一种具有水平固定座的双箭头折弯设备及方法与流程
- 国知局
- 2024-07-12 10:17:07
本发明涉及牙科正畸领域,特别是涉及一种具有水平固定座的双箭头折弯设备及方法。
背景技术:
1、牙齿矫正结束以后,防止矫正之后的牙齿复发回到原来位置需定制霍利(hawely)保持器,由自凝树脂和钢丝组成,钢丝通常使用的是成卷的长度达到125米的、直径为0.8mm或者0.7mm的圆形不锈钢丝,人工矫直后再进行折弯操作。通常在第一磨牙上放置双箭头卡(adams clasp),前牙区放置双曲唇弓。第一磨牙颊舌侧宽度8∽10mm,长11∽13mm,高度5∽8mm。
2、现有的制作方法为人工手动弯制双箭头卡和双曲唇弓,但是由于双剪头卡结构复杂,需要技术熟练、经验丰富的人员来完成,而且折弯操作时间长,长时间工作容易疲劳,需要自动化的设备实现折弯高难度的双剪头卡和双曲唇弓。
3、专利cn202121591655介绍了一种无痕折弯成型装置,但是对于一些极具难度的弯丝结构依然达不到要求,无法折弯霍利保持器上的双箭头卡(adams clasp)。专利us20160114377a1中介绍了一种用于矫正弓丝进行定制成形的设备,只适合折弯小段的直钢丝。专利us11027323b2中介绍了一种用于线材弯曲机的自动折弯设备,但是该设备为工业用大型设备,无法折弯个性化的双箭头。
技术实现思路
1、本发明的目的在于实现自动折弯高难度的双箭头卡,减少人工操作的难度,折弯出的箭头两边形成的内夹角为20∽25°,箭头内弧形最小直径为0.5∽1mm,并实现无碰撞。同时解决上述钢丝人工折弯难度大、效率低的问题,提高弯制效率和准确性。其难点在于双箭头卡的箭头内夹角极小,为20∽25°,经过测试钢丝需要折弯180°,才会回弹至25°左右,折弯190°,才会回弹至20°。箭头内弧形直径为0.5∽1mm,则钢丝环绕折弯的厚度也只能是0.5∽1mm,这就需要尽量减小折弯时产生的阻抗力,同时双箭头卡结构复杂,环绕一颗磨牙的近中和远中,空间狭小,自动折弯容易产生碰撞。另外由于是对钢丝进行折弯并切断,不可避免会产生磨损,需要替换磨损件,则需要精确设计的校准结构确保替换磨损件之后快速校准,才能让设备开始自动折弯工作。
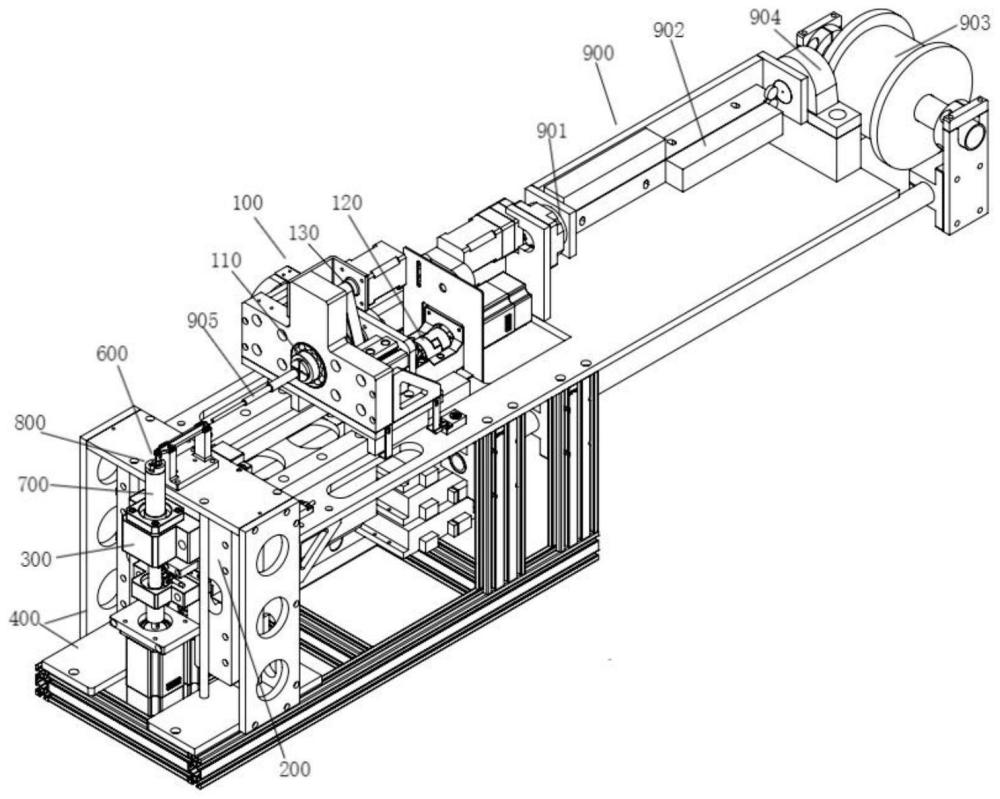
2、为实现上述目的,本发明提供了一种具有水平固定座的双箭头折弯设备,其结构组成包括:支架结构、旋转输送结构、矫直结构、上下滑动结构、旋转动力结构、校准结构、固定折弯结构、折弯杆、切刀,固定座水平安装在上板上。
3、优选的,支架结构包括:上板、下板、后板、左右侧板,相互呈90°,左右拉杆位于折弯头结构左右侧,连接上板和下板,起到保护和固定支撑旋转动力结构的作用。
4、优选的,上下滑动结构的第一垂直高度为第一折弯台侧凹口中心点与钢丝中心点平齐、第二垂直高度为第二折弯台侧凹口中心点与钢丝中心点平齐、第三垂直高度为切刀刃口高于钢丝最高点。
5、优选的,所述旋转动力结构,其特征在于,折弯杆安装在一对具有角接触轴承的滚珠丝杠固定座上,减速电机通过联轴器连接折弯杆,校准块结构由侧斜面、上侧面、下侧面、内弧面、上凹口、下凹口组成,校准结构侧斜面与固定座侧斜面啮合,校准结构上侧面与折弯头侧面啮合,校准结构内弧面与折弯柱啮合。
