一种纸蜂窝夹芯复合板生产装置及其工艺的制作方法
- 国知局
- 2024-07-11 15:16:01
本发明涉及复合板生产,尤其涉及一种纸蜂窝夹芯复合板生产装置及其工艺。
背景技术:
1、纸蜂窝夹芯结构复合板是由上下两层面板和纸蜂窝芯粘合而成,以其极佳的抗压、表面抗变形特性和超轻型结构特征而被广泛应用。
2、从力学角度分析,封闭的六角等边蜂窝结构相比其它结构,能以最少的材料获得最大的受力,而蜂窝结构板受垂直于板面的载荷时,它的弯曲刚度与同材料、同厚度的实心板相差无几,甚至更高,但其重量却轻70~90%,而且不易变形,不易开裂和断裂,并且新型纸蜂窝夹芯结构复合板不仅有重量轻、比强度高、比刚度高、抗振、隔热、隔音和耐候性、成本低、节省资源等优点,而且是可以再生或循环利用的环保材料,符合我国“双碳”战略。
3、经检索,中国专利公开号为cn105365325b的专利,公开了一种纸蜂窝夹芯结构复合板材及其制备方法,包括通过粘合剂依次将上面板(1)、纸蜂窝内芯(2)、下面板(3)粘合在一起,在60-70摄氏度,模压压力在4mpa或40bar条件下通过模压模具(4)压制成型,冷却固化即得;所述模压模具(4)包括上部模具(5)和下部模具(6),所述上部模具(5)和下部模具(6)分别均匀分布有位置和大小相对应的凸起。
4、上述专利存在以下不足:其直接将纸蜂窝内芯与面板固定,由于纸蜂窝内芯整体结构具有一定的韧性,使得在热合时,纸蜂窝内芯无法均匀的填充面板之间,从而使得成品质量下降。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种纸蜂窝夹芯复合板生产装置及其工艺。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种纸蜂窝夹芯复合板生产装置及其工艺,包括以下步骤:
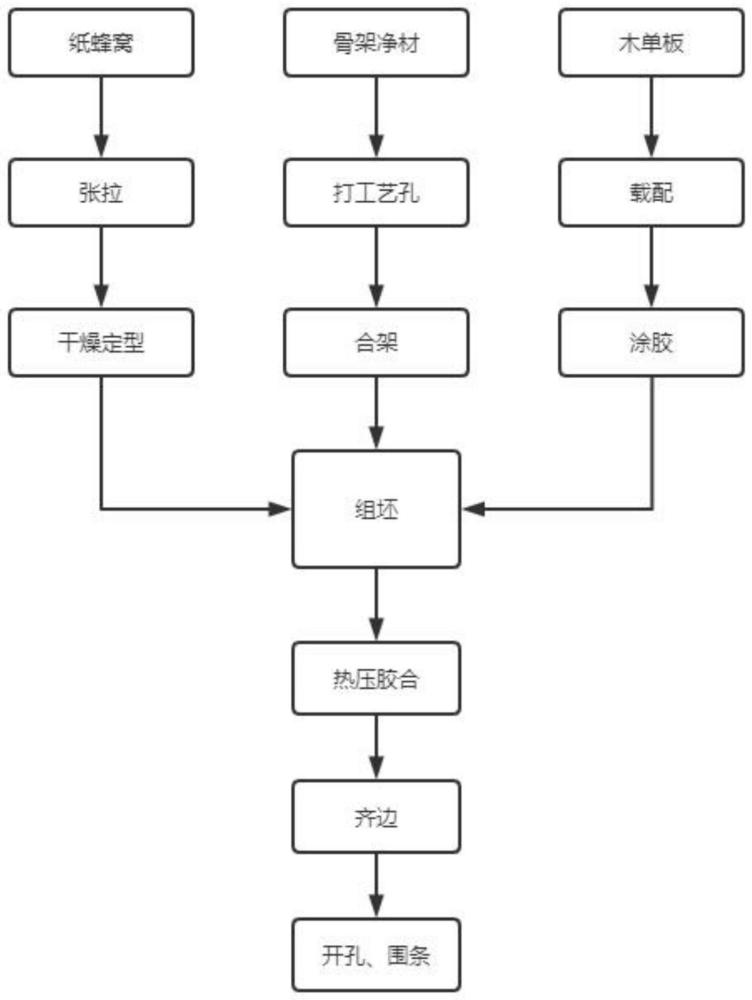
4、s1:组坯;
5、s11:取纸蜂窝进行张拉后,干燥定型,得到a料;
6、s12:取骨架净材后,首先打工艺孔,随后进行合架得到b料;
7、s13:取木单板,进行载配,并再其连接面进行涂胶,得到c料;
8、s14:将a、b、c料进行组坯;
9、s2:冷压胶合,将组坯后的材料使用冷压压机加热并施加压力进行胶合;
10、s3:齐边,使用切割机或器具将坯料的四周修齐;
11、s4:开孔,围条,将修齐后的边角开孔,并将封条围置边角并固定即可。
12、优选地:所述s1中,纸蜂窝的高度大于骨架净材厚度0.5mm。
13、优选地:所述s11中,纸蜂窝为c型,张拉后的抗压强度大于10n/cm2。
14、优选地:所述s11中,干燥定型的温度为120-130c。
15、优选地:所述s12中,骨架净材选用针叶材、阔叶材中的一种或两种组合,含水率小于18%。
