一种工件切割系统及其加工工艺的制作方法
- 国知局
- 2024-07-11 15:24:02
本发明涉及木料加工的,更具体地说,它涉及一种工件切割系统及其加工工艺。
背景技术:
1、传统开料员工扫描条形码之后就可以无限次的启动机器,即使下一个工件的加工信息没有被扫描,员工还可以启动机器加工工件,会导致工件尺寸不符合要求,同时员工在操作太边上也容易误触开关,存在安全隐患。
2、为了实现自动开料,公告号cn108908519a公开了一种全自动木料切块机,该设备在加工时,送料装置把木料往工作仓方向送入,送入过程中经过感应装置,木料经送料装置送入工作仓内,依次由压紧固定装置压紧固定、切割装置切割、下料装置下料,控制系统控制送料装置、感应装置、压紧固定装置、切割装置相互配合协调工作,该现有技术实现木料的送料、进料、压紧固定、切割、出料的完全自动化,减少人工。
3、例如公告号cn112873435b,该设备通过送料机构、定距机构和切割机构的配合,能够自动对木条进行切割,提高人们的工作效率,并且能够自动调节切割出来的木条长度。
4、上述现有技术实现了自动化的对木料切断,但是在该两个设备在对不同批次木料切割时,需要对木料的切割尺寸进行重新数控调整,在调节参数的过程中还要对各个加工部件进行调试,整个周期久。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种将工件的切割参数预制,采用扫描预制参数输出切割执行命令,加工效率高的工件切割系统及其加工工艺。
2、为实现上述目的,本发明提供了如下技术方案:
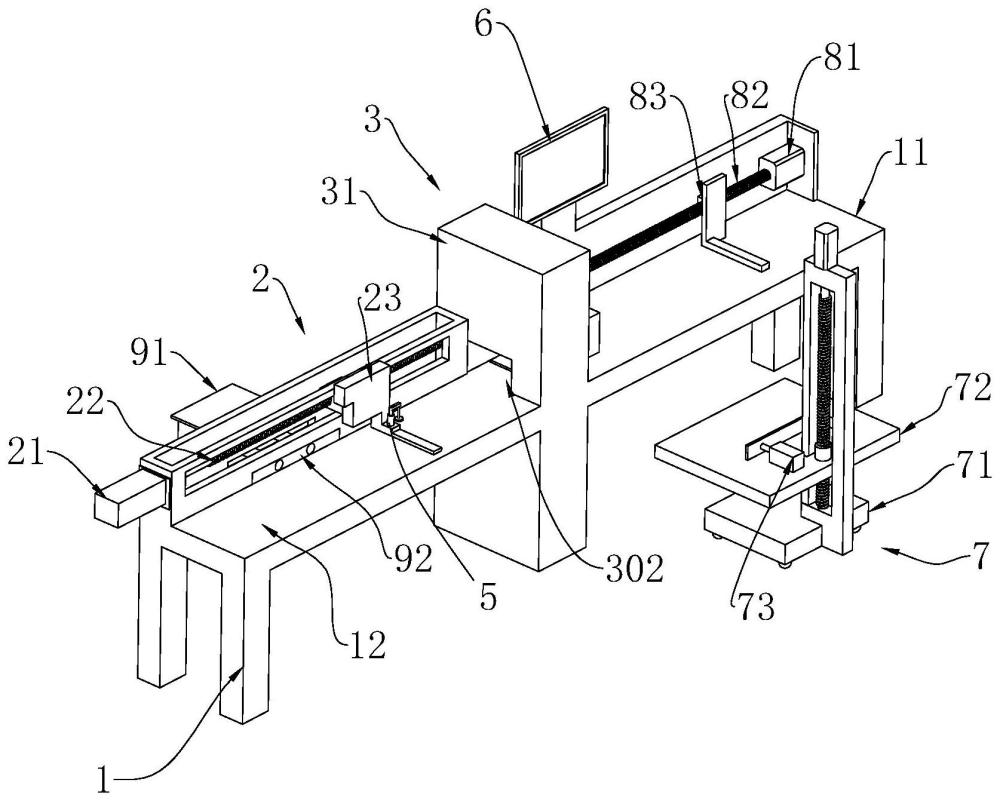
3、一种工件切割系统,包括机床、长度调整单元、切割单元、扫码枪和控制单元,
4、长度调整单元,置于机床上,其包括动力组件和挡料件,动力组件驱动挡料件相对机床位移,以便控制工件的切割长度,
5、切割单元,置于机床上,其包括箱体、置于箱体上部的切割头和置于箱体下部用于控制切割头下落对工件切割的开关,在箱体上部上设有用于工件伸入的进料口及用于工件伸出的出料口,在进料口上设有透明状的框体,
6、所述挡料件置于出料口的后方,
7、所述扫码枪置于框体上且用于对伸入进料口内的工件扫码,扫码枪获取的数据传输至控制单元,
8、控制单元,其包括pc端,pc端内具有控制系统,控制系统包括中心模块、信号采集模块、执行模块、检测模块和显示模块,
9、信号采集模块、执行模块和检测模块均和中心模块耦合,
10、扫码枪的输出和信号采集模块耦合;
11、执行模块关联开关;
12、检测模块用于检测动力数据是否异常;
13、显示模块为显示屏,其用于反馈工件切割参数。
14、本发明进一步设置为:所述动力单元包括电机一和丝杆一,电机一的输出端和丝杆一的一端连接,丝杆的另一端和机床上的轴承连接,挡料板一侧通过连接块和丝杆螺母连接。
