一种带铜片的合金刀具及其生产工艺的制作方法
- 国知局
- 2024-07-11 15:33:41
本发明涉及合金刀具领域,具体来说,涉及一种带铜片的合金刀具及其生产工艺。
背景技术:
1、常规的木工刀具,由刀体和刀头两部分组成,刀体的材质为钢材、刀头的材质为合金,刀头直接焊接在刀体上时,焊条的熔点一般为600—1200度,由于合金材质比钢材升温快,再加上这两种材质的密度、硬度不一致,在升温过程中由于材质的不同带来不一样的材质内动力,从而产生不一样的拉力,容易拉裂刀头,或者破坏刀头的内部结构,从而在使用过程中,影响刀具的硬度和寿命。
技术实现思路
1、本发明的目的在于提供一种带铜片的合金刀具及其生产工艺,以解决上述背景技术中提出的问题。
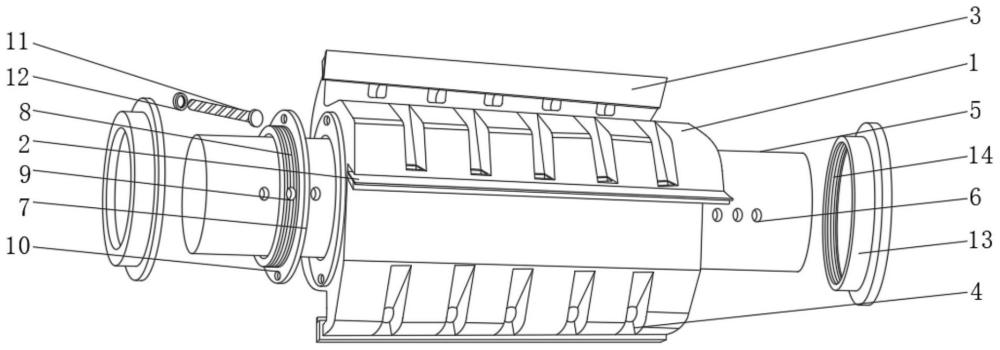
2、为实现上述目的,本发明提供如下技术方案:一种带铜片的合金刀具,包括刀体,所述刀头四周均匀分布有四个刀头,四个所述刀头和刀体之间焊接有铜片,所述刀体中间通过连接轴贯穿,所述连接轴有第一轴杆和第二轴杆两部分组成,所述刀体与连接轴两侧均安装有锁紧件,所述锁紧件上凸起有第一螺纹齿,所述锁紧件一端安装有螺纹环,所述螺纹环上开设有第一螺纹槽,所述第一螺纹槽与锁紧件上第一螺纹齿螺纹连接。
3、作为本发明的优选技术方案,所述锁紧件上开设有第二定位孔,所述第二定位孔贴合于连接轴上的第一定位孔,所述第二定位孔与第一定位孔通过螺栓贯穿,并通过螺母进行锁紧,所述锁紧件对称侧端开设有第三定位孔,所述第三定位孔与刀体上的定位孔贴合。
4、作为本发明的优选技术方案,所述第一轴杆和第二轴杆之间通过套环件套接,并通过第四定位孔贯穿螺栓进行锁紧。
5、作为本发明的优选技术方案,所述第一轴杆内开设有第二螺纹槽,所述第二轴杆上凸起有第二螺纹齿,所述第二轴杆通过第二螺纹齿与第一轴杆上的第二螺纹槽螺纹连接,所述第一轴杆和第二轴杆上均开设有第四定位孔。
6、作为本发明的优选技术方案,所述刀体材质为钢材,所述刀头材质为金刚石、陶瓷金属和硬质合金的一种,所述铜片的厚度在0.2-0.5mm,所述铜片可换成铝片及其他热传体片。
7、作为本发明的优选技术方案,所述刀体上开设有多组弧形槽,并呈缕空设计。
8、作为本发明的优选技术方案,其特征在于,所述如下步骤:
9、s1、首先选出适用的钢材,将钢材通过激光切割机对其切割成设定的刀体大小,并将切割好的毛坯刀体再次进行镂空处理;
10、s2、将镂空处理后的毛坯刀体放入真空炉中进行淬火处理,淬火处理后进行回火,待毛坯刀体冷却后对其表面进行打磨,对毛坯刀体去除表面的毛刺和粉屑,再通过抛光装置对毛坯刀体进行抛光处理得到成品的刀体;
11、s3、刀头选用硬质合金,首先对合金材料进行粉末冶金处理,并将合金材料经过粉碎机进行研磨,使其变成细小的粉末,然后将粉末放入到模具中,进行冷压成型,冷压成型通过将合金粉末放入模具中,在高压下使其成型;
12、s4、通过数控机床进行刀头的精密加工,将制得的cad图纸导入数控机床,通过机器的加工程序进行刀头的加工,实现对刀头的精确加工,刀头加工完成后,将刀头放入真空炉中进行淬火处理,淬火处理后进行回火,提高其硬度和耐磨性;
13、s5、最后,对刀头进行研磨和抛光,以提高其表面的光洁度和锋利度,研磨和抛光可以通过手工或机械进行,主要是利用砂轮或研磨材料对刀头进行磨削,直到达到所需的表面粗糙度和形状;
14、s6、刀头一面是刀口,另一面是焊接面,焊接面粘上焊粉并贴上铜片,升温后通过焊条将铜片与刀头焊接面焊接在一起,刀体焊接点粘上焊粉并与焊有铜片的刀头贴在一起,升温后,通过焊条将焊有铜片的刀头焊在刀体上,进而形成合金刀具。
15、作为本发明的优选技术方案,所述步骤s2中的真空炉淬火温度在660~750℃,淬火时间为30min,所述步骤s4中的真空炉淬火温度在850~950℃,淬火时间为45min。
16、作为本发明的优选技术方案,所述步骤s3中通过烧结工艺将合金材料的颗粒结合起来,这样可以提高合金材料的密度和强度。
17、作为本发明的优选技术方案,所述步骤s6中焊接是通过高频焊或火焰焊、焊粉为铅粉、焊条为银焊条。
18、与现有技术相比,本发明具有以下有益效果:
