防虫防霉抗菌实木地板板材生产工艺的制作方法
- 国知局
- 2024-07-11 15:25:13
本发明涉及实木板材生产领域,特别是一种防虫防霉抗菌实木地板板材生产工艺。
背景技术:
1、实木地板的生产过程主要包括将原木进行剥皮、锯剖、齐边成规格板坯,将规格板坯进行烘干处理,机械加工榫头和榫槽以及油漆工艺等步骤。但是,由于实木板材中含有蠹虫、白蚁等害虫或虫卵,会蛀蚀地板;实木地板安装在地面也会易受潮发霉;为了解决上述问题,实木板材在加工成实木地板前,会进行简单的防虫防霉处理。目前的防虫防霉处理一般是在板材表面喷涂防虫防霉液,然后烘干,即完成防虫防霉处理,该种方式的缺点为实木地板的防虫防霉效果所维持的有效时间较短,实木地板在使用一段时间后还是会出现发霉,蠹虫、白蚁等害虫蛀蚀地板的现象。另外,现有实木地板的抗菌效果也不理想,易滋生细菌、虫、螨、蚁等生物、微生物。因此,现有的技术存在着防虫防霉抗菌效果不理想的问题。
技术实现思路
1、本发明的目的在于,提供一种防虫防霉抗菌实木地板板材生产工艺。本发明具有可以有效提高防虫防霉抗菌效果以及防虫防霉抗菌效果维持较长时间的特点。
2、本发明的技术方案:防虫防霉抗菌实木地板板材生产工艺,包括以下步骤:
3、s1、通过筛选机构对实木规格板坯进行筛选,得到坯板;
4、s2、将坯板送入烘箱中进行预烘干,控制实木板材的含水率在21-25%,得到a板;
5、s3、将a板送入真空罐中并注入防虫防霉液,进行防虫防霉处理,得到b板;
6、s4、将b板取出,送入烘箱中进行烘干处理,控制板材含水率在12-15%,得到c板;
7、s5、将c板进行抗菌处理,得到d板;
8、s6、将d板送入烘箱中进行干燥处理,控制板材含水率在8%-9.5%,得到成品板。
9、前述的防虫防霉抗菌实木地板板材生产工艺中,步骤s2中进行防虫抗霉处理时,真空罐的真空压力为-0.03mpa,时间为20-30min。
10、前述的防虫防霉抗菌实木地板板材生产工艺中,步骤s4中,抗菌处理时,先在板材表面喷涂抗菌溶液,然后在恒温恒湿箱中放置10-15min,恒温恒湿箱中的相对湿度为45-50%,温度为35-40℃。
11、前述的防虫防霉抗菌实木地板板材生产工艺中,所述筛选机构包括板材输送线,板材输送线上方依次设有第一吸尘组件、尺寸检测摄像头、第一表面孔洞检测摄像头、第二吸尘组件和第二表面孔洞检测摄像头;所述板材输送线上设有位于第二吸尘组件和第一表面孔洞检测摄像头之间的缺口,缺口内设有翻面机构。
12、前述的防虫防霉抗菌实木地板板材生产工艺中,所述翻面机构包括与板材尺寸相配合的翻转框,翻转框两端设有与板材输送线相连的旋转轴,旋转轴端部设有驱动电机。
13、前述的防虫防霉抗菌实木地板板材生产工艺中,板材输送线侧面设有分别与尺寸检测摄像头、第一表面孔洞检测摄像头和第二表面孔洞检测摄像头位置相对应的剔除推送气缸,剔除推送气缸输出端设有推送板。
14、与现有技术相比,本发明首先使用筛选机构实木规格板坯进行筛选,筛选出表面有孔洞的板材,从而可以有效的剔除内含害虫的板材;然后对坯板先进行预烘干,再使用真空罐对a板进行防虫防霉处理,并严格控制参数,从而可以使得防虫防霉液渗透进板材内部,再进行烘干,控制板材含水率在12-15%,进而可以有效的提高防虫防霉效果;随后再对板材表面进行抗菌处理,并在恒温恒湿箱中放置10-15min,从而可以有效提高抗菌处理效果;最后将板材干燥至含水率在8%-9.5%。本申请通过上述步骤之间的相互配合,并严格限定各个步骤的具体工艺参数,从而可以有效的提高板材整体的防虫防霉抗菌效果,效果维持时间也较长。
