一种防止开料机加工切割时板材偏移的加工方法与流程
- 国知局
- 2024-07-11 15:26:25
本发明涉及切割机领域,特别涉及一种防止开料机加工切割时板材偏移的加工方法。
背景技术:
1、木工开料机是一种常见的三轴数控设备,也是板式家具生产流程中最常见的设备之一,主要用于切割板材,其一般通过识别软件生成的g代码加工程序,实现在xyz三轴空间坐标系上的移动,并利用旋转的主轴刀具将原材料板材切割成数个不同尺寸的板件。其中,木工开料机的加工台面一般呈水平状态,其上会覆盖一张垫板,而垫板四周用胶水与橡胶台面粘连,形成密封,从而组成一个完整的加工台面。
2、然而,由于切割使用的是旋转的刀具,因此会在横向上会产生切割力f1,则在不使用其他辅助机构和设备的情况下,板材置于台面其摩擦力为f2=μn,其中,n=mg,μ为摩擦力系数,m为板材质量,g为重力加速度。μ和g可视作固定值,则随着切割板材的进行,剩余板材面积减小,其质量m会随之减少,摩擦力f2也随之减小,当f2<f1时,板件则会发生偏移,导致板件损坏,生产进度延后,生产成本增加。而为此,一般需要通过其他方式固定板材,防止其发生偏移。
3、目前,行业通用的固定板材的方式是在利用真空台面通过大气压吸附板材,即设置台面下方中空吧并通过管道与真空泵相连,当真空泵工作可以持续将台面下方的空气抽走,与台面上方行成压强差△p,并且产生大气压力f3=△p*s,其中s为受力面积。此时f2=μ*(n+f3),从而增大摩擦力使得f2>f1,降低板件发生偏移的概率。
4、而根据f=p*s,即压力=压强*受力面积,可见压力与受力面积正相关。则随着板件的切割,待切割的板件面积(即受力面积)会越来越小,压力也随之减小。同时,随着生产的进行,加工台面上会遗留不同程度的刀痕,使得空气进入内部,导致△p减小,f3随之减小。因此,在特定情况下,依旧会出现f2<f1的情况。导致板件发生偏移。
5、目前,为了解决切割时板件发生偏移的问题,有常用的几种方式:
6、1.增加随动的压辊,切割时将其压在板件上,从而增加新的压力f4,并使f2=μ*(n+f3+f4),此方案会使设备硬件成本增加;
7、2.优先切割尺寸较小的板件,并将尺寸较大的板件最后切割,此方案会导致切割时无法保持最短路径,因此会降低生产的效率;
8、3.加大真空泵的功率,使台面能形成更大的压强差△p,但此方案会使设备硬件成本会增加;
9、4.频繁维护设备铣台面,即用刀具将加工台面铣平,除去刀痕,使板材与台面接触更紧密,减少两者内部空气,维持△p和f3的大小,但此方案会大大影响生产效率。
技术实现思路
1、为解决上述问题,本发明提供了一种防止开料机加工切割时板材偏移的加工方法。
2、根据本发明的一个方面,提供了一种防止开料机加工切割时板材偏移的加工方法,包括以下步骤:
3、1)将加工台面分为多个加工区域,获得每个加工区域的坐标范围,并在每个加工区域的下方均设置一个与真空泵相连接的管道;
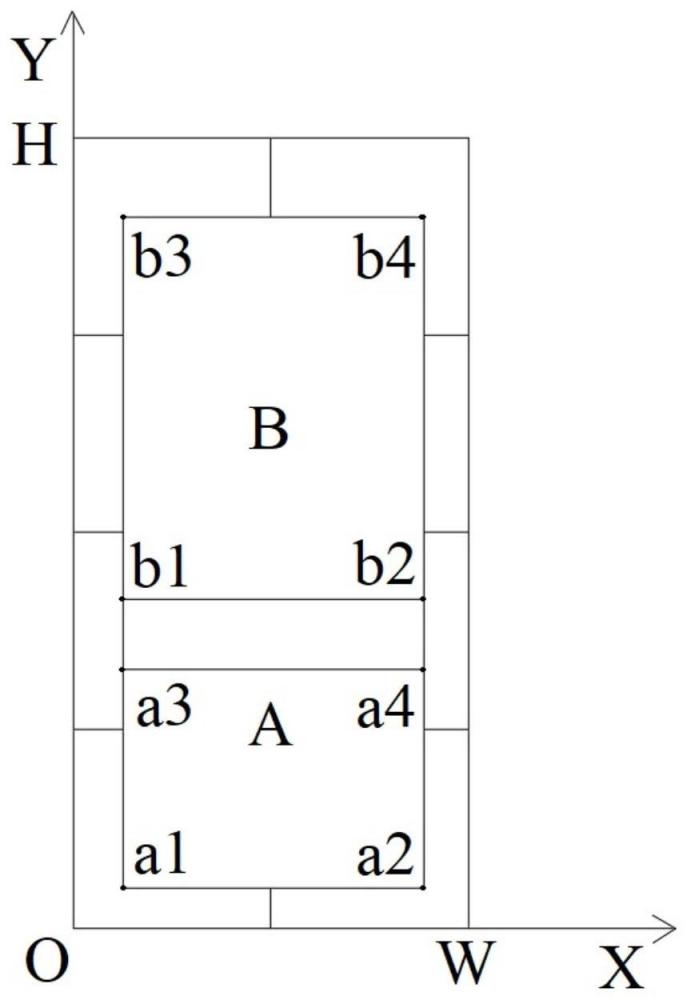
4、2)确认待切割成的各个板件的各顶点坐标;
5、3)通过分析各加工区域的坐标范围和各板件的各顶点坐标,确定各板件所涉及的加工区域;
6、4)对各板件进行加工,其中,在加工每个板件时仅自动开启其所涉及的加工区域下方的管道。
7、在一些实施方式中,在步骤1)中,将加工台面均匀分为多个加工区域。其有益之处在于,描述了了一种对加工台面进行分区的方式。