6、优选的,所述旋转输送结构由三瓣簧夹紧装置、丝杠导轨滑台输送装置和中空旋转装置组成。
7、进一步的,旋转输送结构的三瓣簧夹头与固定座之间有内径为1mm、外径5mm的多层伸缩套管,材质为不锈钢、高硬度pc等高硬度、耐磨损的材料。折弯u型的ab之间的圆弧时,折弯台对钢丝产生向后的推力,将导致在旋转输送结构的三瓣簧夹头与固定座之间悬空的钢丝产生扭曲,破坏了经过矫直后钢丝的直线度,因此,在三瓣簧夹头与固定座之间放置多层伸缩套管,可以有效防止钢丝受到向后推力时的扭曲变形,提高准确度,同时可以伸缩,不会阻碍钢丝的输送。矫直结构的矫直器安装在中空旋转轴上,当钢丝旋转时,矫直结构跟随相同方向旋转,防止由于三瓣簧夹头与矫直器之间的钢丝发生扭曲,造成钢丝性能的下降导致容易发生折断,中空旋转轴可由同步轮驱动或者中空旋转平台驱动提供旋转的动力。
8、进一步的,所述中空旋转装置由中空旋转台、主动轮、同步轮、同步带组成,中空旋转台的中心轴与三瓣簧夹头的中心轴相对应,同步轮固定在中空旋转台上,带动中空旋转台同步旋转,电机驱动主动轮旋转,同步轮在主动轮上同步带的带动下,与主动轮同步旋转,同时带动夹紧的钢丝旋转。
9、优选的,所述双箭头折弯设备的固定折弯结构由固定座、固定座支架、折弯头组成,固定座通过四个u型安装孔与固定座支架连接,固定座底部矩形块嵌入固定座支架,固定座支架通过两个定位销、四个螺丝孔与上板相连,折弯头通过两个定位销、两个螺丝孔与折弯柱相连。切刀刃部与固定座出料口边缘贴合切断钢丝,随着使用次数的增加,出料口磨损,可松开四个u型安装孔里的螺丝,固定座向切刀刃部移动,固定座底部矩形块可以防止固定座不会产生左右偏移,并确保调整时可以直线移动。
10、进一步的,所述折弯头旋转中心点位于固定座钢丝通道中心线上、与固定座出料口中心点的前后距离不超过2mm,折弯头外侧面与钢丝通道成180∽190°,钢丝通道内壁与外侧面的最短距离为0.2∽1.5mm,折弯头的左右第二折弯台对称分布在第一折弯台的左右侧,第一折弯台、第二折弯台上端面直径为1∽3mm,第一折弯台上端面与第二折弯台上端面的距离为1∽8mm,第一折弯台上端面与折弯头下端面的距离是10∽20mm,第一折弯台侧凹口中心点与固定座出料口中心点的距离为1∽5mm,第二折弯台侧凹口中心点与固定座出料口中心点的距离为2.5∽6mm。
11、进一步的,折弯头同时具有第一和第二折弯台时,其第一折弯台侧凹口中心点与固定座出料口中心点距离越近则可以折弯的弧形越圆滑,越远则折弯的弧形出现小的直线段不够圆滑,只能折0∽90°的角度。双曲唇弓里面的圆弧u型,它的圆弧直径ab大约为4mm左右,第一折弯台的侧凹口距固定座出料口中心点的距离非常近,这样才能折出圆弧直径ab为4mm的圆弧u型。第二折弯台侧凹口中心点与固定座出料口中心点距离越远则折弯的双箭头越高,40°∽190°由第二折弯台折弯。
