自尿布生产单元的成型模块。所使用的产品成型单元是由于所使用的标准模块的类型,以及所涉及的大量模块和部件占用了制造设施中的大空间。
5、使用为其他目的开发的标准模块的一个缺点是需要进行工程工作,以将来自不同行业的不同模块集成到产品成型单元中,以用于从干燥成型的纤维素坯料结构制造纤维素产品。这类项目通常需要6到12个月的时间,每个产品成型单元需要数人-数年的时间,通常最终成型定制的工业生产线,对复制或扩大规模的价值较小。将不同的模块从单独采购的模块集成到产品成型单元中,构成了许多转炉进行干燥成型的障碍。因此,对一个完整、完全集成、标准化的生产成型单元的需求很高,该单元可供采购、运输、安装和运行。
6、因此,需要一种用于在产品成型单元中由空气成型的纤维素坯料结构制造纤维素产品的改进方法,以及一种用于由具有更紧凑布局和构造的空气成型的纤维素坯料结构制造纤维素产品的产品成型单元。
技术实现思路
1、本公开的一个目的是提供一种用于在产品成型单元中由空气成型的纤维素坯料结构制造非扁平纤维素产品的方法,以及一种用于由空气成型的纤维素坯料结构制造非扁平纤维素产品的产品成型单元,其中避免了前面提到的问题。该目的至少部分地通过独立权利要求的特征来实现。从属权利要求包含用于在产品成型单元中由空气成型的纤维素坯料结构制造非扁平纤维素产品的方法的进一步发展,以及用于由空气成型的纤维素坯料结构制造非扁平纤维素产品的产品成型单元。
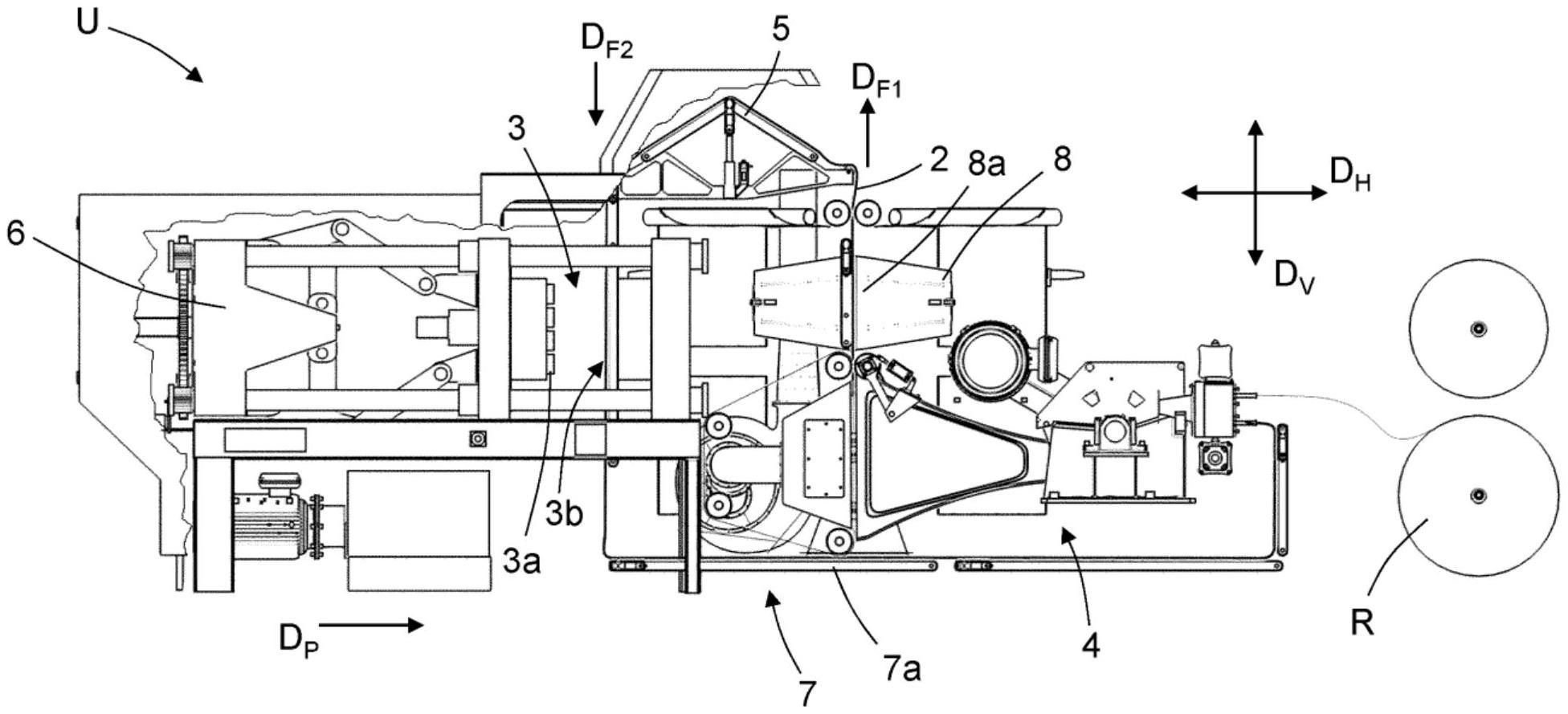
2、本公开涉及一种用于在产品成型单元中由空气成型的纤维素坯料结构制造非扁平纤维素产品的方法。该产品成型单元包括缓冲模块和挤压模块,该挤压模块包括一个或多个成型模具。该方法包括以下步骤:提供纤维素坯料结构并将纤维素坯料结构进给到缓冲模块;在缓冲模块中缓冲纤维素坯料结构,并将纤维素坯料结构从缓冲模块进给到挤压模块;在一个或多个成型模具中通过将纤维素坯料结构加热到成型温度并用成型压力挤压纤维素坯料结构来由纤维素坯料结构成型纤维素产品。纤维素坯料结构在第一进给方向上连续进给到缓冲模块,并且在第二进给方向上间歇地从缓冲模块进给,其中,第二进给方向不同于第一进给方向。
3、这些特征的优点是,不同的进给方向使优化的模块能够集成到一个单一的单元或机器中,可以在货运集装箱中运输,放置在转炉的车间,在几个月内连接并开始生产,而转炉不需要或只需要很少的模块工程技能。另外的优点是不同的进给方向使得产品成型单元的布局和构造更加紧凑。利用这种配置,模块可以以非传统的方式相对于彼此定位,以实现高效和紧凑的布局。此外,集成模块设计使生产成型单元的重量比今天的单元轻几倍,这些单元将离散的单独采购的模块对齐到定制的工业生产线上。机器的重量通常与采购价格有关,这种解决方案也为转炉降低了几倍的投资成本。较低的投资成本使其能够更快地转化为由纤维素原材料而非塑料材料制成的产品。
4、根据本公开的一个方面,第一进给方向与第二进给方向相反或基本相反。这使得能够有效地进给纤维素坯料结构,其中纤维素坯料结构从第一进给方向重定向到第二进给方向,其中这些方向彼此相反或基本上彼此相反。
