木材旋切机刀台位置进给控制方法与流程
- 国知局
- 2024-07-11 15:21:00
本发明涉及木材加工设备及电机控制,具体涉及一种木材旋切机刀台位置进给控制方法。
背景技术:
1、由于森林资源的日益匮乏,木材资源的综合高效益利用已成为木工设备制造业和木材加工业面前的重要课题。传统木材旋切单板采用有卡旋切,但有卡旋切存在卡心,当木材小于一定直径时木材就无法旋切,而当圆木直径较小时,只能把木心制成木工心板,造成圆木资源的浪费。另外由于圆木只有两边卡爪支撑,圆木较长中间刚性较弱,常发生让刀和跳刀现象,导致旋出单板厚度误差很大,价值偏低。
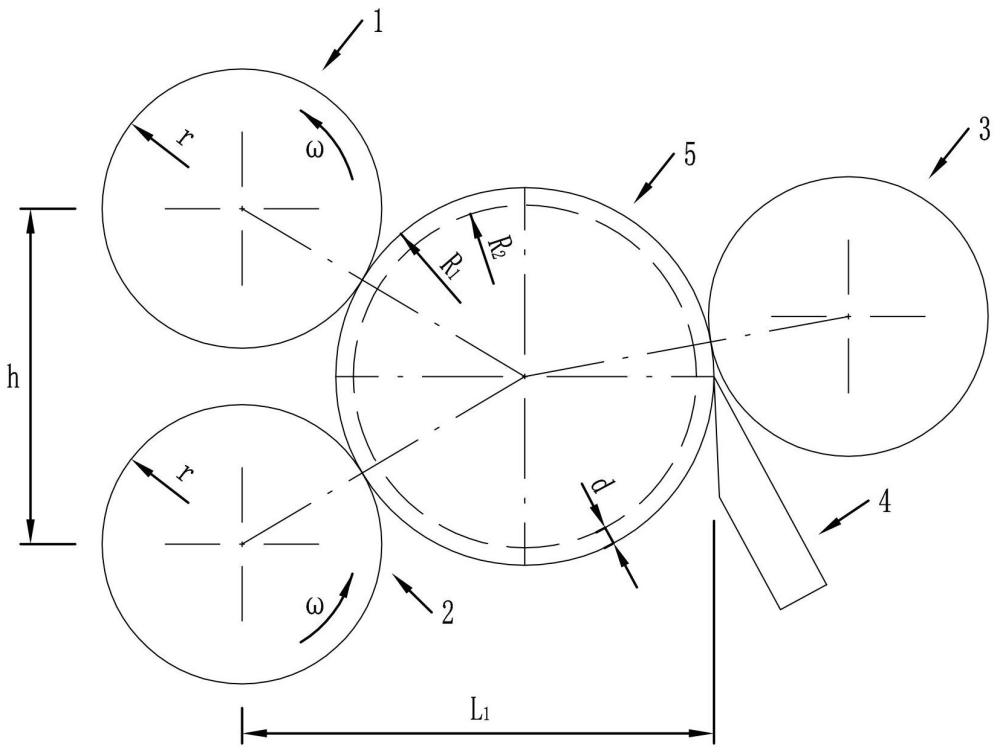
2、为提高圆木利用率及旋出板材的品质,无卡旋切机已逐渐取代有卡旋切。专利文献cn113492448a为一种典型的木材无卡旋切机,其工作原理如图1所示,圆木在上固定辊1、下固定辊2和移动辊3的共同驱动下作旋转运动,并由此产生旋切动力配合旋切刀具4把薄板从圆木上刨出来,移动辊3与旋切刀具4一起固定在刀台上,刀台则由电机-丝杆螺母组成的进给机构驱动。
3、在旋转辊与圆木无相对滑动的前提下,旋转辊的线速度是一定的,圆木的线速度也固定不变,切削过程中,圆木直径逐渐变小,圆木的角速度越来越快。圆木每转一圈,半径减小一个单板的厚度值,随着圆木直径的变小,其直径变化率逐渐增加。而刀台要根据圆木直径的变化进给:切削初期,圆木直径变化率小,刀台进给速度慢,切削后期,圆木直径变化率大,刀台也要快速进给。这要求刀台的进给机构根据木头直径的变化过程调整进给速度,产生一个只与圆木直径有关渐变的非线性进给速度,圆木直径越小,进给机构的电机转速越快。
4、基于上述原理,现有的进给机构通常是通过工控机配合定时器来实现进给量的控制,即通过对所建立的数学模型的计算,向定时器发送定时计数的基数值,通过不同的定时计数基数值来改变定时器申请中断的时间间隔,由定时器中断子程序通过并口完成向交流伺服电机驱动器发送速度控制脉冲。上述方法的优点是不需要反馈传感器和精确的控制算法,结构简单,容易实现,成本也较低,只需输入圆木初始直径和旋切单板厚度后由程序自动完成后续的旋切工作。但缺点也很明显,开环式的控制系统无法感知和抵消扰动和不确定性,在面对负载变化和外界扰动时不太稳定,由于缺少反馈机制,无法精确调整和控制进给量,无法进行实时校正,从而降低旋切单板的加工精度。
技术实现思路
1、为了提高提高了旋切单板的加工精度与木材的利用率,本发明提供了一种木材旋切机刀台位置进给控制方法。
2、本发明采用的技术方案如下:一种木材旋切机刀台位置进给控制方法,步骤如下:
3、步骤1,获取刀台的当前位置,
4、
5、其中,为上固定辊与下固定辊轴心的竖直距离,为上固定辊与下固定辊的半径,为圆木当前位置的半径,为刀台的当前位置,即旋切刀具的刀口与上固定辊轴心的水平距离;
6、步骤2,设定刀台期望的目标位置,
7、
8、
9、其中,为旋切单板厚度,为圆木的目标半径,为刀台的目标位置,即移动辊、圆木目标位置的切点与上固定辊的水平距离;
10、步骤3,计算刀台由当前位置进给至目标位置的平均速度,
