熔喷纤维膜的制造方法与流程
- 国知局
- 2024-07-11 14:58:25
本揭露内容是有关于一种纤维膜的制造方法,特别是有关于一种熔喷纤维膜的制造方法。
背景技术:
1、在纺织产业中,由于不织布可不经编织形成,因此与不织布相关的议题逐渐成为发展重点。此外,由于不织布具有工艺时间短、产量高、成本低以及原料来源广等优点,因此适合应用于消费市场。不织布的广泛的定义可以是利用压力形成或利用粘性来形成的布状物。然而,不织布的工艺可具有相当多变化,且随着工艺改变,不织布的性质亦会随之改变。
2、一般而言,相较于熔喷工艺,通过电纺工艺所形成不织布通常具有较细的纤维,亦可称作纤维膜。然而,由于电纺设备的限制,其相较于熔喷工艺的生产速度较为缓慢。因此,如何通过熔喷工艺制造出具有低的纤维细度及高的纤维分布均匀性的纤维膜,并使纤维膜具备适当且集中的孔径,从而使纤维膜兼具高透气性及高透湿性,为目前相当重要的议题。
技术实现思路
1、本揭露内容提供一种熔喷纤维膜的制造方法,其可制备出兼具高透湿性及高透气性的熔喷纤维膜。
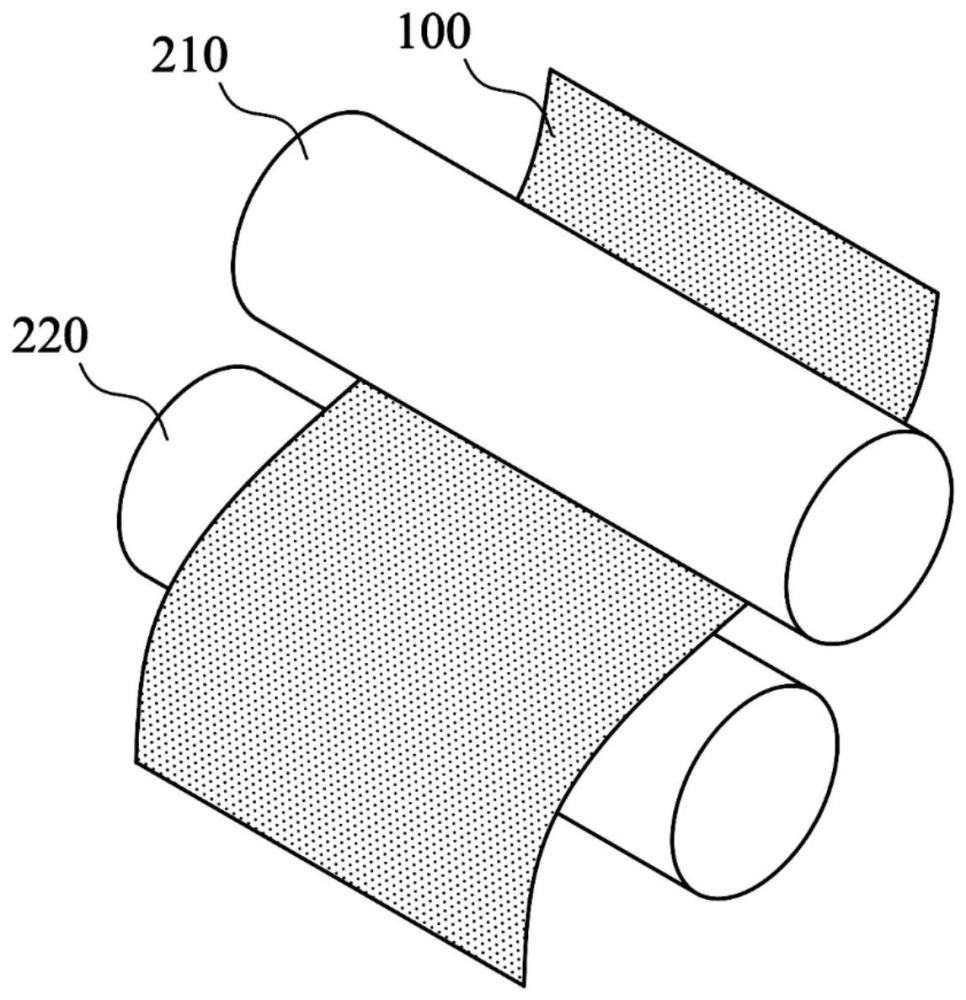
2、根据本揭露一些实施方式,熔喷纤维膜的制造方法包括以下步骤:使熔喷膜材行经第一压合轮与第二压合轮间,以对熔喷膜材进行压光工艺,其中熔喷膜材包括多条熔喷纤维,每一条熔喷纤维包括高流动性聚酯及经改性聚酯,高流动性聚酯在温度为230℃时具有介于350g/10min至550g/10min间的熔融指数,经改性聚酯在温度为230℃时具有介于200g/10min至400g/10min间的熔融指数,且第一压合轮及第二压合轮各自的轮温度介于100℃至155℃间。
3、在本揭露一些实施方式中,第一压合轮与第二压合轮间的轮距介于0.05mm至0.10mm间。
4、在本揭露一些实施方式中,高流动性聚酯是聚对苯二甲酸丁二酯,且第一压合轮及第二压合轮各自的轮温度介于130℃至155℃间。
5、在本揭露一些实施方式中,高流动性聚酯是热塑性聚酯弹性体,且第一压合轮及第二压合轮各自的轮温度介于100℃至115℃间。
6、在本揭露一些实施方式中,第一压合轮与第二压合轮的线压力介于50kg/cm至70kg/cm间。
7、在本揭露一些实施方式中,50%以上的数量的熔喷纤维的纤维直径介于0.5μm至1.5μm间。
8、在本揭露一些实施方式中,75%以上的数量的熔喷纤维的纤维直径介于0.5μm至1.0μm间。
9、在本揭露一些实施方式中,经改性聚酯包括软链聚酯,且软链聚酯具有以式(1)表示的单体单元:
10、
11、在本揭露一些实施方式中,经改性聚酯包括软链聚酯,且软链聚酯具有以式(2)表示的单体单元:
12、
13、在本揭露一些实施方式中,经改性聚酯包括软链聚酯,且该软链聚酯具有以式(3)表示的单体单元:
14、其中x为介于1至12间的正整数,且y为介于1至12间的正整数。