5、根据本公开的另一个方面,第一进给方向是向上方向,第二进给方向是向下方向。这实现了产品成型单元的智能和高效布局,其中该单元可以在垂直方向上构建以实现紧凑布局。
6、根据本公开的又一个方面,纤维素坯料结构间歇地从缓冲模块进给到挤压模块。间歇进给确保将纤维素坯料结构有效地输送到间歇操作的挤压模块中。
7、根据本公开的一个方面,缓冲模块被配置为在缓冲模式和进给模式中交替地操作。该方法还包括以下步骤:以连续输入速度在缓冲模式和进给模式下将纤维素坯料结构进给到缓冲模块;以及与在进给模式下从缓存模块输出纤维素坯料结构的输出速度相比,将纤维素坯料结构以更低的输出速度在缓冲模式下从缓冲模块进给。连续的输入速度确保了纤维素坯料结构稳定地传输到缓冲模块中。缓冲模式中较低的输出速度允许在缓冲模块中构建纤维素坯料结构的缓冲器。
8、根据本公开的另一个方面,缓冲模式中的输出速度为零,或者缓冲模式下的输出速度基本上为零。这些速度选项确保了将纤维素坯料结构有效地间歇进给到挤压模块。
9、根据本公开的又一个方面,缓冲模块包括入口部分、出口部分以及在入口部分和出口部分之间的缓冲部分。纤维素坯料结构在入口部分和出口部分之间的缓冲部分中具有缓冲延伸。该方法还包括以下步骤:在缓冲模式期间逐渐增加纤维素坯料结构在缓冲部分中的缓冲延伸,以及在进给模式期间逐渐减少纤维素坯料结构在缓冲部分中的缓冲延伸。缓冲模块的这种操作使得能够平稳地缓冲纤维素坯料结构以及平稳地从缓冲模块释放纤维素坯料结构。
10、根据本公开的一个方面,缓冲部分包括引导构件,其中引导构件包括第一臂部和第二臂部,其被配置用于在缓冲模式和进给模式中间歇地改变缓冲延伸。该方法包括以下步骤:在缓冲模式和进给模式下改变第一臂部和第二臂部之间的角度关系,以改变缓冲延伸。变化的角度关系确保了缓冲模块的高效和紧凑的布局,并且臂部用于在不同模式下改变缓冲延伸。
11、根据本公开的另一个方面,该方法还包括以下步骤:连续地将纤维素坯料结构进给到入口部分,并且通过引导构件的激活将纤维素坯料结构从出口部分间歇性地进给。在引导构件在缓冲模式下的激活期间,纤维素坯料结构的缓冲器被构建在缓冲部分中。在引导构件在进给模式下的激活期间,纤维素坯料结构的缓冲器从缓冲部分释放。
12、根据本公开的又一个方面,产品成型单元包括被配置用于提供纤维素坯料结构的坯料干燥成型模块。该方法包括以下步骤:提供纤维素原材料,并将纤维素原材料进给到坯料干燥成型模块;在坯料干燥成型模块中由纤维素原材料干燥成型纤维素坯料结构;以及将纤维素坯料结构从坯料干燥成型模块进给到缓冲模块。坯料干燥成型模块能够在不需要预制纤维素坯料结构的情况下成型与挤压模块紧密连接的纤维素坯料结构。由于产品成型单元的模块化配置,可以实现紧凑的布局。此外,使用纤维素原材料作为在线生产纤维素坯料结构的输入材料,产品成型单元的操作是有效的。
13、根据本公开的一个方面,坯料干燥成型模块包括研磨机、成型室和被布置成与成型室连接的成型线材。该方法还包括以下步骤:在研磨机中从纤维素原材料分离纤维,并将分离的纤维分布到成型室中的成型线材上,以成型纤维素坯料结构。