16、优选地:所述s12中,骨架净材采用棵接合的框架结构或蚂赣钉结合的框架结构。
17、优选地:所述s13中,木单板为一级木单板。
18、优选地:所述s13中,涂覆的胶为常温固化环氧树脂胶,涂胶量为280-380g/m2,所述树脂胶的树脂含量为58%-62%,粘度为550-800厘泊,固化周期为25-50s。
19、优选地:所述s2中,冷压单位压力为35-45n/cm2,冷压时间为7-10分钟。
20、优选地:所述s13中,树脂胶的配制和涂覆方法为:
21、s131:将固化剂配成浓度为15-20%的水溶液;
22、s132:加入树脂后搅拌均匀;
23、s133:使用双滚轮涂胶机在木单板毛面上均匀涂胶即可。
24、本发明的有益效果为:
25、本发明通过s13中,醛树脂胶的配制和涂覆方法为:
26、s131:将固化剂配成浓度为15-20%的水溶液;
27、s132:加入树脂后搅拌均匀。
28、一种纸蜂窝夹芯复合板生产工艺的生产装置,包括开孔机、冷压机、切割机、切割器具;
29、所述切割机包括底座以及通过螺栓固定于底座顶部外壁的龙门架以及通过螺栓固定有底座顶部外壁的固定支撑台,所述龙门架的内侧通过同步伸缩器传动连接有升降板,所述升降板的底部通过空心筒二转动连接有旋转架,所述空心筒二的外壁焊接有齿圈,齿圈的一侧啮合有齿轮,升降板的顶部外壁通过螺栓固定有电动机一,电动机一的输出轴通过键连接于齿轮的内壁;
30、所述旋转架的内侧通过导向杆滑动配合有两个滑动架,且旋转架的内壁转动连接有丝杆,丝杆通过旋向相反的螺纹连接于两个滑动架的内壁,且旋转架的一侧外壁通过螺栓固定有电动机二,电动机二的输出轴通过联轴器连接于丝杆的外壁;
31、所述滑动架的内侧通过空心筒一转动连接有切割片,且旋转架的侧壁通过螺栓固定有电动机三,电动机三的输出轴通过联轴器连接有传动轴,传动轴通过其外壁焊接的键状凸起间隙配合于切割片的内壁。
32、1.本发明在组坯前,将纸蜂窝进行干燥定型,再进行组坯,可使得纸蜂窝的分布较为均匀,从而使得复合板的质量较高。
33、2.本发明对骨架打工艺孔,可使得热合时,内部受热空气能及时排出,不会使得整体封闭而造成的鼓泡情况,进一步提高了质量。
34、3.本发明通过设置旋转架,其利用空心筒二与升降板转动配合,其通过电动机一-齿轮-齿圈的驱动链能实现旋转,从而在复合板的单次固定情况下能实现复合板的四边修齐,从而提高了加工效率。
35、4.本发明通过设置滑动架,其支撑切割片,且滑动架受到丝杆的驱动能改变两个切割片的相对位置,从而对矩形的复合板或者不同宽度的复合板均有较好的适用性
36、5.本发明在对切割片的旋转驱动采用键状凸起的间隙配合形式,其一方面能保证传动,另一方面也能使得切割片可轴向移动,从而使得电动机二与电动机三不会出现其一启动,另一从动的现象,其位置相对固定,便于布线。
