一种用于滤纸折叠成型的自动化设备的制作方法
- 国知局
- 2024-07-05 16:19:37
本技术涉及滤纸加工设备,具体涉及一种用于滤纸折叠成型的自动化设备。
背景技术:
1、空气滤清器是汽车的重要组成部件,用于过滤发动机吸入空气中含有的灰尘杂质,以减少汽缸、活塞、活塞环、气门及气门座的早期磨损。滤芯是空气过滤器的核心部件,现有技术中,滤芯一般有滤纸折叠形成,其结构如图1所示,在实际的加工过程中,滚筒装的滤纸需要经过加工折叠成如图1形状的滤纸。现有技术中,已经有相关的滤纸折叠成型加工设备的出现,例如公开号为cn209141552u的中国专利公开了一种新型滤清器滤纸折叠机,包括机架、第一压送装置、第二压送装置、蒸汽箱、压花装置和折叠装置,所述蒸汽箱的上部设有开槽并且供料装置设于机架左部输出滤纸穿经蒸汽箱上部的开槽,所述第一压送装置设于机架上输送蒸汽箱上输出的滤纸至压花装置,所述压花装置包括:第一压花辊、第二压花辊和第三动力单元,所述第一压花辊与第二压花辊上下平形排列并且可上下调节的设于机架上,所述第一压花辊与第二压花辊沿中轴线方向的圆周面上均布设有多个间隔的凸形压印。该新型滤清器滤纸折叠机主要解决现有滤清器滤纸折叠机所折叠的滤芯相邻的折页与折页之间容易叠合影响过滤效果问题。
2、但是在实际的工作过程中,上述滤清器滤纸折叠机主要还存在如下缺陷:(1)滤纸卷在卷曲后在横向上和纵向上都容易发生皱褶,如果在放卷后不进行横向和纵向上的平直处理,会影响后续滤纸打纸压痕和折叠的效果,严重时会影响整机运行;(2)滤纸折叠过程中由于折叠装置设计的不合理,容易造成卡纸、折页不均匀、摺纸不平整等现象;(3)滤纸折叠后无法定型,容易造成折叠后的滤纸重新松散变形。
技术实现思路
1、针对现有技术的不足,本实用新型提出了一种用于滤纸折叠成型的自动化设备,通过增设定型机构,可以确保折叠后的滤纸不会松散变形。
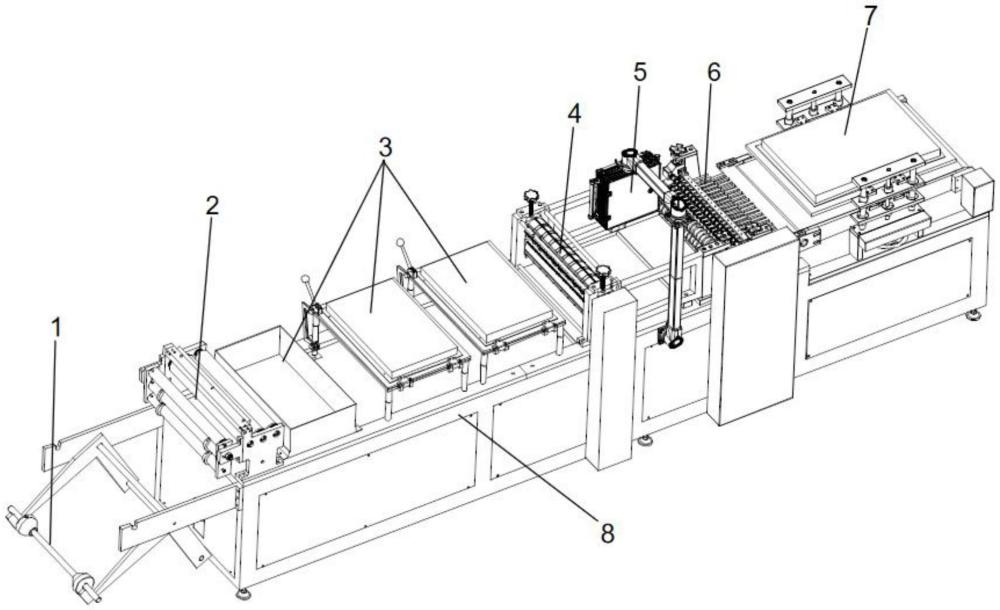
2、为实现上述技术方案,本实用新型提供了一种用于滤纸折叠成型的自动化设备,包括:整机架;安装在整机架前端的放料机构;安装在整机架上且位于放料机构后方的平直机构;安装在平直机构后方的加温软化机构;安装在加温软化机构后方的打纸压痕机构;安装在打纸压痕机构后方的收纸折叠机构;以及安装在收纸折叠机构后方的定型机构,所述定型机构包括安装在整机架上的定型加热底板,定型加热底板的前端安装有导向板,定型加热底板的上方安装有顶部定型加热盖板,位于定型加热底板的左右两侧安装有侧支架,所述侧支架上安装有多个导杆,导杆之间安装有支板,顶部定型加热盖板通过连接板与支板连接,所述支板上安装有丝杆副,丝杆沿纵向贯穿安装在所述丝杆副上,所述丝杆的底部安装有定型间距调节手轮。
3、优选的,所述放料机构包括两并行间隔安装在整机架前端的横向支板,放卷支架通过横向轴杆安装在两横向支板之间,放卷支架的底部安装有底部连接支杆,所述底部连接支杆与安装在整机架底部的举升气缸连接,纸卷心轴放置在放卷支架上。
4、优选的,所述平直机构包括安装在整机架上的平直机架,所述平直机架上安装有三根沿竖直方向从下向上依次分布的第一纵向平直辊、第二纵向平直辊和第三纵向平直辊,所述平直机架上位于第三纵向平直辊的后方沿横向依次安装有第一横向平直辊、第二横向平直辊和第三横向平直辊。
5、优选的,所述加温软化机构包括安装在平直机构后方的加湿蒸汽水箱,所述加湿蒸汽水箱后方依次安装有第一烘箱和第二烘箱,所述第一烘箱和第二烘箱的结构相同,均包括固定在整机架上的烘箱支架,所述烘箱支架上安装有加热底板,所述加热底板上安装有加热盖板,所述加热底板与加热盖板之间通过盖板锁紧块连接,所述盖板锁紧块上设置有盖板锁紧手柄,所述盖板锁紧块通过盖板锁紧支架固定在整机架上。
