一种微波预处理木单板快速胶合的制备方法
- 国知局
- 2024-07-11 15:52:55
本发明涉及胶合板制备,尤其涉及一种微波预处理木单板快速胶合的制备方法。
背景技术:
1、胶合板是一种由三层或更多层单板经过精确对称排列和垂直木纹方向组坯胶合而成的板材。其表板和内层板对称地配置在中心层或板芯的两侧,这种结构不仅优化了木材的利用,也成为节约木材资源的关键手段。胶合板的应用领域广泛,涵盖了飞机、船舶、火车、汽车、建筑以及包装箱等多个行业。
2、在生产过程中,胶合板的制备遵循一系列精确步骤,从原木处理开始,经过单板旋切、干燥、整理,再到涂胶、组坯、预压以及热压等工序。在这些步骤中,单板干燥尤为关键,需确保单板在较低含水率状态下进行,以确保胶粘剂能够充分渗透单板内部,并在压制过程中形成有效的胶钉,进而提升胶层界面的结合强度。
3、关于生产材料,胶合板主要采用如椴木、水曲柳、桦木、榆木和杨木等树种。不同树种因其木材结构的疏密差异,所需的施胶量也有所不同。例如,木材结构细腻的树种如桦木,其对胶液的吸收量较少;而木材结构较为粗松的树种如水曲柳,则对胶液的吸收量较大。
4、目前,现有技术使用结构紧密的硬木制备胶合板时,存在胶液渗透不足,并且还需要长时间陈化来使胶液渗透进木单板内,导致的胶合效率低,且胶合质量差的问题。
5、因此,有必要提供一种微波预处理木单板快速胶合的制备方法,以解决上述技术问题。
技术实现思路
1、本发明克服了现有技术的不足,提供一种微波预处理木单板快速胶合的制备方法。
2、为达到上述目的,本发明采用的技术方案为:一种微波预处理木单板快速胶合的制备方法,包括以下步骤:
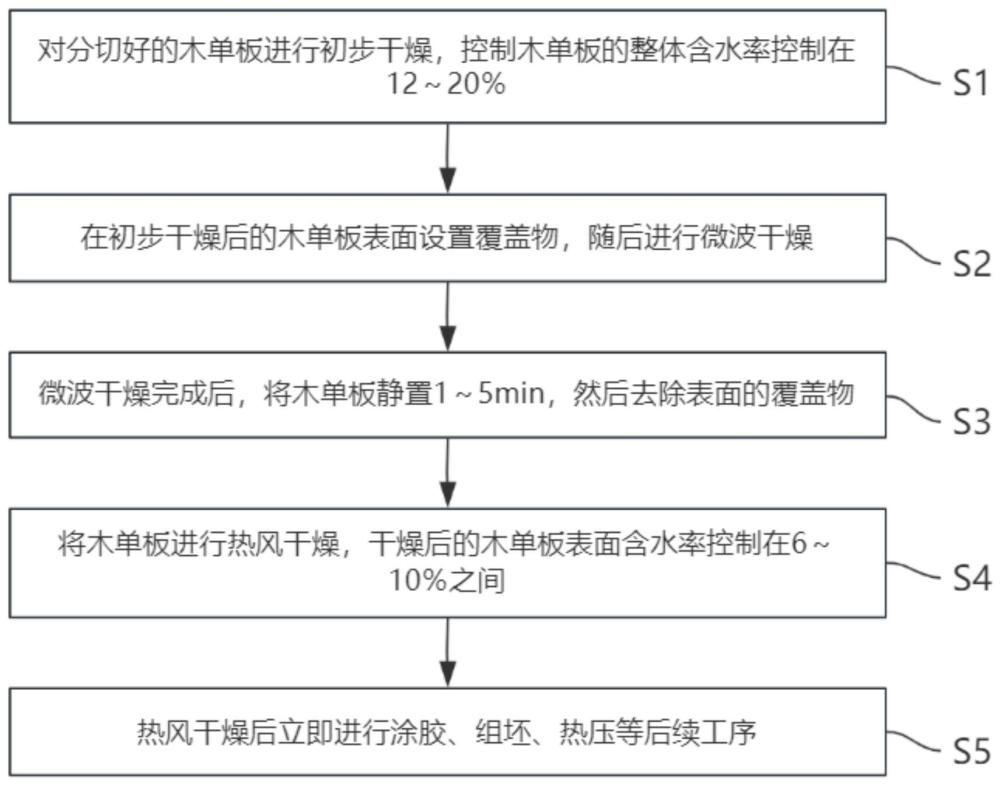
3、s1、对分切好的木单板进行初步干燥,控制木单板的整体含水率控制在12~20%;
4、s2、在初步干燥后的木单板表面设置覆盖物,随后进行微波干燥;
5、s3、微波干燥完成后,将木单板静置1~5min,然后去除表面的覆盖物;
6、s4、将木单板进行热风干燥,干燥后的木单板表面含水率控制在6~10%之间;
7、s5、热风干燥后立即进行涂胶、组坯、热压等后续工序。
8、本发明一个较佳实施例中,所述初步干燥使用微波干燥、热风干燥或真空干燥的其中一种。
9、本发明一个较佳实施例中,所述木单板的厚度为3~10mm,密度为600~750kg/m3。
10、本发明一个较佳实施例中,在所述s2中,微波干燥的时间为30~60s,微波频率为1500~2450mhz。
11、本发明一个较佳实施例中,所述覆盖物包覆在所述木单板表面,对所述木单板进行密封,所述覆盖物材料为聚四氟乙烯或聚酰亚胺。
12、本发明一个较佳实施例中,在所述s2中,微波干燥过程中,保持对木单板的匀速水平旋转,转速为3~6r/min。
13、本发明一个较佳实施例中,在所述s3中,静置环境的温度为25~40℃,相对湿度为90~94%rh。
14、本发明一个较佳实施例中,在所述s4中,热风干燥温度为60~65℃,通风量为0.5~1.0m3/s。
15、本发明一个较佳实施例中,所述木单板完成热风干燥之后,进行涂胶工序之间的时间间隔小于2min。
16、本发明一个较佳实施例中,所述热压工序,包括以下步骤:
17、步骤一、实施0.5~1.0mpa的预压,持续1~3分钟;
18、步骤二、进行热压操作,设定温度为100~120℃,压力为1.0~1.5mpa;在热压过程中,每隔1~2分钟,逐步增加热压压力至2.0~2.5mpa,并将温度提升至130~150℃;
19、步骤三、维持热压压力2.0~2.5mpa和温度130~150℃的状态2~3分钟后,热压工序完成。
20、本发明解决了背景技术中存在的缺陷,本发明具备以下有益效果:
21、(1)本发明提供了一种微波预处理木单板快速胶合的制备方法,将木单板的干燥过程分为初步干燥、微波干燥和热风干燥三个阶段,实现对木单板含水率的控制,以及微小内裂的产生,促使在涂胶和热压之后,胶液能更快、更多地渗入木单板内部,以形成更多的胶钉网络,进而提高胶合板的整体强度和稳定性。相对于现有技术,本发明解决了在使用结构紧密的硬木制备胶合板时,胶液渗透不足,还需要长时间陈化来使胶液渗透进木单板内,导致的胶合效率低,且胶合质量差的问题。
