一种制刷工艺的制作方法
- 国知局
- 2024-07-11 17:24:49
本申请涉及制刷,尤其涉及一种制刷工艺。
背景技术:
1、猪鬃为一种刚韧富有弹性、不易变形且防静电的动物毛发。其防静电的特性使猪鬃能适用于梳头。现有的猪鬃梳包括刷柄和安装于刷柄内的内衬片,内衬片上开设有用于固定猪鬃的固毛孔,由于猪鬃存在一定弯折度和弹性,导致位于固毛孔内的每丛猪鬃的收拢效果差,从而导致猪鬃制成的梳子无法深度插入比较厚的头发层从而接触到头皮,进而导致梳头效果差的问题。
技术实现思路
1、本申请提供了一种制刷工艺,用以解决现有技术中的猪鬃由于存在一定的弯折度和弹性,导致位于固毛孔内的每丛猪鬃的收拢效果差的问题。
2、为解决上述问题,本申请提供了:一种制刷工艺,包括:
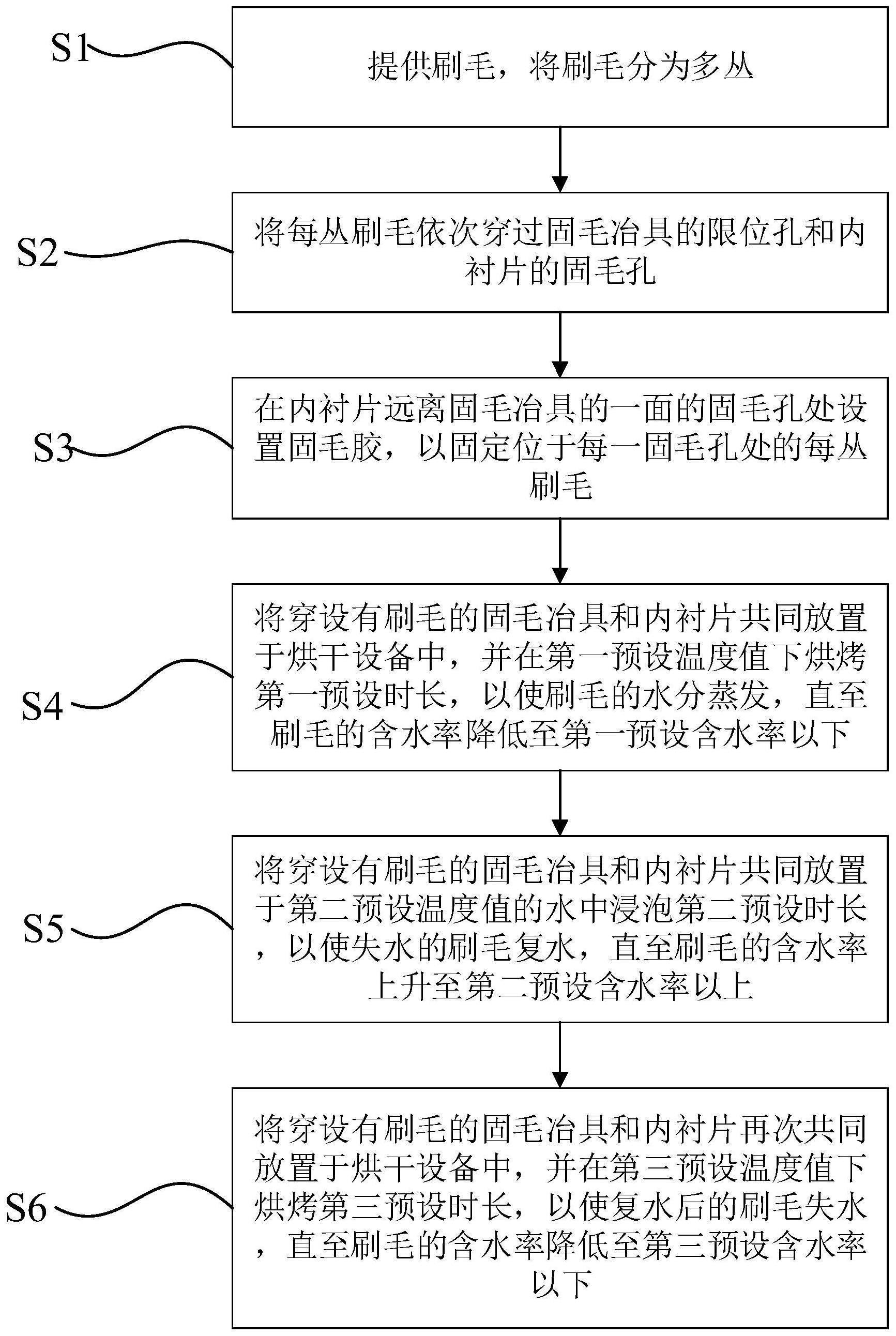
3、s1:提供刷毛,将刷毛分为多丛;
4、s2:将每丛刷毛依次穿过固毛冶具的限位孔和内衬片的固毛孔;
5、s3:在内衬片远离固毛冶具的一面的固毛孔处设置固毛胶,以固定位于每一固毛孔处的每丛刷毛;
6、s4:将穿设有刷毛的固毛冶具和内衬片共同放置于烘干设备中,并在第一预设温度值下烘烤第一预设时长,以使刷毛的水分蒸发,直至刷毛的含水率降低至第一预设含水率以下;
7、s5:将穿设有刷毛的固毛冶具和内衬片共同放置于第二预设温度值的水中浸泡第二预设时长,以使失水的刷毛复水,直至刷毛的含水率上升至第二预设含水率以上;
8、s6:将穿设有刷毛的固毛冶具和内衬片再次共同放置于烘干设备中,并在第三预设温度值下烘烤第三预设时长,以使复水后的刷毛失水,直至刷毛的含水率降低至第三预设含水率以下;
9、其中,其中,第一预设含水率小于第三预设含水率,第三预设含水率小于第二预设含水率。
10、在一种可能的实施方式中,所述s1还包括:筛选刷毛,保留不分岔的刷毛和/或大于预设直径的刷毛。
11、在一种可能的实施方式中,固毛胶为热固胶,固毛胶能够在第一预设温度值下进行固化。
12、在一种可能的实施方式中,所述固毛冶具能够与内衬片相贴合,且所述固毛冶具上开设有多个限位孔,多个所述限位孔与所述内衬片的固毛孔的位置一一对应,刷毛能够穿设于所述限位孔和所述固毛孔。
13、在一种可能的实施方式中,所述s3还包括:将穿设有刷毛的内衬片和固毛冶具共同放置于刷根工装的第一夹板和第二夹板之间,并使从内衬片远离固毛冶具的一面露出的刷毛穿过第一夹板上的丝印孔,然后在第一夹板远离内衬片的一面涂抹固毛胶,以将固毛胶填涂进丝印孔内,从而固定每一固毛孔处的每丛刷毛。
