重组竹复合板材的制作方法
- 国知局
- 2024-07-11 15:43:38
本技术涉及重组竹材生产,更具体地涉及一种重组竹复合板材。
背景技术:
1、重组竹的主要生产过程包括:截断、破条、疏解、干燥、浸胶、铺装与热压成板等。在实际生产应用中发现,压制后的成品经常出现密度不均的现象。特别是尺寸较长的板坯密度不均的问题更加突出。即使将竹束均匀调换头尾,板坯两端的密度会比板坯中部的密度大,而且即使将竹束头尾交叉编织成竹束帘再进行铺装,也不能从根本上解决板坯中部密度偏小的问题。
2、因此,需要提供一种重组竹复合板材,以至少部分地解决上述问题。
技术实现思路
1、在技术实现要素:部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本实用新型的实用新型内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
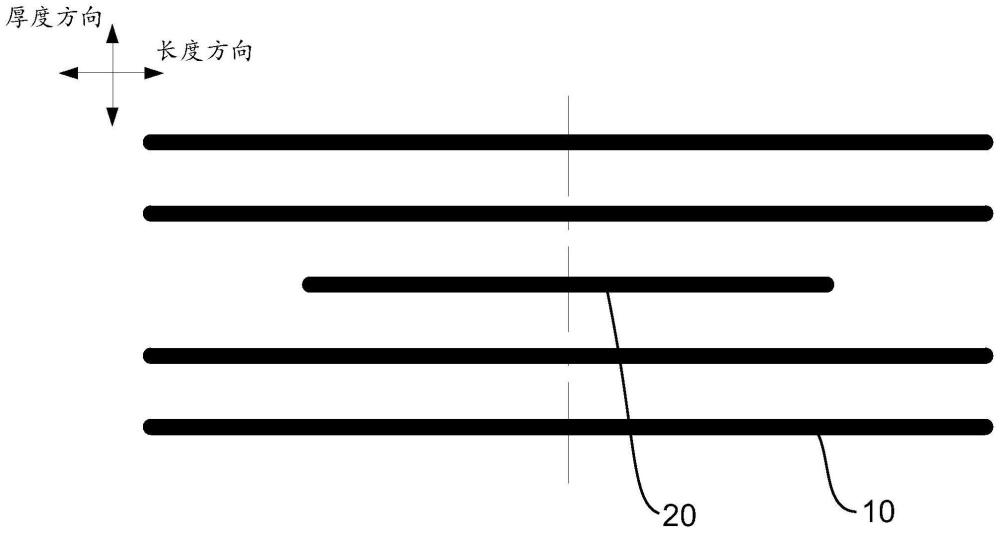
2、为至少部分地解决上述问题,本实用新型提供一种重组竹复合板材,包括沿自身厚度方向层叠设置的竹束层,所述竹束层由若干竹束紧密且不重叠平铺而成;所述竹束具有大头端和小头端,所述大头端的厚度大于所述小头端的厚度;
3、同一层所述竹束层中竹束的长度相等且所述大头端的延伸方向相同,相邻层所述竹束层中所述竹束的大头端的延伸方向相反;
4、所述竹束层包括至少四层长尺寸竹束层和至少一层短尺寸竹束层,所述长尺寸竹束层中竹束的长度大于所述短尺寸竹束层中竹束的长度;其中,
5、所述短尺寸竹束层夹设于所述长尺寸竹束层之间,沿所述厚度方向,与所述短尺寸竹束层的上表面相邻接的所述长尺寸竹束层的层数为偶数,与所述短尺寸竹束层的下表面相邻接的所述长尺寸竹束层的层数为偶数。
6、根据本实用新型第一方面的一种重组竹复合板材,通过将竹束的大头端相邻层的延伸方向相反,确保了各层竹束之间大头端和小头端的位置交替,可以实现重组竹复合板材的均衡厚度。虽然前述长竹束是均匀调换头尾设置,但制成的板坯两端的密度会比板坯中部的密度大,在长尺寸竹束层之间夹设短尺寸层,通过在板坯中部铺装适量的短尺寸竹束来提高板坯中部的竹束整体重量,对板坯中部的密度有一定的补偿作用,确保板坯的密度分布更加均匀,提高重组竹复合板材的整体稳定性和强度,并确保板材的性能和质量均衡。
7、可选地,所述短尺寸竹束层设置为一层时,所述短尺寸竹束层中竹束的两端部到所述复合板材的两端部的距离相等。
8、可选地,所述复合板材沿长度方向具有相对设置的第一端部和第二端部,
9、所述短尺寸竹束层设置为多层时,沿所述厚度方向的最下层的所述短尺寸竹束层中,所述短尺寸竹束层中竹束沿所述长度方向靠近所述第一端部的端部到所述第一端部的距离为a1,所述短尺寸竹束层中竹束沿所述长度方向靠近所述第二端部的端部到所述第二端部的距离为b1,