19、(1)本发明是一种带铜片的合金刀具,本发明设置的合金刀具为木工刀具,通过在刀体和刀头之间焊接铜片,提高了合金刀头的硬度,使刀具的寿命提高3倍以上。
20、(2)本发明是一种带铜片的合金刀具,本发明实现了刀体和连接轴的连接,通过锁紧件和螺栓对刀体的限位,保证了刀具的稳定性,便于快速拆卸、快速安装,使得刀具的拆卸和安装能够快速完成,效率大幅度的提高。
技术特征:1.一种带铜片的合金刀具,其特征在于,包括刀体(1),所述刀头(3)四周均匀分布有四个刀头(3),四个所述刀头(3)和刀体(1)之间焊接有铜片(2),所述刀体(1)中间通过连接轴(5)贯穿,所述连接轴(5)有第一轴杆(17)和第二轴杆(18)两部分组成,所述刀体(1)与连接轴(5)两侧均安装有锁紧件(7),所述锁紧件(7)上凸起有第一螺纹齿(8),所述锁紧件(7)一端安装有螺纹环(13),所述螺纹环(13)上开设有第一螺纹槽(14),所述第一螺纹槽(14)与锁紧件(7)上第一螺纹齿(8)螺纹连接。
2.根据权利要求1所述的一种带铜片的合金刀具,其特征在于,所述锁紧件(7)上开设有第二定位孔(9),所述第二定位孔(9)贴合于连接轴(5)上的第一定位孔(6),所述第二定位孔(9)与第一定位孔(6)通过螺栓(11)贯穿,并通过螺母(12)进行锁紧,所述锁紧件(7)对称侧端开设有第三定位孔(10),所述第三定位孔(10)与刀体(1)上的定位孔贴合。
3.根据权利要求1所述的一种带铜片的合金刀具,其特征在于,所述第一轴杆(17)和第二轴杆(18)之间通过套环件(16)套接,并通过第四定位孔(15)贯穿螺栓(11)进行锁紧。
4.根据权利要求1所述的一种带铜片的合金刀具,其特征在于,所述第一轴杆(17)内开设有第二螺纹槽(19),所述第二轴杆(18)上凸起有第二螺纹齿(20),所述第二轴杆(18)通过第二螺纹齿(20)与第一轴杆(17)上的第二螺纹槽(19)螺纹连接,所述第一轴杆(17)和第二轴杆(18)上均开设有第四定位孔(15)。
5.根据权利要求1所述的一种带铜片的合金刀具,其特征在于,所述刀体(1)材质为钢材,所述刀头(3)材质为金刚石、陶瓷金属和硬质合金的一种,所述铜片(2)的厚度在0.2-0.5mm,所述铜片(2)可换成铝片及其他热传体片。
6.根据权利要求1所述的一种带铜片的合金刀具,其特征在于,所述刀体(1)上开设有多组弧形槽,并呈缕空设计。
7.一种带铜片的合金刀具生产工艺,其特征在于,所述如下步骤:
8.根据权利要求8所述的一种带铜片的合金刀具生产工艺,其特征在于,所述步骤s2中的真空炉淬火温度在660~750℃,淬火时间为30min,所述步骤s4中的真空炉淬火温度在850~950℃,淬火时间为45min。
9.根据权利要求8所述的一种带铜片的合金刀具生产工艺,其特征在于,所述步骤s3中通过烧结工艺将合金材料的颗粒结合起来,这样可以提高合金材料的密度和强度。
10.根据权利要求8所述的一种带铜片的合金刀具生产工艺,其特征在于,所述步骤s6中焊接是通过高频焊或火焰焊、焊粉为铅粉、焊条为银焊条。
技术总结本发明涉及合金刀具技术领域,具体为一种带铜片的合金刀具,包括刀体,所述刀头四周均匀分布有四个刀头,四个所述刀头和刀体之间焊接有铜片,所述刀体中间通过连接轴贯穿,所述连接轴有第一轴杆和第二轴杆两部分组成,所述刀体与连接轴两侧均安装有锁紧件,所述锁紧件上凸起有第一螺纹齿,所述锁紧件一端安装有螺纹环,所述螺纹环上开设有第一螺纹槽。本发明设置的合金刀具为木工刀具,通过在刀体和刀头之间焊接铜片,提高了合金刀头的硬度,使刀具的寿命提高3倍以上,实现了刀体和连接轴的连接,通过锁紧件和螺栓对刀体的限位,保证了刀具的稳定性,便于快速拆卸、快速安装,使得刀具的拆卸和安装能够快速完成,效率大幅度的提高。技术研发人员:赖兴旺受保护的技术使用者:赖兴旺技术研发日:技术公布日:2024/3/27本文地址:https://www.jishuxx.com/zhuanli/20240615/75116.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表