一种竹牙刷加工生产工艺的制作方法
- 国知局
- 2024-07-11 15:40:48
本发明涉及竹制品加工领域,特别是涉及一种竹牙刷加工生产工艺。
背景技术:
1、牙刷是一种清洁用品,为手柄式刷子,用于在刷子上添加牙膏,然后反复刷洗牙齿各个部位,以保持口腔卫生。
2、目前牙刷的主要是使用塑料材质进行制作,而塑料材质难降解。
3、为此我们提出一种竹牙刷加工生产工艺,用以解决该问题。
技术实现思路
1、本发明的目的在于提供一种竹牙刷加工生产工艺,以解决上述背景技术中提出的塑料材质牙刷的难降解问题。
2、为实现上述目的,本发明提供如下技术方案:一种竹牙刷加工生产工艺,包括:
3、s1:选材,首先选取3-4年竹龄的毛竹原料,将毛竹原料放置到锯断机上端的操作平台,通过锯断机将毛竹原料进行截断,得到毛竹粗料;
4、s2:开片,将毛竹粗料插入在毛竹开片机的开片头内,通过毛竹开片机对毛竹粗料进行开片,将开片后的毛竹片料两侧毛刺进行修剪,再将毛竹片料放入收集箱中;
5、s3:铣型,将毛竹片料放入竹木铣机内铣型,得到毛竹粗铣料;
6、s4:打磨,将毛竹粗铣料固定在打磨机上,通过打磨机对毛竹粗铣料整体进行打磨,得到竹牙刷粗胚;
7、s5:钻孔,将毛竹粗铣料放置打孔流水线上,使用打孔机对竹牙刷粗胚牙刷端钻出若干均匀的牙刷毛孔;
8、s6:装毛,将竹牙刷粗胚放置在装毛流水线上,在牙刷毛中间位置夹持u型金属钉,植毛机将牙刷毛对折后装入牙刷毛孔,然后对牙刷毛进行抛光打磨,去除牙刷毛尖锐部分,使得牙刷毛平整等高;
9、s7:测试,使用牙刷夹具,夹持装好毛的竹牙刷粗胚主体,使牙刷毛在格栅上往复运动,检测牙刷毛无松动脱落为合格;
10、s8:打磨修饰,最后再将装好毛的竹牙刷粗胚固定至雕刻机上,进行修饰花纹雕刻,雕刻完成后,将竹牙刷粗胚放置打磨机上再次打磨,得到竹牙刷;
11、s9:消毒杀菌,将最终制成的竹牙刷放入5-20%浓度的盐水中,蒸煮2-5小时,取出后热风下风干12-24小时,然后分装保存。
12、优选的,所述牙刷粗胚包含牙刷柄和牙刷头,所述牙刷柄为手持牙刷柄或者电动牙刷连接柄。
13、优选的,所述步骤一中毛竹原料选取直径尺寸为10-12cm,锯断机截出的毛竹粗料尺寸为长度22-25cm。
14、优选的,所述步骤一中毛竹截断时毛竹粗料不包括毛竹的分节,毛竹分节在截断时需要需要去除。
15、优选的,所述步骤二中毛竹开片机的开片头内部设置有开片刀板,开片刀板数量设置有6-8组,开片刀板通过固定卡扣与开片头连接。
16、优选的,所述步骤二中毛竹片料的成品尺寸不小于2cm。
17、优选的,所述步骤三中毛竹片在盐水中,蒸煮温度为80-100摄氏度,毛竹片料浸泡时间为2-3小时。
18、优选的,所述步骤四中打孔机打孔间距小于1mm,孔洞深度大于3mm。
19、优选的,所述步骤六中装毛流水线至少设置有三条,分别为软硬适中刷毛流水线、软刷毛流水线以及硬毛刷流水线,装毛时,每个孔洞内的刷毛要求不少于十根。
20、优选的,所述步骤七中花纹雕刻可以根据客户所需进行定制,同时花纹雕刻深度不大于1mm,后续打磨时,打磨深度小于0.5mm。