11、
12、其中,为圆木由当前位置旋转360°耗时,为刀台的平均进给速度;
13、步骤4,获取刀台实际位置,并将刀台目标位置与实际位置进行比较,得到位置误差;
14、步骤5,根据位置误差,利用控制算法的输出,将控制信号应用于进给机构的电机驱动器,以调整进给电机的旋转角及刀台的进给量;
15、步骤6,在整个旋切过程周期内,重复步骤2到步骤6,以实现持续的进给位置控制。
16、优选的,利用设置在进给电机上的编码器或者设置在刀台上的位置传感器,来获取步骤1中的刀台当前位置、步骤4中的刀台实际位置。
17、优选的,利用编码器、光电传感器、陀螺仪或磁性传感器,来获取步骤3中圆木由旋转360°的耗时。
18、优选的,步骤3中,
19、
20、其中,为上固定辊与下固定辊的角速度,为圆木旋转360°所得旋切单板的长度。
21、优选的,步骤5中的控制算法采用pid控制算法。
22、本发明具有如下有益效果:
23、1.精确度高:通过实时的反馈信号来对刀台的位置和速度进行监测和校正,从而实现更加精确的进给控制,使得旋切过程中的位置和速度误差能够及时得到纠正,使旋切单板的厚度更精确;
24、2.稳定性强:实时检测刀台的位置和速度,并将实际值与期望值进行比较,通过控制算法和反馈机制来调整刀座的进给,使得旋切过程更加稳定,减少了振动和共振的可能性,提高了旋切单板整体的加工质量;
25、3.鲁棒性好:根据实际情况进行自适应调整,对于旋转辊、刀具的磨损及圆木材料变化等因素能够做出动态响应,可以使旋切系统在不同生产条件下保持稳定的性能,提高了生产的稳定性和可靠性;
26、4.自动化程度高:可以实现自动化控制,根据预定的切板要求来控制刀台的进给,减轻了操作员的负担,提高了生产效率和一致性。
技术特征:1.一种木材旋切机刀台位置进给控制方法,其特征在于,步骤如下:
2.根据权利要求1所述的木材旋切机刀台位置进给控制方法,其特征在于,利用设置在进给电机上的编码器或者设置在刀台上的位置传感器,来获取步骤1中的刀台当前位置、步骤4中的刀台实际位置。
3.根据权利要求1所述的木材旋切机刀台位置进给控制方法,其特征在于,利用编码器、光电传感器、陀螺仪或磁性传感器,来获取步骤3中圆木(5)由旋转360°的耗时。
4.根据权利要求1所述的木材旋切机刀台位置进给控制方法,其特征在于,步骤3中,
5.根据权利要求1所述的木材旋切机刀台位置进给控制方法,其特征在于,步骤5中的控制算法采用pid控制算法。
技术总结本发明公开了一种木材旋切机刀台位置进给控制方法,包括获取位置反馈、设定目标位置、计算进给均速、得到位置误差、设计控制算法及循环控制等六大步骤。本发明采用闭环控制系统实现木材旋切机刀台位置进给的控制,具有精确度高、稳定性强、鲁棒性好及自动化程度高等优点。技术研发人员:朱通,李玲娟受保护的技术使用者:嘉兴英科电气技术有限公司技术研发日:技术公布日:2024/2/1本文地址:https://www.jishuxx.com/zhuanli/20240615/74109.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表