14、根据本公开的另一个方面,成型线材包括成型段,该成型段布置成连接到成型室的成型室开口。该方法还包括以下步骤:在成型段上成型纤维素坯料结构。
15、根据本公开的又一方面,成型段在向上的坯料成型方向上延伸。该方法还包括以下步骤:在成型段上成型纤维素坯料结构,并将成型的纤维素坯料结构从成型段在向上的坯料成型方向朝向缓冲模块输送。成型段的非传统的向上延伸使得产品成型单元的布局紧凑,因为纤维素坯料结构可以在向上的方向上成型以用于直接输送到缓冲模块。
16、根据本公开的一个方面,产品成型单元包括坯料回收模块。该方法还包括以下步骤:将纤维素坯料结构的残余部件从挤压模块进给到坯料干燥成型模块。残余部件的进给确保纤维素坯料结构的未使用部分可以重复使用。
17、根据本公开的另一个方面,产品成型单元包括布置在缓冲模块上游的屏障应用模块。该方法还包括以下步骤:在屏障应用模块中将屏障组合物施加到纤维素坯料结构上。该屏障组合物用于改变纤维素产品的疏水性能。
18、根据本公开的又一个方面,该方法还包括以下步骤:通过将纤维素坯料结构加热到100-300℃范围内的成型温度,在一个或多个成型模具中由纤维素坯料结构成型纤维素产品,以及用1-100mpa(优选4-20mpa)范围内的成型压力挤压纤维素坯料结构。这些参数提供了纤维素产品的有效成型,其中成型了强氢键。
19、根据本公开的一个方面,挤压模块是用于由纤维素坯料结构成型非扁平纤维素产品的纤维素产品肘节挤压模块。该方法还包括以下步骤:提供具有肘节压力机的纤维素产品肘节挤压模块和一个或多个成型模具,其中,肘节压力机包括在挤压方向上可移动地布置的挤压构件、连接到挤压构件的肘节机构、连接到肘节机构的挤压致动器布置,以及电子控制系统,该电子控制系统可操作地连接到挤压致动器布置,并且其中,一个或多个成型模具各自包括附接到挤压构件的可移动的第一模具部件和固定的第二模具部件;肘节压力机以主要布置在水平方向上的挤压构件的挤压方向安装,具体地,以布置在与水平方向成20度以内的挤压构件的挤压方向安装,更具体地,以与水平方向平行的挤压方向安装;将纤维素坯料结构进给由间隔开的第一和第二模具部件限定的挤压区域;通过电子控制系统来控制挤压致动器布置的操作,以用于使用肘节机构在挤压方向上驱动挤压构件,并且通过将每个第一成型模具部件压靠在固定的第二成型模具部件来由纤维素坯料结构成型纤维素产品。肘节压力机的主要水平定向使得纤维素产品成型单元的构建高度较低,并且纤维素坯料结构从坯料干燥成型模块到挤压模块的材料流动不直。由于纤维素纤维材料的连续幅材通常以与挤压模块的挤压方向大约成直角的方式供应到挤压模块,因此肘节压力机的主要水平定向通常与连续纤维素坯料结构的主要垂直布置的供应流相关联。因此,明显的是,当开发用于高效生产纤维素产品的紧凑纤维素产品成型单元时,主要水平布置的挤压模块是非常有益的,其中挤压构件主要沿水平方向布置,特别是使挤压构件的挤压方向布置在与水平方向成20度以内,并且更具体地使挤压方向与水平方向平行。