14、在一种可能的实施方式中,所述刷根工装包括连接柱、第一夹板和第二夹板,所述连接柱滑动地穿设于所述第一夹板与所述第二夹板连接,所述第一夹板上开设有多个丝印孔,多个所述丝印孔与多个固毛孔的位置一一对应。
15、在一种可能的实施方式中,所述制刷工艺还包括s7:
16、当刷毛的含水率降低至第三预设含水率以下之后,在内衬片设有固毛胶的一面涂抹加固胶。
17、在一种可能的实施方式中,所述s7还包括:
18、将穿设有刷毛的固毛冶具和内衬片共同放置于刷面工装的第一固定板和第二固定板之间,并使内衬片丝印有固毛胶的一面与第一固定板上的刷面口的位置相对应,然后在刷面口内、在内衬片丝印有固毛胶的一面上涂抹加固胶。
19、在一种可能的实施方式中,所述刷面工装包括固定柱、第一固定板和第二固定板,所述固定柱滑动地穿设于所述第一固定板与所述第二固定板连接,所述第一固定板上开设有与多个固毛孔的位置相对应的刷面口。
20、在一种可能的实施方式中,所述制刷工艺还包括s8:将穿设有刷毛的固毛冶具和内衬片在预设湿度环境下静置第四预设时长,以使加固胶自然干胶。
21、本申请的有益效果是:本申请提出一种制刷工艺。在制刷时,首先,将每丛刷毛依次穿过固毛冶具和内衬片,以使刷毛能够在限位孔的限位下保持笔直且收拢的状态,然后,在内衬片的固毛孔处涂抹固毛胶以固定刷毛,最后,使刷毛依次经历烘干失水、水浴复水和烘干失水的过程,在上述过程中,刷毛先通过烘干失去一定的水分,从而使猪鬃失去弹性,然后再经历复水使刷毛能够恢复弹性并保持笔直、收拢的形状,最后刷毛再经历一次烘干,使得刷毛的水分含量降低至接近刷毛最初的含水量水平,从而避免刷毛由于水分过高而导致在使用过程中失水,进而导致发生形变的问题。因此,刷毛在限位孔的限位下经历失水、复水、再失水的过程能够固定其形状,使每丛刷毛能够一直维持笔直且收拢的状态。
技术特征:1.一种制刷工艺,其特征在于,包括:
2.根据权利要求1所述的制刷工艺,其特征在于,所述s1还包括:筛选刷毛,保留不分岔的刷毛和/或大于预设直径的刷毛。
3.根据权利要求1所述的制刷工艺,其特征在于,固毛胶为热固胶,固毛胶能够在第一预设温度值下进行固化。