6、优选的,所述打纸压痕机构包括固定在整机架上的安装架,所述安装架上安装有两个上下并排紧贴设置的上打纸辊和下打纸辊,所述上打纸辊和下打纸辊表面均设置有多条以打纸辊中心为圆心呈圆周阵列分布的压痕条,所述上打纸辊和下打纸辊的端部之间通过传动齿轮啮合,所述下打纸辊的端部与驱动电机连接,所述打纸压痕机构的安装架顶部位于上打纸辊的上方安装有压力调节手轮。
7、优选的,所述收纸折叠机构包括前后并排安装在整机机架上的差速辊安装机架和收纸齿轮辊安装机架,所述差速辊安装机架上安装有上下并排紧贴设置的上差速送纸辊和下差速送纸辊;所述收纸齿轮辊安装机架上安装有上下并排间隔设置的上收纸齿轮辊和下收纸齿轮辊,所述收纸齿轮辊安装机架上位于上收纸齿轮辊的上方安装有横向安装板,所述横向安装板上沿横向安装有多根并排间隔设置的导纸限位杆,所述收纸齿轮辊安装机架上位于下收纸齿轮辊的下方也安装有横向安装板,所述横向安装板上也沿横向安装有多根并排间隔设置的导纸限位杆.
8、优选的,所述上差速送纸辊、下差速送纸辊、上收纸齿轮辊和下收纸齿轮辊均由伺服电机独立驱动,实际工作时,可以通过伺服电机精确控制上差速送纸辊、下差速送纸辊,以及上收纸齿轮辊、下收纸齿轮辊之间的速差来小范调节折叠后滤纸的摺高,以便更好的适应不同速度下的折叠收纸要求。
9、优选的,所述差速辊安装机架上位于上差速送纸辊的上方安装有用于调节上差速送纸辊和下差速送纸辊之间压力的差速送纸辊间距调节手轮。
10、优选的,所述收纸齿轮辊安装机架上位于上收纸齿轮辊的上方安装有用于调节上收纸齿轮辊和下收纸齿轮辊之间间距的收纸齿轮辊间距调节手轮。
11、优选的,所述整机架上还安装有控制面板,所述控制面板分别与放料机构、平直机构、加温软化机构、打纸压痕机构、收纸折叠机构和定型机构电性连接。
12、本实用新型提供的一种用于滤纸折叠成型的自动化设备的有益效果在于:本用于滤纸折叠成型的自动化设备自动化、智能化程度高,设计合理,通过设置平直机构可以提高滤纸的输送效果,并通过对打纸压痕机构和收纸收纸折叠机构的设计,可以消除滤纸在折叠过程中出现的卡纸、折页不均匀、摺纸不平整等现象,并通过增设定型机构,可以确保折叠后的滤纸不会松散变形。实际工作时,滤纸卷放置在放料机构上,滤纸卷在放卷的过程中,滤纸首先通过平直机构进行横向和纵向的受压平直处理,消除滤纸横向和纵向上的皱褶,提高滤纸输送及后续成型的质量,经过平直处理后的滤纸随后进入加温软化机构进行软化,首先通过加湿蒸汽水箱进行加湿处理,然后通过第一烘箱和第二烘箱精确控制滤纸的湿度,以便获得滤纸折叠时的最佳湿度,提高滤纸折叠收纸时的质量。加湿软化后的滤纸随后进入打纸压痕机构,通过打纸压痕机构中上打纸辊和下打纸辊之间的配合,在滤纸表面打压出折痕,以方便后续折叠收纸的时候根据折痕来折叠收纸,表面打压出折痕的滤纸随后被输送至收纸折叠机构,首先通过上差速送纸辊和下差速送纸辊的夹持可以精确实现对送纸速度的控制,并与上收纸齿轮辊和下收纸齿轮辊之间形成速差,然后配合上收纸齿轮辊和下收纸齿轮辊上旋转的齿轮实现对滤纸按照折痕进行逐页的折叠,并在导纸限位杆的限制下逐步向前移动,可以确保消除滤纸在折叠收纸过程中出现的卡纸、折页不均匀、摺纸不平整等现象。经过折叠收纸后的滤纸随后进入定型机构内,通过定型加热底板和顶部定型加热盖板对折叠后的滤纸的底面和顶面进行有压力的加热定型,可以确保折叠后的滤纸不会松散变形。
本文地址:https://www.jishuxx.com/zhuanli/20240617/41801.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表