15、另外,本申请先通过筛选机构对实木规格板坯进行筛选,可以快速且准确的剔除表面有虫孔的板材,从而有利于提高最终地板成品的防虫效果。
技术特征:1.防虫防霉抗菌实木地板板材生产工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的防虫防霉抗菌实木地板板材生产工艺,其特征在于:步骤s2中进行防虫抗霉处理时,真空罐的真空压力为-0.03mpa,时间为20-30min。
3.根据权利要求1所述的防虫防霉抗菌实木地板板材生产工艺,其特征在于:步骤s4中,抗菌处理时,先在板材表面喷涂抗菌溶液,然后在恒温恒湿箱中放置10-15min,恒温恒湿箱中的相对湿度为45-50%,温度为35-40℃。
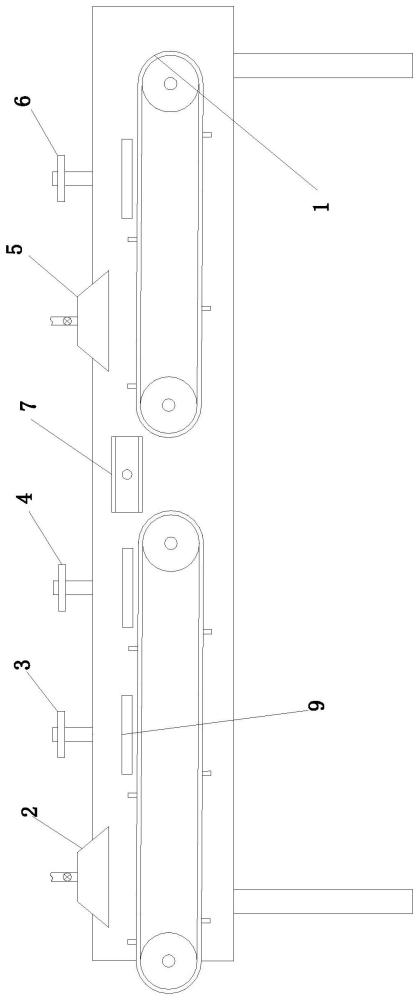
4.根据权利要求1所述的防虫防霉抗菌实木地板板材生产工艺,其特征在于:所述筛选机构包括板材输送线(1),板材输送线(1)上方依次设有第一吸尘组件(2)、尺寸检测摄像头(3)、第一表面孔洞检测摄像头(4)、第二吸尘组件(5)和第二表面孔洞检测摄像头(6);所述板材输送线(1)上设有位于第二吸尘组件(5)和第一表面孔洞检测摄像头(4)之间的缺口,缺口内设有翻面机构(7)。
5.根据权利要求4所述的防虫防霉抗菌实木地板板材生产工艺,其特征在于:所述翻面机构(7)包括与板材尺寸相配合的翻转框(701),翻转框(701)两端设有与板材输送线(1)相连的旋转轴(702),旋转轴(702)端部设有驱动电机(703)。
6.根据权利要求4所述的防虫防霉抗菌实木地板板材生产工艺,其特征在于:板材输送线(1)侧面设有分别与尺寸检测摄像头(3)、第一表面孔洞检测摄像头(4)和第二表面孔洞检测摄像头(6)位置相对应的剔除推送气缸(8),剔除推送气缸(8)输出端设有推送板(9)。
技术总结本发明公开了一种防虫防霉抗菌实木地板板材生产工艺,包括以下步骤:S1、通过筛选机构对实木规格板坯进行筛选,得到坯板;S2、将坯板送入烘箱中进行预烘干,控制实木板材的含水率在21‑25%,得到A板;S3、将A板送入真空罐中并注入防虫防霉液,进行防虫防霉处理,得到B板;S4、将B板取出,送入烘箱中进行烘干处理,控制板材含水率在12‑15%,得到C板;S5、将C板进行抗菌处理,得到D板;S6、将D板送入烘箱中进行干燥处理,控制板材含水率在8%‑9.5%,得到成品板。本发明具有可以有效提高防虫防霉抗菌效果以及防虫防霉抗菌效果维持较长时间的特点。技术研发人员:孙龙祥,邵海龙,叶家豪,王艳伟,何啸宇,钱学希受保护的技术使用者:久盛地板有限公司技术研发日:技术公布日:2024/2/21本文地址:https://www.jishuxx.com/zhuanli/20240615/74510.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表