12、进一步的,固定折弯结构只有第一折弯台时,既需要折弯90度以内的角,也需要折弯180°的角,则第一折弯台侧凹口中心点与固定座出料口中心点的距离需要达到3.5mm以上才能实现折弯180°,距离越长,则双箭头的高度越高,但是不能超过牙齿的高度,否则会造成双箭头在患者口腔内佩戴时影响咬合,同时折弯出来的u型圆弧光滑度越差。由于第一磨牙的高度通常为5∽8mm,钢丝直径0.8mm,当设定第一折弯台侧凹口中心点与固定座出料口中心点的距离为3.5mm时,折弯出的箭头高度3.5mm+0.8mm=4.3mm,此时会小于第一磨牙最低高度的5mm。
13、进一步的,所述的固定折弯结构,其特征在于,固定座由钢丝通道、出料口、外侧面、外斜面、上凹面、后凹面、下凹面、下凹面体部、出料口上端面、出料口下端面、出料口侧端面、上端面体部、下端面体部组成,其中外侧面、上凹面、后凹面、下凹面组成位于固定座侧面的侧凹口,折弯头由第一折弯台、第二折弯台、折弯头下凹口、折弯头中凹口、第一折弯台后斜面、折弯头斜坡、折弯头侧斜面、折弯头侧面、定位销孔、折弯头固定螺丝孔、切刀安装槽、切刀固定螺丝孔组成。
14、进一步的,所述的固定折弯结构可以简化为,固定座的下凹面具有下凹面体部缺口,折弯头不具有下凹口,固定座由钢丝通道、出料口、外侧面、外斜面、上凹面、下凹面、下凹面体部缺口、后凹面、出料口上端面、出料口下端面、出料口侧端面、上端面体部、下端面体部组成,其中外侧面、上凹面、后凹面、下凹面组成位于固定座侧面的侧凹口,折弯头由第一折弯台、第二折弯台、折弯头中凹口、第一折弯台后斜面、折弯头斜坡、折弯头侧斜面、折弯头侧面、定位销孔、折弯头固定螺丝孔、切刀安装槽、切刀固定螺丝孔组成,这款固定折弯结构是双折弯头结构,固定座的下凹面具有下缺口,折弯头不具有下凹口,原折弯头下凹口的位置是一个平滑的弧面,刚好与固定座下凹面体部缺口相啮合,这样防止了钢丝折弯过程中发生碰撞,又保证了折弯钢丝的强度。
15、进一步的,所述固定折弯结构可以简化为,固定座不具有下凹面及下凹面体部,折弯头不具有下凹口,固定座由钢丝通道、出料口、外侧面、外斜面、上凹面、后凹面、出料口上端面、出料口侧端面、上端面体部组成,其中外侧面、上凹面、后凹面组成位于固定座侧面的侧凹口,折弯头由第一折弯台、第二折弯台、折弯头中凹口、第一折弯台后斜面、折弯头斜坡、折弯头侧斜面、折弯头侧面、定位销孔、折弯头固定螺丝孔、切刀安装槽、切刀固定螺丝孔组成。这款固定折弯结构不具有下凹面及下凹面体部,折弯头不具有下凹口,侧凹面面积变大可以更好的压紧并贴合钢丝,不具有下凹面及下凹面体部是为了防止了折弯过程中发生碰撞,保证了折弯钢丝的强度。
16、进一步的,所述的固定折弯结构可以简化为,其特征在于,固定座不具有下凹面及下凹面体部,折弯头仅有第一折弯台,不具有第二折弯台、折弯台下凹口和中凹口,固定座由钢丝通道、出料口、外侧面、外斜面、上凹面、后凹面、出料口上端面、出料口下端面、出料口侧端面、上端面体部、下端面体部组成,折弯头由第一折弯台、折弯头中凹口、第一折弯台后斜面、折弯头斜坡、折弯头侧斜面、折弯头侧面、定位销孔、折弯头固定螺丝孔、切刀安装槽、切刀固定螺丝孔组成,单折弯头结构决定了钢丝折弯全部由第一折弯台完成,180°分两次折弯,固定座不具有下凹面及下凹面体部,折弯头仅有第一折弯台,不具有第二折弯台、折弯台下凹口和中凹口,这样避免了钢丝折弯过程中发生碰撞。