20、本公开还涉及一种用于由空气成型的纤维素坯料结构制造非扁平纤维素产品的产品成型单元。该产品成型单元包括缓冲模块和挤压模块,挤压模块包括一个或多个成型模具。产品成型单元适于将纤维素坯料结构进给到缓冲模块,将纤维素坯料结构缓冲在缓冲模块中,以及将纤维素坯料结构从缓冲模块进给到挤压模块。产品成型单元还适于通过将纤维素坯料结构加热到成型温度并用成型压力挤压纤维素坯料结构,在一个或多个成型模具中由纤维素坯料结构成型纤维素产品。缓冲模块包括坯料进给系统,该坯料进给系统被配置用于将纤维素坯料结构在第一进给方向上连续地进给到缓冲模块,并且将纤维素坯料结构在第二进给方向上间歇地从缓冲模块进给,其中,第二进给方向不同于第一进给方向。
21、这些特征的优点在于不同的进给方向使得产品成型单元的布局和构造更加紧凑。利用这种配置,模块可以以非传统的方式相对于彼此定位,以实现高效和紧凑的布局。
22、根据本公开的一个方面,缓冲模块包括入口部分、出口部分以及在入口部分和出口部分之间的缓冲部分。纤维素坯料结构在入口部分和出口部分之间的缓冲部分中设置有缓冲延伸。缓冲部分被配置为在缓冲模式期间逐渐增加纤维素坯料结构的缓冲延伸,并且在进给模式期间逐渐减少纤维素坯料结构的缓冲延伸。缓冲模块的这种配置使得能够平稳地缓冲纤维素坯料结构以及平稳地从缓冲模块释放纤维素坯料结构。
23、根据本公开的另一个方面,缓冲部分包括引导构件,其中引导构件包括第一臂部和第二臂部,其被配置用于在缓冲模式和进给模式中间歇地改变缓冲延伸。缓冲部分被配置用于在缓冲模式和进给模式下改变第一臂部和第二臂部之间的角度关系,以改变缓冲延伸。变化的角度关系确保了缓冲模块的高效和紧凑的布局,并且臂部用于在不同模式下改变缓冲延伸。
24、根据本公开的又一个方面,坯料进给系统包括至少一个坯料进给辊,该坯料进给辊被布置成连接到入口部分或在入口部分上游,和/或连接到出口部分或在出口部分下游。坯料进给辊用于确保纤维素坯料结构进入缓冲模块和离开缓冲模块的所需运输。
25、根据本公开的一个方面,缓冲模块包括布置在入口部分上游的第一坯料重定向装置和/或布置在出口部分下游的第二坯料重定向装置。重定向装置用于改变缓冲模块内的纤维素坯料结构的方向,这取决于缓冲模块的设计和构造。
26、根据本公开的另一个方面,坯料进给系统被配置用于将纤维素坯料结构连续地进给到入口部分,并且通过引导构件的激活从出口部分间歇地进给纤维素坯料结构。在引导构件在缓冲模式下的激活期间,纤维素坯料结构的缓冲器构建在缓冲部分中。在引导构件在进给模式下的激活期间,纤维素坯料结构的缓冲器从缓冲部分释放。
27、根据本公开的又一个方面,产品成型单元包括坯料干燥成型模块,该模块被配置用于提供纤维素坯料结构。坯料干燥成型模块能够在不需要预制纤维素坯料结构的情况下成型与挤压模块紧密连接的纤维素坯料结构。由于产品成型单元的模块化配置,可以实现紧凑的布局。
28、根据本公开的一个方面,坯料干燥成型模块包括研磨机、成型室和布置成与成型室连接的成型线材。该研磨机被配置用于从纤维素原材料分离纤维。成型室被配置用于将分离的纤维分布到成型线材的成型段上,以用于成型纤维素坯料结构。