10、沿所述厚度方向的最上层的所述短尺寸竹束层中,所述短尺寸竹束层中竹束沿所述长度方向靠近所述第一端部的端部到所述第一端部的距离为a2,所述短尺寸竹束层中竹束沿所述长度方向靠近所述第二端部的端部到所述第二端部的距离为b2,其中,
11、a1=b2,b1=a2,并且a1≠b1。
12、可选地,两层以上的所述短尺寸竹束层的相邻层中竹束沿所述长度方向靠近所述第一端部的端部到所述第一端部的距离呈等差排列,两层以上的所述短尺寸竹束层的相邻层中竹束沿所述长度方向靠近所述二端部的端部到所述第二端部的距离呈等差排列。
13、可选地,相邻的所述短尺寸竹束层中竹束的大头端的延伸方向相反。
14、可选地,相接的所述的长尺寸竹束层的层数为2-10中的偶数。
15、可选地,所述长尺寸竹束层中竹束与所述短尺寸竹束层中竹束的长度比为10:5~10:7。
16、可选地,所述长尺寸竹束层中竹束的长度为2500-3500mm。
17、可选地,在所述长度方向上,所述短尺寸竹束层中竹束位于所述复合板材的1/10~9/10的范围内。
18、本实用新型第二方面提供一种重组竹铺装方法,包括以下步骤:
19、长尺寸竹束层第一铺装步骤:将长尺寸竹束的大头端与小头端中的一端朝向第一方向分散均匀平铺为第一层;
20、长尺寸竹束层第二铺装步骤:将长尺寸竹束的大头端与小头端中的另一端朝向第一方向分散均匀平铺在第一层的上表面,得到第二层;即长尺寸竹束层中第一层的大头端朝向与第二层的大头端朝向相反;
21、第一重复步骤:重复或者不重复长尺寸竹束层第一铺装步骤与长尺寸竹束层第二铺装步骤,使得所述第一层与所述第二层沿其厚度方向向上交替层叠,得到第一组长尺寸竹束层,所述第一组长尺寸竹束层中最上层的长尺寸竹束的大头端与小头端中的另一端朝向第一方向;
22、短尺寸竹束层铺装步骤:将短尺寸竹束的大头端与小头端中的一端朝向第一方向分散均匀平铺在所述第一组长尺寸竹束层的上表面得到短尺寸层,短尺寸竹束的大头端与小头端到第一组长尺寸竹束层长度方向的两端部的距离相等;
23、长尺寸竹束层第三铺装步骤:将长尺寸竹束的大头端与小头端中的另一端朝向第一方向分散均匀平铺在所述短尺寸层的上表面,得到第三层;
24、长尺寸竹束层第四铺装步骤:将长尺寸竹束的大头端与小头端中的一端朝向第一方向分散均匀平铺在第三层的上表面,得到第四层;即长尺寸竹束层中第三层的大头端朝向与第四层的大头端朝向相反;
25、第二重复步骤:重复或者不重复长尺寸竹束层第三铺装步骤与长尺寸竹束层第四铺装步骤,使得所述第三层与所述第四层沿其厚度方向向上交替层叠,得到第二组长尺寸竹束层,所述第二组长尺寸竹束层中长尺寸竹束层的层数与所述第一组长尺寸竹束层中长尺寸竹束层的层数相等;
26、得到铺装的重组竹板坯。
27、本实用新型第三方面又提供了一种重组竹铺装方法,包括以下步骤:
28、长尺寸竹束层第一铺装步骤:将长尺寸竹束的大头端与小头端中的一端朝向第一方向分散均匀平铺为第一层;