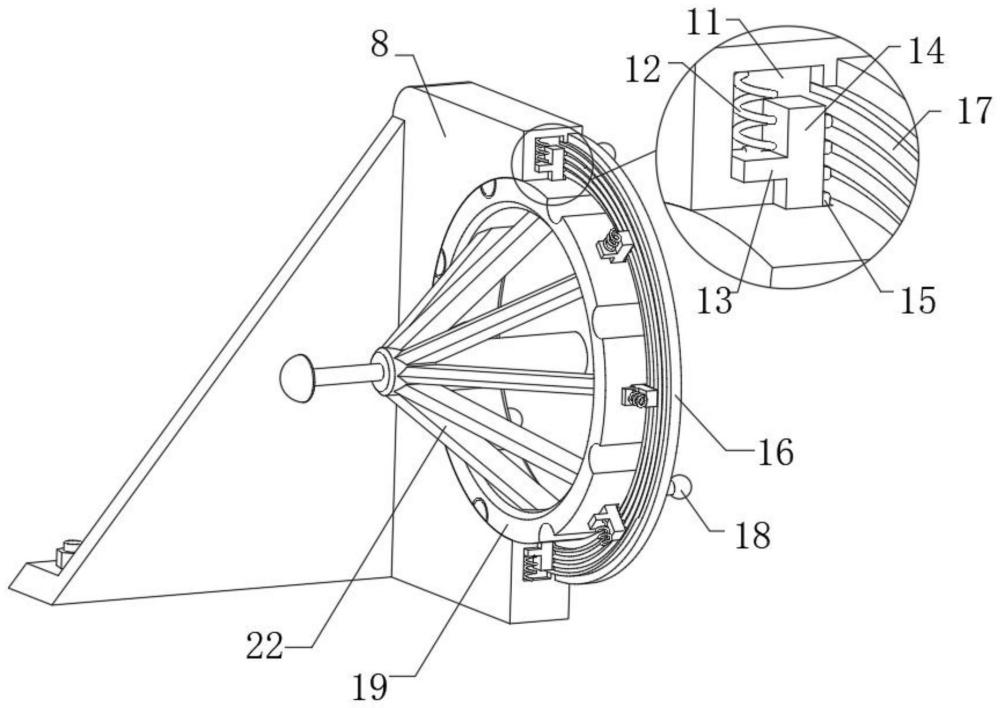
21、所述开片机包括机架,机架中间活动安装有传动轴,传动轴外侧设置有往复螺纹,传动轴一侧固定连接有传动轮,传动轮通过皮带连接电机;
22、通过电机的输出轴带动传动轮转动,传动轮带动传动轴转动。
23、所述传动轴外侧套设有推板,推板上端固定连接有推顶块,推顶块另一侧固定连接有抵盘;
24、推板内部对应传动轴外侧的往复螺纹设置有凸块,凸块位于传动轴的往复螺纹内,传动轴转动时,通过往复螺纹与凸块的挤压带动推板横向移动,进而使得抵盘推动所需开片竹料移动。
25、所述机架上端另一侧设置有开片件,开片件内部设置有固定架,固定架设置为盘状槽,固定架内壁呈环形等距设置有多组安装孔,安装孔设置为截面为半圆的条状结构,开片件内部设置有预定块,预定块内侧均连通安装孔,预定块内部固定安装有弹簧,弹簧内侧固定连接侧板,侧板另一侧固定连接有卡板,卡板内侧贯穿预定块并延伸至外侧,卡板另一侧固定连接有多组第一突齿,安装孔另一侧设置有转盘,转盘设置为截面为t型的环形结构,转盘活动设置与开片件内,转盘一侧设置有第二突齿,第二突齿设置为等速螺线的突齿,第二突齿均与第一突齿啮合,转盘另一侧固定连接有多组转块,转块设置为横向杆,转块另一侧设置有握珠;
26、通过设置的弹簧,可以在卡板固定开片盘时将卡板想内侧推动,进而使得第一突齿与第二突齿的贴合更加紧密,避免第二突齿出现移动,通过设置的卡板,可以便于将开片盘进行固定,通过设置的第二突齿配合第一突齿,可以便于带动卡板移动,便于对开片盘更换,通过设置的预定块,可以便于在更换时将开片盘进行预定位。
27、所述安装孔内部设置有开片盘,开片盘外侧设置为环形结构,开片盘尺寸与安装孔相适配,开片盘外侧对应安装孔设置有预定槽,预定槽设置为截面为半圆的横向条状槽,预定槽尺寸均与安装孔相适配,开片盘外侧对应卡板设置有卡槽,卡槽均设置为矩形槽,卡板内侧端均延伸至卡槽内,开片盘内侧呈环形等距固定有多组开片板,开片板均设置为倾斜板状结构,开片板内侧端均固定连接有中轴,中轴设置为横向柱状结构,中轴内部均设置有挤压腔,挤压腔内部固定安装有挤压弹簧,挤压弹簧一侧固定连接有顶杆,顶杆设置为t形柱状结构,顶杆外侧贯穿挤压腔并延伸至中轴外侧,顶杆一侧固定安装有顶块,顶块设置为半圆块状结构,顶块与抵盘对齐,顶块外侧套接有胶套。
28、通过倾斜设置的预定槽,可以便于对竹料进行开片,通过多组设置的预定槽,可以便于将竹料开片多组,通过设置的挤压弹簧配合顶杆,可以便于将顶块向一侧推动,便于配合抵盘将竹料固定,同时便于在开片后将竹料向外侧推动。
29、与现有技术相比,本发明的有益效果是:
30、1.发明通过提出的竹牙刷加工生产工艺内的盐水浸泡,可以使得牙刷达到防腐防蛀的效果,避免在保存和使用时牙刷腐烂或被虫蚁损坏,而且可以增强其耐用性。
31、2.本发明通过u型金属钉从中间部位将对折的牙刷毛固定在牙刷孔上,牙刷毛的安装稳定性好,防脱落效果良好;