29、根据本公开的另一个方面,成型段在向上的坯料成型方向上延伸。成型段的非传统的向上延伸使得产品成型单元的布局紧凑,因为纤维素坯料结构可以在向上的方向上成型以用于直接输送到缓冲模块。
30、根据本公开的又一个方面,产品成型单元包括坯料回收模块,该坯料回收模块被配置用于将纤维素坯料结构的残余部件从挤压模块进给到坯料干燥成型模块。回收模块确保纤维素坯料结构的残余部件可以重复使用。
31、根据本公开的一个方面,产品成型单元包括布置在缓冲模块上游的屏障应用模块。屏障应用模块被配置用于将屏障组合物施加到纤维素坯料结构上。屏障应用模块有效地将屏障组合物施加到纤维素坯料结构上,以改变纤维素产品的疏水性能。
32、根据本公开的另一个方面,一个或多个成型模具被配置用于通过将纤维素坯料结构加热到100-300℃范围内的成型温度,并用1-100mpa(优选4-20mpa)范围内的成型压力挤压纤维素坯料结构,由纤维素坯料结构成型纤维素产品。这些参数提供了纤维素产品的有效成型,其中成型了强氢键。
33、根据本公开的又一个方面,挤压模块是纤维素产品肘节挤压模块,以用于由纤维素坯料结构成型非扁平纤维素产品。该挤压模块包括:肘节压力机,该肘节压力机包括在挤压方向上可移动地布置的挤压构件、驱动地连接到挤压构件的肘节机构、驱动地连接到肘节机构的挤压致动器布置、以及可操作地连接到挤压致动器布置的电子控制系统,以及一个或多个成型模具,每个包括附接到挤压构件的可移动的第一成型模具部件和固定的第二成型模具部件。该电子控制系统被配置用于控制挤压致动器布置的操作,以用于使用肘节机构在挤压方向上驱动挤压构件,并且通过将第一成型模具部件压靠在固定的第二成型模具部件而由空气成型的纤维素坯料结构成型非扁平纤维素产品。肘节压力机以主要布置在水平方向上的挤压构件的挤压方向安装或布置成以该挤压方向安装,具体地说,以被布置在与水平方向成20度以内的挤压构件的挤压方向安装,更具体地,以平行于水平方向挤压方向安装。肘节压力机的主要水平定向使得纤维素产品成型单元的构建高度较低,并且纤维素坯料结构从坯料干燥成型模块到挤压模块的材料流动不直。非直的材料流动,其中连续的空气成型的纤维素坯料结构在第一方向上行进,例如向上,随后在第二方向上行进,例如向下,通常能够开发和制造更紧凑的纤维素产品成型单元。由于纤维素纤维材料的连续幅材通常以与挤压模块的挤压方向大约成直角的方式供应到挤压模块,因此肘节压力机的主要水平定向通常与连续纤维素坯料结构的主要垂直布置的供应流相关联。因此,很明显,当开发紧凑的纤维素产品成型单元时,主要水平布置的挤压模块是非常有益的,该单元具有从坯料干燥成型模块到挤压模块的纤维素坯料结构的非直材料流动。
本文地址:https://www.jishuxx.com/zhuanli/20240615/73032.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表