29、长尺寸竹束层第二铺装步骤:将长尺寸竹束的大头端与小头端中的另一端朝向第一方向分散均匀平铺在第一层的上表面,得到第二层;即长尺寸竹束层中第一层的大头端朝向与第二层的大头端朝向相反;
30、第一重复步骤:重复或者不重复长尺寸竹束层第一铺装步骤与长尺寸竹束层第二铺装步骤,使得所述第一层与所述第二层沿其厚度方向向上交替层叠,得到第一组长尺寸竹束层,所述第一组长尺寸竹束层中最上层的长尺寸竹束的大头端与小头端中的另一端朝向第一方向;
31、短尺寸竹束层第一铺装步骤:将短尺寸竹束的大头端与小头端中的一端朝向第一方向分散均匀平铺在所述第一组长尺寸竹束层的上表面得到第一短尺寸层,短尺寸竹束的大头端与小头端中的一端到长尺寸竹束层长度方向的第一端部的距离为a1,短尺寸层的大头端与小头端中的另一端到长尺寸竹束层长度方向的第二端部的距离为b1,a1≠b1;
32、长尺寸竹束层第三铺装步骤:将长尺寸竹束的大头端与小头端中的另一端朝向第一方向分散均匀平铺在所述第一短尺寸层的上表面,第三层;
33、长尺寸竹束层第四铺装步骤:将长尺寸竹束的大头端与小头端中的一端朝向第一方向分散均匀平铺在第三层的上表面,得到第四层;即长尺寸竹束层中第三层的大头端朝向与第四层的大头端朝向相反;
34、第二重复步骤:重复或者不重复长尺寸竹束层第三铺装步骤与长尺寸竹束层第四铺装步骤,使得所述第三层与所述第四层沿其厚度方向向上交替层叠,得到第二组长尺寸竹束层,所述第二组长尺寸竹束层中长尺寸竹束层的层数与所述第一组长尺寸竹束层中长尺寸竹束层的层数相等;
35、短尺寸竹束层第二铺装步骤:将短尺寸竹束的大头端与小头端中的另一端朝向第一方向分散均匀平铺在所述第二组长尺寸竹束层的上表面得到第二短尺寸层;
36、第三重复步骤,重复或者不重复前述步骤,最上层为第n层短尺寸层或第二短尺寸层,最上层的所述短尺寸竹束层沿所述长度方向靠近所述第一端部的端部到所述第一端部的距离为a2,最上层的所述短尺寸竹束层中竹束沿所述长度方向靠近所述第二端部的端部到所述第二端部的距离为b2,a1≠a2;
37、长尺寸竹束层第五铺装步骤:将长尺寸竹束的大头端朝向与所述第n层短尺寸层或所述第二短尺寸层的大头端朝向相反的方向,分散均匀平铺在所述第n层短尺寸层或第二短尺寸层的上表面,得到第五层;
38、长尺寸竹束层第六铺装步骤:将长尺寸竹束的大头端朝向与所述第n层短尺寸层或所述第二短尺寸层的大头端朝向相同的方向,分散均匀平铺在第五层的上表面,得到第六层;即长尺寸竹束层中第五层的大头端朝向与第六层的大头端朝向相反;
39、得到铺装的重组竹板坯。
40、可选地,最上层的所述短尺寸层的靠近所述第一端部的端部与所述第一端部之间的距离与最下层的所述短尺寸层的靠近所述第二端部的端部与所述第二端部之间的距离相等。
本文地址:https://www.jishuxx.com/zhuanli/20240615/75636.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表