一种自动替换上下料的精雕机及其控制系统的制作方法
- 国知局
- 2024-07-11 15:45:33
本发明涉及精雕机,具体为一种自动替换上下料的精雕机及其控制系统。
背景技术:
1、精雕机(cnc雕刻机)是一种计算机数控设备,主要用于在各种硬质材料(如木材、金属、塑料、玻璃等)表面进行精细的切割、雕刻、打孔和加工,这些机器能够根据预先设定的程序,通过控制刀具在不同方向上移动,以在材料表面上产生所需的图案、形状或文字,精雕机通常由数控系统、控制软件、运动控制系统以及刀具组成,它们的操作是由计算机软件控制的,用户可以通过特定的软件编程制定加工路径和要完成的任务。
2、在对木板进行雕刻时,由于木板体积过大人工手动对进行上卸料的过程中,不仅需要较多的时间与劳动力,影响木板雕刻的生产效率,同时频繁的对木板进行搬运,导致工人进行繁重的体力劳动,容易导致疲劳和工作负担,可能增加工伤的风险;
3、同时对木板进行雕刻时需要对其进行固定,防止木板在雕刻装置的抵触下发生位置偏移,发生位置偏移木板导致雕刻设备无法对木板的加工面进行对齐,进而影响木板纹路的雕刻效果,同时雕刻设备通过设好的线路进行雕刻时,容易与发生偏移的木板发生抵触,导致雕刻后的纹路划伤与损坏,影响雕刻的合格率;
4、若自动对木板进行卸料时,一般的卸料口与收集箱内部存在落差,导致木板掉落进入到收集箱内部,造成雕刻完成的木板相互碰撞,进而影响木板表面的雕刻纹路。
5、为此,提出一种自动替换上下料的精雕机及其控制系统。
技术实现思路
1、本发明的目的在于提供一种自动替换上下料的精雕机及其控制系统,以解决上述背景技术中提出的问题。
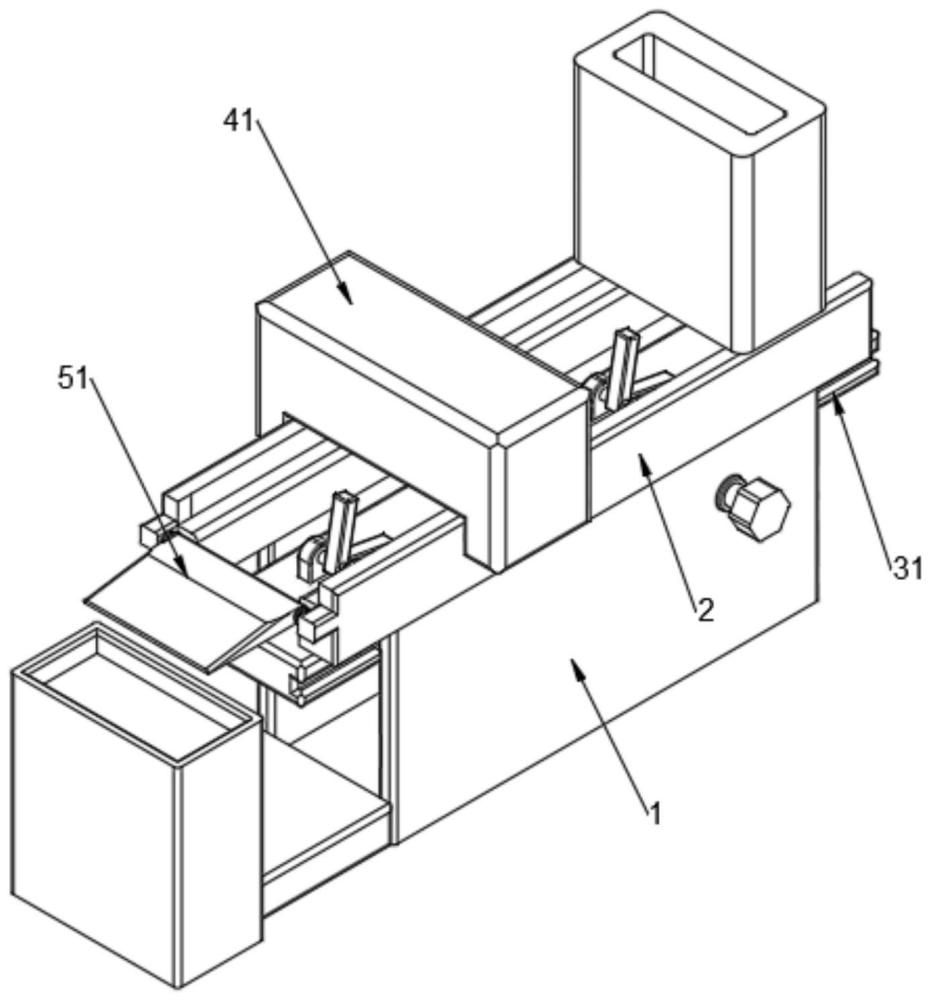
2、为实现上述目的,本发明提供如下技术方案:一种自动替换上下料的精雕机及其控制系统,包括底座,所述底座的内壁上对称固定连接有t型块,所述底座的上表面固定连接有第一支撑板,所述第一支撑板的内壁顶部滑动连接有木板,所述底座的内侧设置有用于木板自动上下料的投料组件,所述第一支撑板的顶部设置有用于防止木板加工时发生位置偏移的加工固定组件,所述底座的侧方设置有用于防止木板卸料时相互之间发生碰撞的防护组件。
3、优选的,所述投料组件包括有载物板,所述载物板横向滑动于底座的内侧,所述载物板的侧壁上对称开设有t型限位滑槽,所述载物板的上表面呈线性阵列排布固定连接有第一固定板,所述第一固定板的内侧均转动连接有l型抵触板,所述底座的内部转动连接有电动传动杆,所述电动传动杆的中部转动连接有第二固定板,且所述第二固定板的顶端固定连接在载物板的下表面,所述第二固定板的底端转动连接有传送轮杆,所述传送轮杆与电动传动杆之间对称传动连接有传送带,所述传送轮杆远离第二固定板的顶端均固定连接有第一固定杆,所述第一固定杆远离第二固定板的一端均转动连接有第二固定杆,所述第二固定杆远离第二固定板的一端转动连接有固定块,且所述固定块固定连接于载物板的下表面。
4、优选的,所述加工组件包括有加工箱,所述加工箱固定连接于第一支撑板的侧壁上,所述第一支撑板的内壁上对称固定连接有第一弹簧,所述第一弹簧远离第一支撑板的一端均固定连接有第一抵触板,且所述第一抵触板横向滑动连接于第一支撑板的内部,所述第一支撑板远离加工箱的一端顶部固定连接有载物槽板。
5、优选的,所述防护组件包括有第二支撑板,所述第二支撑板转动连接于第一支撑板的内侧,所述第二支撑板的侧壁上对称固定连接有扭簧杆,且所述扭簧杆远离第二支撑板的一端均与第一支撑板的内壁转动连接,所述第一支撑板的底端固定连接有收集箱,所述收集箱的内腔底部对称固定连接有第二弹簧,所述第二弹簧的顶端固定连接有第三支撑板,且所述第三支撑板竖向滑动连接于收集箱的内部。