32、3.本发明通过提出的竹牙刷加工生产工艺内毛竹材质的牙刷,可以便于牙刷使用后降解,避免使用塑料进行牙刷制作难以降解,同时毛竹自身拥有极快的生长速度,保证牙刷原料的供应需求;
33、4.本发明通过提出的竹牙刷加工生产工艺内花纹雕刻,可以便于方便客户自定义logo,同时花纹可以便于在使用时达到防滑效果,避免使用时牙刷脱手。
技术特征:1.一种竹牙刷加工生产工艺,其特征在于,包括:
2.根据权利要求1所述的一种竹牙刷加工生产工艺,其特征在于:所述牙刷粗胚包含牙刷柄和牙刷头,所述牙刷柄为手持牙刷柄或者电动牙刷连接柄。
3.根据权利要求1所述的一种竹牙刷加工生产工艺,其特征在于:所述步骤一中毛竹原料选取直径尺寸为10-12cm,锯断机截出的毛竹粗料尺寸为长度22-25cm。
4.根据权利要求1所述的一种竹牙刷加工生产工艺,其特征在于:所述步骤一中毛竹截断时毛竹粗料不包括毛竹的分节,毛竹分节在截断时需要需要去除。
5.根据权利要求1所述的一种竹牙刷加工生产工艺,其特征在于:所述步骤二中毛竹开片机的开片头内部设置有开片刀板,开片刀板数量设置有6-8组,开片刀板通过固定卡扣与开片头连接。
6.根据权利要求1所述的一种竹牙刷加工生产工艺,其特征在于:所述步骤二中毛竹片料的成品尺寸不小于2cm。
7.根据权利要求1所述的一种竹牙刷加工生产工艺,其特征在于:所述步骤九中毛竹片在盐水中,蒸煮温度为80-100摄氏度,毛竹片料浸泡时间为2-3小时。
8.根据权利要求1所述的一种竹牙刷加工生产工艺,其特征在于:所述步骤四中打孔机打孔间距小于1mm,孔洞深度大于3mm。
9.根据权利要求1所述的一种竹牙刷加工生产工艺,其特征在于:所述步骤六中装毛流水线至少设置有三条,分别为软硬适中刷毛流水线、软刷毛流水线以及硬毛刷流水线,装毛时,每个孔洞内的刷毛要求不少于十根。
10.根据权利要求1所述的一种竹牙刷加工生产工艺,其特征在于:所述步骤七中花纹雕刻可以根据客户所需进行定制,同时花纹雕刻深度不大于1mm,后续打磨时,打磨深度小于0.5mm。
技术总结本发明涉及竹制品加工技术领域,具体为一种竹牙刷加工生产工艺,包括:选材,开片,铣型,打磨,钻孔,装毛,测试,打磨修饰,消毒杀菌,将最终制成的竹牙刷放入5‑20%浓度的盐水中,蒸煮2‑5小时,取出后热风下风干12‑24小时,然后分装保存,有益效果为:发明通过提出的竹牙刷加工生产工艺内的盐水浸泡,可以使得牙刷达到防腐防蛀的效果,避免在保存和使用时牙刷腐烂或被虫蚁损坏,增强其耐用性;通过U型金属钉从中间部位将对折的牙刷毛固定在牙刷孔上,牙刷毛的安装稳定性好,防脱落效果良好;通过提出的竹牙刷加工生产工艺内毛竹材质的牙刷,可以便于牙刷使用后降解,同时毛竹自身拥有极快的生长速度,保证牙刷原料的供应需求。技术研发人员:张建,王进,袁少飞,张文福,胡鸣受保护的技术使用者:浙江省林业科学研究院技术研发日:技术公布日:2024/4/17本文地址:https://www.jishuxx.com/zhuanli/20240615/75428.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表