15、本发明进一步设置为:所述机床具有供工件安置的上料工位和下料工位,上料工位置于进料口的前方,下料工位置于出料口的后方,
16、上料工位上有用于将工件推送至进料口的推动机一,
17、下料工位上有用于将工件从机床上脱离的推动机二。
18、本发明进一步设置为:所述挡料件上设有回转气缸,回转气缸的输出端设有吸盘,挡料件和工件接触的端面上开设有吸附口,挡料件呈中空状,挡料件外接有气泵,以便工件在和吸附口抵触时,产生负压吸住工件。
19、一种工件切割系统的加工工艺,包括如下步骤:
20、s1、将工件放置于上料工位上,由推动机一推着工件送至框体内,由扫码枪扫取工件的数据;
21、s2、扫码枪将获取的数据送至pc端,pc端通过和数据库对比,确认该工件的加工参数后输出命令;
22、s3、电机接收命令驱动丝杆带着挡料件移动至指定距离位置,推动机一带着工件继续向出料口运行直至抵靠在挡料件上;
23、s4、开关接通控制切割头的驱动模块,切割头对工件进行切割;
24、s5、切断后的工件被推动机二推落下料工位外。
25、本发明进一步设置为:步骤s1中工件通过上料机将其送至于上料工位,该上料机包括机架和升降台,升降台和机架活动连接,机架的底部上安装有滚轮,升降台上开设有供工件进出的开口,升降台上设有将工件从开口推出至上料工位的电动推杆,电动推杆的输出端有板体。
26、本发明进一步设置为:步骤s2中,扫码抢扫取的数据为在工件上贴设条形码,该条形码内录入了该工件加工的加工时的工艺参数,包括工件切割的长度和切割的次数,条形码中数据和数据库内的数据对应后pc端输出命令。
27、本发明进一步设置为:步骤s3中,推动机一包括电机二、丝杆二和推板,电机二的输出端连接丝杆二,丝杆二的另一端和上料工位转动连接,推板和丝杆二的丝杆螺母连接。
28、本发明进一步设置为:步骤s4中,驱动模块和检测模块耦合。
29、本发明进一步设置为:步骤s5中,推动机二包括气缸和板材,气缸的输出端连接顶板,下料工位上开设有供顶板活动的活动开口。
30、对比现有技术的不足,本发明的有益效果为:
31、通过长度调整单元、切割单元、扫码枪和控制单元的配合,实现对工件扫码后,数据分析对比,再通过控制单元控制切割头对工件切割,实现一次扫码即可完成自动完成对工件的多次切割,整个过程无效调整参数,所有的加工参数预录入于系统内,提高了产品加工的效率。
技术特征:1.一种工件切割系统,其特征在于:包括机床(1)、长度调整单元(2)、切割单元(3)、扫码枪(4)和控制单元,
2.根据权利要求1所述一种工件切割系统,其特征在于:所述动力单元包括电机一(21)和丝杆一,电机一(21)的输出端和丝杆一的一端连接,丝杆的另一端和机床(1)上的轴承连接,挡料板一侧通过连接块和丝杆螺母连接。
3.根据权利要求2所述一种工件切割系统,其特征在于:所述机床(1)具有供工件安置的上料工位(11)和下料工位(12),上料工位(11)置于进料口(301)的前方,下料工位(12)置于出料口(302)的后方,