6、优选的,所述t型块的尺寸与t型限位滑槽的尺寸相适配,使得载物板通过t型限位滑槽与t型块在底座的内壁上横向滑动。
7、优选的,所述电动传动杆内部安装驱动装置,所述电动传动杆安装的驱动装置与设备使用电源之间存在电性连接关系,使得操控员电性控制电动传动杆驱动装置与设备使用电源通断电。
8、优选的,所述木板的尺寸与载物槽板的尺寸相适配,使得载物槽板内部堆积的木板自动向下滑落。
9、优选的,所述第二支撑板的上表面开设有斜面,使得木板在第二支撑板上表面开设的斜面作用下滑出,所述第二支撑板的上表面与第一支撑板的内壁上表面处于同一水平面,使得木板通过第一支撑板滑入到第二支撑板的上表面,所述l型抵触板的顶端与木板的顶端处于同一水平面,使得l型抵触板的顶端抵触木板在第一支撑板的内部进行传动。
10、一种自动替换上下料的控制系统,包括如下步骤:
11、s1:操控员将载物槽板内部填满大小尺寸一致的木板;
12、s2:通过传感器检测控制器判断木板是否位于第一支撑板的内部;
13、s2.1:当传感器检测控制器检测到木板位于第一支撑板的内部时,则传感器检测控制器电性控制电动传动杆开始工作,使得电动传动杆带动传送系统开始运行;
14、s2.2:当传感器检测控制器未检测到木板位置第一支撑板的内部时,则再次进入s1,等待操作员填料;
15、s3:在s2.1中传送系统运行时使得木板运送至加工箱内部并触发夹持系统启动,此时加工箱内部设置的检测控制系统对木板的位置进行检测;
16、s3.1:当检测控制系统检测到木板时,则检测控制系统电性控制电动传动杆停止工作;
17、s3.2:当检测控制系统为检测到木板时,则进入到s3;
18、s4:当s3.1中电动传动杆停止工作后,检测控制系统电性控制加工箱开始对木板进行加工;
19、s5:当加工箱完成对木板的加工后,检测控制系统检测加工箱内的木板是否完成加工;
20、s5.1:若检测控制系统检测木板未完成加工,则再次进入到s4;
21、s5.2:若检测控制系统检测加工箱内部的木板完成,则检测控制系统电性控制电动传动杆开始工作;
22、s5:此时电动传动杆运行后传送系统同步启动,将木板运送至出料口并通过木板进入收集箱的内部。
23、与现有技术相比,本发明的有益效果是:
24、1、通过投料组件逐一的将载物槽板内部的木板运送到加工箱的内部进行加工,在通过投料组件再对第一支撑板内部的木板逐一的进行卸料,避免了木板在对进行精雕的过程中需要人工手动对其进行搬运,防止了人工手动对木板进行搬运慢需要消耗大量的时间造成木板加工的效率降低,也防止了人工手动上卸料时需要进行繁重的体力劳动造成人工疲劳与工作负担加重,进而增加了工伤风险,保障木板的生产效率与人工安全;
25、2、通过第一弹簧与第一抵触板对木板进行夹持固定,避免了木板在加工箱内部进行雕刻的过程中,由于雕刻过程中的木板与加工箱内部雕刻的设备进行抵触产生的摩擦力带动木板发生偏移,防止了木板加工部位发生偏移后无法与加工箱内部的雕刻设备对齐造成雕刻设备未按照预期路径移动使得雕刻结果与设计不符,也防止了雕刻设备对木板表面已加工的部位进行抵触造成木板表面已经雕刻完成的纹路进行划伤造成木板雕刻后的图案质量下降,提高了木板的雕刻质量;
26、3、通过扭簧杆与第二弹簧产生的弹力对木板进行缓慢的卸料,避免了木板在卸料的过程中由于第一支撑板内部与收集箱的内部存在落差导致木板之间发生碰撞,防止了木板的拐角与木板表面的纹路发生碰撞造成木板表面雕刻的纹路会划伤与破裂,提高了木板表面纹路的美观性。
本文地址:https://www.jishuxx.com/zhuanli/20240615/75806.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。