22、(2)本发明对木单板进行初步干燥,控制其整体含水率在标准要求之上,然后在木单板表面装覆盖物,使其密封起来,再进行微波干燥,迅速加热木单板中的水分,使其转化为水蒸气。但由于覆盖物的存在,水蒸气无法有效排出,因此在木单板内部形成压力,这种压力导致木单板内部产生微小的局部爆破,形成一定数量的微小内裂,能够在涂胶之后的热压过程中,胶液能够通过内裂更快、更多地渗入木单板内部,胶液固化之后,在木单板内形成大量的胶钉网络,使得胶合板具有更好的抗裂性和耐久性,适用于各种建筑和家具制造领域。
23、(3)本发明对木单板进行微波干燥时,由于木单板的表面有覆盖物,导致水蒸气无法排出,微波干燥之后静置一段时间,水蒸气会在木单板的表面凝聚,然后再进行热风干燥,将表面的含水率降低到6~10%之间。在此含水率条件下,进行涂胶操作时,能够显著提高胶液的渗入量和渗透速度,这是由于木单板表面含水率较低所致。再配合微小内裂的存在,进一步促进胶液的渗入,提高了胶合速率和胶合质量,从而实现木单板的高效优质加工。
技术特征:1.一种微波预处理木单板快速胶合的制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种微波预处理木单板快速胶合的制备方法,其特征在于:所述初步干燥使用微波干燥、热风干燥或真空干燥的其中一种。
3.根据权利要求1所述的一种微波预处理木单板快速胶合的制备方法,其特征在于:所述木单板的厚度为3~10mm,密度为600~750kg/m3。
4.根据权利要求1所述的一种微波预处理木单板快速胶合的制备方法,其特征在于:在所述s2中,微波干燥的时间为30~60s,微波频率为1500~2450mhz。
5.根据权利要求1所述的一种微波预处理木单板快速胶合的制备方法,其特征在于:所述覆盖物包覆在所述木单板表面,对所述木单板进行密封,所述覆盖物材料为聚四氟乙烯或聚酰亚胺。
6.根据权利要求1所述的一种微波预处理木单板快速胶合的制备方法,其特征在于:在所述s2中,微波干燥过程中,保持对木单板的匀速水平旋转,转速为3~6r/min。
7.根据权利要求1所述的一种微波预处理木单板快速胶合的制备方法,其特征在于:在所述s3中,静置环境的温度为25~40℃,相对湿度为90~94%rh。
8.根据权利要求1所述的一种微波预处理木单板快速胶合的制备方法,其特征在于:在所述s4中,热风干燥温度为60~65℃,通风量为0.5~1.0m3/s。
9.根据权利要求1所述的一种微波预处理木单板快速胶合的制备方法,其特征在于:所述木单板完成热风干燥之后,进行涂胶工序之间的时间间隔小于2min。
10.根据权利要求1所述的一种微波预处理木单板快速胶合的制备方法,其特征在于:所述热压工序,包括以下步骤:
技术总结本发明公开了一种微波预处理木单板快速胶合的制备方法,包括以下步骤:对分切好的木单板进行初步干燥,控制木单板的整体含水率控制在12~20%;在初步干燥后的木单板表面设置覆盖物,随后进行微波干燥;微波干燥完成后,将木单板静置1~5min,然后去除表面的覆盖物;将木单板进行热风干燥,干燥后的木单板表面含水率控制在6~10%之间;热风干燥后立即进行涂胶、组坯、热压等后续工序。本发明将木单板的干燥过程分为初步干燥、微波干燥和热风干燥三个阶段,实现对木单板含水率的控制,以及微小内裂的产生,促使在涂胶和热压之后,胶液能更快、更多地渗入木单板内部,以形成更多的胶钉网络,进而提高胶合板的整体强度和稳定性。技术研发人员:彭万喜,张仲凤,李业红,葛省波,石洋受保护的技术使用者:河南农业大学技术研发日:技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240615/76483.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。