4.根据权利要求2所述一种工件切割系统,其特征在于:所述挡料件(23)上设有回转气缸(91)(5),回转气缸(91)(5)的输出端设有吸盘,挡料件(23)和工件接触的端面上开设有吸附口,挡料件(23)呈中空状,挡料件(23)外接有气泵,以便工件在和吸附口抵触时,产生负压吸住工件。
5.一种适用于权利要求1-4所述的工件切割系统的加工工艺,其特征在于:包括如下步骤:
6.根据权利要求4所述一种工件切割系统的加工工艺,其特征在于:步骤s1中工件通过上料机(7)将其送至于上料工位(11),该上料机(7)包括机架(71)和升降台(72),升降台(72)和机架(71)活动连接,机架(71)的底部上安装有滚轮,升降台(72)上开设有供工件进出的开口,升降台(72)上设有将工件从开口推出至上料工位(11)的电动推杆(73),电动推杆(73)的输出端有板体。
7.根据权利要求5所述一种工件切割系统的加工工艺,其特征在于:步骤s2中,扫码抢扫取的数据为在工件上贴设条形码,该条形码内录入了该工件加工的加工时的工艺参数,包括工件切割的长度和切割的次数,条形码中数据和数据库内的数据对应后pc端输出命令。
8.根据权利要求5所述一种工件切割系统的加工工艺,其特征在于:步骤s3中,推动机一包括电机二(81)、丝杆二(82)和推板(83),电机二(81)的输出端连接丝杆二(82),丝杆二(82)的另一端和上料工位(11)转动连接,推板(83)和丝杆二(82)的丝杆螺母连接。
9.根据权利要求8所述一种工件切割系统的加工工艺,其特征在于:步骤s4中,驱动模块和检测模块耦合。
10.根据权利要求4所述一种工件切割系统的加工工艺,其特征在于:步骤s5中,推动机二包括气缸(91)和板材(92),气缸(91)的输出端连接顶板,下料工位(12)上开设有供顶板活动的活动开口。
技术总结本发明涉及木料加工的技术领域,它涉及一种工件切割系统及其加工工艺,包括机床、长度调整单元、切割单元、扫码枪和控制单元,长度调整单元,其包括动力组件和挡料件,动力组件驱动挡料件相对机床位移,以便控制工件的切割长度,切割单元包括箱体、置于箱体上的切割头和开关,在箱体上有进料口及出料口,在进料口上设有透明状的框体,扫码枪置于框体上用于对工件扫码,扫码枪获取的数据传输至控制单元,通过数据分析对比,再通过控制单元控制切割头对工件切割,实现一次扫码即可完成自动完成对工件的多次切割,整个过程无效调整参数,所有的加工参数预录入于系统内,提高了产品加工的效率。技术研发人员:柯建生,杨学良,彭剑威,何林,刘梦姿,程书申,范敏萍受保护的技术使用者:索菲亚家居(浙江)有限公司技术研发日:技术公布日:2024/2/19本文地址:https://www.jishuxx.com/zhuanli/20240615/74417.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表