17、进一步的,所述的固定折弯结构可以简化为,其特征在于,固定座不具有出料口下端面和下端面体部,折弯头仅有第一折弯台,不具有第二折弯台、折弯头中凹口及折弯台下凹口,固定座由钢丝通道、出料口、外侧面、外斜面、上凹面、后凹面、出料口上端面、出料口侧端面、上端面体部组成,折弯头由第一折弯台、第一折弯台后斜面、折弯头侧面 、折弯头斜坡、折弯头侧斜面、定位销孔、折弯头固定螺丝孔、切刀安装槽、切刀固定螺丝孔组成。
18、进一步的,所述折弯头和切刀是可拆卸结构,折弯头和切刀老旧磨损可随时更换,跟换时取出折弯头固定螺丝孔和切刀固定螺丝孔里面的螺丝,更换新的折弯头和切刀即可,操作简单,及时更换新的折弯头可以减少机损提高寿命。
19、进一步的,所述固定折弯结构上左右两端侧凹口对称,侧凹口上的外侧面、上凹面、后凹面、下凹面是为了确保已经折好的箭头不会产生碰撞,同时也确保已折弯钢丝的强度。
20、进一步的,所述折弯头具有单折弯头结构和双折弯头结构两种,折弯头上的折弯台下设计有折弯头下凹口和折弯头中凹口,折弯头下凹口是为了避免了折弯过程中折弯头与固定座的出料口左右两侧端面或已折弯的钢丝发生碰撞,第一折弯台下端为折弯头中凹口,折弯头中凹口是也为了避免折弯过程中折弯头与固定座出料口上下两端面或已折弯的钢丝发生碰撞,同时两凹口的设计也为切刀留下足够的空间。
21、进一步的,所述校准结构用于校准折弯头与固定座头部位置,使两者的中心线重合,将校准结构沿折弯头到固定座头部的水平方向缓缓推入,当校准结构内部与折弯头和固定座头部完全契合的时候,此时再调整折弯杆的原点感应器从不亮到亮的位置并螺丝固定,就可以设定好折弯杆的硬件原点位置,校准结束。
22、双箭头折弯设备折弯钢丝与人工折弯钢丝不同,人工折弯钢丝通常是从两边的箭头开始折弯,在依次延伸到两边,而双箭头折弯设备折弯双箭头卡是从两端开始的,具体的折弯顺序为:
23、首先从远中舌侧垂足段开始,依次是,远中舌侧垂直段、远中舌侧水平段、远中颊侧水平段、远中颊侧垂直段、远中箭头远中段、远中箭头近中段、水平段、近中箭头远中段、近中箭头近中段、近中颊侧垂直段、近中颊侧水平段、近中舌侧水平段、近中舌侧垂直段,最后到近中舌侧垂足段结束。
24、固定折弯结构折弯过程包括对双箭头卡上述的几个组成部分的折弯操作,其中箭头的折弯尤为重要,固定折弯结构在进行大角度180°~190°的折弯后,所折钢丝会根据材质的不同,形成的箭头内夹角为20°~25°。
25、优选的,一种具有水平固定座的双箭头折弯设备折弯双箭头卡的使用方法,钢丝折弯依次从舌侧、远中、颊侧再到近中段(顺时针、逆时针、左侧和右侧都以面向出料口的方向为准)。包括以下步骤:
26、步骤一、旋转输送结构向前输送钢丝4∽6mm形成远中舌侧垂足段,第一折弯台或第二折弯台将钢丝向右弯折45∽100°形成折弯角001;步骤二、旋转输送结构向前输送钢丝6∽8mm形成远中舌侧垂直段,逆时针旋转10∽15°后,第一折弯台将钢丝向右弯折15∽25°形成折弯角002;步骤三、旋转输送结构向前输送钢丝4∽6mm形成远中舌侧水平段,顺时针旋转160∽165°后,第一折弯台将钢丝向左弯折65∽80°形成折弯角003;步骤四、旋转输送结构向前输送钢丝7∽9mm形成远中颊侧水平段,逆时针旋转5∽10°后第一折弯台将钢丝向左弯折60∽75°形成折弯角004;步骤五、旋转输送结构向前输送钢丝3∽5mm形成远中颊侧垂直段,顺时针旋转40∽45°后第一折弯台将钢丝向左弯折50∽65°形成折弯角005;步骤六、旋转输送结构向前输送钢丝3∽5mm形成远中箭头远中段,顺时针旋转120∽125°后,第一折弯台或第二折弯台将钢丝向左弯折180∽190°,形成远中箭角006;步骤七、旋转输送结构向前输送钢丝3∽5mm形成远中箭头近中段,顺时针旋转45∽50°后,第一折弯台或第二折弯台将钢丝向右弯折100∽115°形成折弯角007;步骤八、旋转输送结构向前输送钢丝8∽10mm形成水平段,第一折弯台将钢丝向右弯折100∽115°形成折弯角008;步骤九、旋转输送结构向前输送钢丝4∽6mm形成近中箭头远中段,逆时针旋转45∽50°后,第一折弯台或第二折弯台将钢丝向左折180∽190°,形成近中箭角009;步骤十、旋转输送结构向前输送钢丝3∽5mm形成近中箭头近中段,顺时针旋转45∽50°,第一折弯台向右弯折50∽65°形成折弯角010;步骤十一、旋转输送结构向前输送钢丝3∽5mm形成近中舌侧垂直段,逆时针旋转15∽10°后,第一折弯台向右弯折60∽75°,形成折弯角011;步骤十二、旋转输送结构向前输送钢丝7∽9mm形成近中颊侧水平段,顺时针旋转5∽10°后,第一折弯台向右弯折65∽80°,形成折弯角012;步骤十三、旋转输送结构向前输送钢丝4∽6mm形成近中舌侧水平段,逆时针旋转90∽95°后,第一折弯台向右弯折50∽55°,形成折弯角013;步骤十四、旋转输送结构向前输送钢丝6∽8mm形成近中舌侧垂直段,顺时针旋转5∽15°后,第一折弯台或第二折弯台向右弯折45∽100°,形成折弯角014,旋转输送结构向前输送钢丝4∽6mm形成近中舌侧垂足段,切刀切断钢丝。
27、进一步的,所述的步骤一,下颌牙齿双箭头卡垂足段的折弯角为直角,则上颌牙齿双箭头卡垂足段的折弯角为非直角,下颌牙齿双箭头卡垂足段呈直线,则上颌牙齿双箭头卡垂足段呈非直线。由于右上牙齿的双箭头可以放在左下牙齿上,左上牙齿的双箭头可以放在右下牙齿上,当一次自动折弯4个双箭头时无法区分,通过上述方法可以快速分辨折弯的双箭头所对应的牙齿。
28、根据本发明的一种具有水平固定座的双箭头折弯设备,由钢丝输送结构对钢丝进行递进输送,钢丝固定结构配合钢丝折弯结构按照预设程序中所含的折弯参数对递进的钢丝进行折弯加工,折弯结构中的折弯装置采用全新的折弯设计,集精准度和高效性于一体,有效解决了现有钢丝折弯需通过人工折弯所存在的折弯难度大、效率低的问题,比之现有得折弯机有极大的改良和升级.
本文地址:https://www.jishuxx.com/zhuanli/20240615/85927.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表