8、在一些实施方式中,在步骤1)中,通过在加工台面上构建平面坐标系,获得每个加工区域的坐标范围。其有益之处在于,描述了每个加工区域的坐标范围的方式。
9、在一些实施方式中,在步骤1)中,各管道均与同一个真空泵相连接,并且每个管道均通过一个电磁阀控制开启或关闭。其有益之处在于,描述了管道的相关结构和控制方式。
10、在一些实施方式中,在步骤2)中,通过识别加工程序,获得各板件的各顶点坐标。其有益之处在于,描述了获得各板件的各顶点坐标的方法。
11、在一些实施方式中,在步骤3)中,先确定板件的顶点坐标所在的加工区域,再确定其他加工区域。其有益之处在于,描述了确定各板件所涉及的加工区域的步骤。
12、在一些实施方式中,在步骤4)中,先通过加工程序确定各板件的加工顺序。其有益之处在于,描述了对各板件进行加工的前置工作。
13、在一些实施方式中,在步骤4)中,在对加工顺序相邻的各板件进行加工时,各板件所涉及的共同的加工区域下方的管道保持开启。其有益之处在于,进一步描述了对各板件进行加工时的情况。
技术特征:1.一种防止开料机加工切割时板材偏移的加工方法,其特征在于:包括以下步骤
2.根据权利要求1所述的一种防止开料机加工切割时板材偏移的加工方法,其特征在于:在步骤1)中,将加工台面均匀分为多个加工区域。
3.根据权利要求1所述的一种防止开料机加工切割时板材偏移的加工方法,其特征在于:在步骤1)中,通过在加工台面上构建平面坐标系,获得每个加工区域的坐标范围。
4.根据权利要求1所述的一种防止开料机加工切割时板材偏移的加工方法,其特征在于:在步骤1)中,各管道均与同一个真空泵相连接,并且每个管道均通过一个电磁阀控制开启或关闭。
5.根据权利要求1所述的一种防止开料机加工切割时板材偏移的加工方法,其特征在于:在步骤2)中,通过识别加工程序,获得各板件的各顶点坐标。
6.根据权利要求1所述的一种防止开料机加工切割时板材偏移的加工方法,其特征在于:在步骤3)中,先确定板件的顶点坐标所在的加工区域,再确定其他加工区域。
7.根据权利要求1所述的一种防止开料机加工切割时板材偏移的加工方法,其特征在于:在步骤4)中,先通过加工程序确定各板件的加工顺序。
8.根据权利要求1所述的一种防止开料机加工切割时板材偏移的加工
技术总结本发明公开了一种防止开料机加工切割时板材偏移的加工方法。该方法包括以下步骤:1)将加工台面分为多个加工区域,获得每个加工区域的坐标范围,并在每个加工区域的下方均设置一个与真空泵相连接的管道;2)确认待切割成的各个板件的各顶点坐标;3)确定各板件所涉及的加工区域;4)对各板件进行加工,在加工每个板件时仅自动开启其所涉及的加工区域下方的管道。本发明中的一种防止开料机加工切割时板材偏移的加工方法通过在目前台面吸附分区的基础上,增加各个吸附分区的开关,并在切割时计算小板坐标与台面各个加工区域之间的位置关系,从而实现自动控制各个吸附分区开关,增大压强差,从而使其产生更大的摩擦力,防止板件发生偏移。技术研发人员:刘涛,王瑞雪,宋文斌,吴越,孙东受保护的技术使用者:新代科技(苏州)有限公司技术研发日:技术公布日:2024/2/29本文地址:https://www.jishuxx.com/zhuanli/20240615/74600.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表