4.根据权利要求1所述的制刷工艺,其特征在于,所述固毛冶具能够与内衬片相贴合,且所述固毛冶具上开设有多个限位孔,多个所述限位孔与所述内衬片的固毛孔的位置一一对应,刷毛能够穿设于所述限位孔和所述固毛孔。
5.根据权利要求1所述的制刷工艺,其特征在于,所述s3还包括:将穿设有刷毛的内衬片和固毛冶具共同放置于刷根工装的第一夹板和第二夹板之间,并使从内衬片远离固毛冶具的一面露出的刷毛穿过第一夹板上的丝印孔,然后在第一夹板远离内衬片的一面涂抹固毛胶,以将固毛胶填涂进丝印孔内,从而固定每一固毛孔处的每丛刷毛。
6.根据权利要求5所述的制刷工艺,其特征在于,所述刷根工装包括连接柱、第一夹板和第二夹板,所述连接柱滑动地穿设于所述第一夹板与所述第二夹板连接,所述第一夹板上开设有多个丝印孔,多个所述丝印孔与多个固毛孔的位置一一对应。
7.根据权利要求5所述的制刷工艺,其特征在于,还包括s7:
8.根据权利要求7所述的制刷工艺,其特征在于,所述s7还包括:
9.根据权利要求8所述的制刷工艺,其特征在于,所述刷面工装包括固定柱、第一固定板和第二固定板,所述固定柱滑动地穿设于所述第一固定板与所述第二固定板连接,所述第一固定板上开设有与多个固毛孔的位置相对应的刷面口。
10.根据权利要求7所述的制刷工艺,其特征在于,还包括s8:将穿设有刷毛的固毛冶具和内衬片在预设湿度环境下静置第四预设时长,以使加固胶自然干胶。
技术总结本申请公开了一种制刷工艺。该制刷工艺包括:先将每丛刷毛依次穿过固毛冶具的限位孔和内衬片的固毛孔。然后在内衬片远离固毛冶具的一面的固毛孔处设置固毛胶固定刷毛。然后将穿设有刷毛的固毛冶具和内衬片共同放置于第一预设温度值下烘烤第一预设时长,以使刷毛的水分蒸发。然后将穿设有刷毛的固毛冶具和内衬片共同放置于第二预设温度值的水中浸泡第二预设时长,以使失水的刷毛复水。然后将穿设有刷毛的固毛冶具和内衬片再次共同放置于第三预设温度值下烘烤第三预设时长,以使复水后的刷毛失水。本申请提供的制刷工艺使刷毛在收拢的状态下经历失水、复水、再失水的过程,使每丛刷毛能够维持笔直且收拢的状态。技术研发人员:付强,兰君翔受保护的技术使用者:深圳市东鼎丰电子有限公司技术研发日:技术公布日:2024/1/15本文地址:https://www.jishuxx.com/zhuanli/20240615/84102.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表