15、根据本揭露上述实施方式,由于本揭露所使用的熔喷膜材中的熔喷纤维包括高流动性聚酯及经改性聚酯,且高流动性聚酯以及经改性聚酯各自具有特定范围的熔融指数,因此熔喷纤维可具有低且集中的纤维细度,从而可均匀地分布于熔喷纤维膜中,再搭配使用具有特定范围的轮温度的压合轮来对熔喷膜材进行压光工艺,使熔喷纤维膜可具有适当且集中的孔径,从而使熔喷纤维膜兼具高透湿性及高透气性。
技术特征:1.一种熔喷纤维膜的制造方法,其特征在于,包括:
2.如权利要求1所述的熔喷纤维膜的制造方法,其特征在于,该第一压合轮与该第二压合轮间的轮距介于0.05mm至0.10mm间。
3.如权利要求1所述的熔喷纤维膜的制造方法,其特征在于,该高流动性聚酯是聚对苯二甲酸丁二酯,且该第一压合轮及该第二压合轮各自的该轮温度介于130℃至155℃间。
4.如权利要求1所述的熔喷纤维膜的制造方法,其特征在于,该高流动性聚酯是热塑性聚酯弹性体,且该第一压合轮及该第二压合轮各自的该轮温度介于100℃至115℃间。
5.如权利要求1所述的熔喷纤维膜的制造方法,其特征在于,该第一压合轮与该第二压合轮的线压力介于50kg/cm至70kg/cm间。
6.如权利要求1所述的熔喷纤维膜的制造方法,其特征在于,50%以上的数量的所述多条熔喷纤维的纤维直径介于0.5μm至1.5μm间。
7.如权利要求1所述的熔喷纤维膜的制造方法,其特征在于,75%以上的数量的所述多条熔喷纤维的纤维直径介于0.5μm至1.0μm间。
8.如权利要求1所述的熔喷纤维膜的制造方法,其特征在于,该经改性聚酯包括软链聚酯,且该软链聚酯具有以式(1)表示的单体单元:
9.如权利要求1所述的熔喷纤维膜的制造方法,其特征在于,该经改性聚酯包括软链聚酯,且该软链聚酯具有以式(2)表示的单体单元:
10.如权利要求1所述的熔喷纤维膜的制造方法,其特征在于,该经改性聚酯包括软链聚酯,且该软链聚酯具有以式(3)表示的单体单元:
技术总结一种熔喷纤维膜的制造方法包括以下步骤:使熔喷膜材行经第一压合轮与第二压合轮间,以对熔喷膜材进行压光工艺,其中熔喷膜材包括多条熔喷纤维,每一条熔喷纤维包括高流动性聚酯以及经改性聚酯,高流动性聚酯在温度为230℃时具有介于350g/10min至550g/10min间的熔融指数,经改性聚酯在温度为230℃时具有介于200g/10min至400g/10min间的熔融指数,且第一压合轮以及第二压合轮各自的轮温度介于100℃至155℃间。本揭露的熔喷纤维膜的制造方法可制备出兼具高透湿性及高透气性的熔喷纤维膜。技术研发人员:林英骐,陈威宏受保护的技术使用者:财团法人纺织产业综合研究所技术研发日:技术公布日:2024/6/2本文地址:https://www.jishuxx.com/zhuanli/20240615/71605.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表