技术特征:1.一种纸蜂窝夹芯复合板生产工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种纸蜂窝夹芯复合板生产工艺,其特征在于,所述s1中,纸蜂窝的高度大于骨架净材厚度0.5mm。
3.根据权利要求1所述的一种纸蜂窝夹芯复合板生产工艺,其特征在于,所述s11中,纸蜂窝为c型,张拉后的抗压强度大于10n/cm2。
4.根据权利要求3所述的一种纸蜂窝夹芯复合板生产工艺,其特征在于,所述s11中,干燥定型的温度为120-130c。
5.根据权利要求1所述的一种纸蜂窝夹芯复合板生产工艺,其特征在于,所述s12中,骨架净材选用针叶材、阔叶材中的一种或两种组合,含水率小于18%。
6.根据权利要求5所述的一种纸蜂窝夹芯复合板生产工艺,其特征在于,所述s12中,骨架净材采用棵接合的框架结构或蚂赣钉结合的框架结构。
7.根据权利要求1所述的一种纸蜂窝夹芯复合板生产工艺,其特征在于,所述s13中,木单板为一级木单板。
8.根据权利要求7所述的一种纸蜂窝夹芯复合板生产工艺,其特征在于,所述s13中,涂覆的胶为常温固化环氧树脂胶,涂胶量为280-380g/m2,所述树脂胶的树脂含量为58%-62%,粘度为550-800厘泊,固化周期为25-50s;树脂胶的配制和涂覆方法为:
9.根据权利要求1所述的一种纸蜂窝夹芯复合板生产工艺,其特征在于,所述s2中,冷压单位压力为35-45n/cm2,冷压时间为7-10分钟。
10.一种根据权利要求1-9任一所述的一种纸蜂窝夹芯复合板生产工艺的生产装置,其特征在于,包括开孔机、冷压机、切割机、切割器具;
技术总结本发明公开了一种纸蜂窝夹芯复合板生产装置及其工艺,涉及复合板生产技术领域;包括如下步骤:组坯;取纸蜂窝进行张拉后,干燥定型,得到A料;取骨架净材后,首先打工艺孔,随后进行合架得到B料;取木单板,进行载配,并再其连接面进行涂胶,得到C料;将A、B、C料进行组坯;常温下加压胶合,将组坯后的材料使用冷压机施加压力并保压一定时间进行胶合;齐边,使用切割机或器具将坯料的四周修齐;开孔,围条,将修齐后的边角开孔,并将封条围置边角并固定即可,纸蜂窝的高度大于骨架净材厚度0.5mm。本发明在组坯前,将纸蜂窝进行干燥定型,再进行组坯,可使得纸蜂窝的分布较为均匀,从而使得复合板的质量较高。技术研发人员:李泽云,张伟华,李杰受保护的技术使用者:湖南宏森新材料科技有限责任公司技术研发日:技术公布日:2024/1/5本文地址:https://www.jishuxx.com/zhuanli/20240615/73551.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表