一种超高分子量聚乙烯干法纺丝一步法制备纤维的方法与流程
- 国知局
- 2024-07-05 16:20:11
本发明属于高分子材料制备,具体涉及一种用于超高分子量聚乙烯纤维加工的技术方法。
背景技术:
1、超高分子量聚乙烯纤维与芳纶、碳纤维并称为21世纪三大高新材料,以其高强度、高模量、高取向度、耐磨性、抗老化等优良特性,广泛应用于国防、军工防护以及民用行业领域。近年来,国内外超高分子量聚乙烯的研发热点开始朝着复合材料、功能差异化、高强高模、不匀率、粗旦/细旦、低端纤维方向发展。
2、自1979年,凝胶纺丝技术问世以来,超高分子量聚乙烯纤维加工制备技术获得了突飞猛进的发展,纤维性能指标大幅提升,先后形成了干法纺丝和湿法纺丝两条工艺路线,并在全世界范围内进行了大规模的产业化。目前国内的生产技术以及纤维产品性能基本达到了国外水平,国内产能快步提升,市场竞争激烈,许多生产厂家开始走向国际市场,与国外厂家同台竞争。与此同时,国内大部分企业开始进行中低端纤维产品的技术路线开发,主要是因为中低端聚乙烯纤维产品基本上能够满足国内民用市场的使用需求,在对纤维品质要求不高的情况下,通过中低端纤维产品的技术路线开发,可以达到降本增效的目的。
3、在此情况下,中石化南京化工研究院有限公司结合干法以及湿法纺丝的优点,开发了超高分子量聚乙烯干法纺丝一步法制备纤维的技术路线,试制的纤维性能指标完全能够满足国内民用市场的需求。
4、申请号201710957755 .4,申请日2017 .10 .16,公开号cn109666976a,专利名称为《提高超高分子量聚乙烯纤维产品性能的方法》提出了一种提高聚乙烯纤维产品性能的方法,该方法采用了水浴骤冷的方式,来提高纤维结晶取向度,从而提升纤维的性能方法,由于采用了水浴,纤维表面存在水分子,从而需要增加一套溶剂分离回收的工序;而且采用水浴的方式,冷却温度也没有明显涉及,目前尚未工业化推广应用。该专利采用了前纺预制原丝,后纺高倍拉伸,两步法制备成品,且纤维性能指标较高,该方法中采用了水冷方式,冷媒为水,增加了溶剂回收处理的难度,与本专利采用纺丝溶剂作为冷媒介质有所不同,且骤冷的温度也不同。
5、申请号201510596944 .4,申请日2015 .09 .18,公开号106544741b,专利名称为《一种提高超高分子量聚乙烯纤维性能的方法》提供一种提高纤维性能指标的方法,解决超高分子量聚乙烯纤维生产过程中产生的纤度不均、产品性能指标较低的情况,从而实现高性能聚乙烯纤维的工业化稳定生产该技术采用了侧吹风骤冷的方式,温度控制在0-140℃,目前尚未工业化推广应用。与本发明不同的是,该专利也是两步法制备,纤维性能指标差异大,而且骤冷的方式不同。
6、申请号200710177044.1,申请日2007.11.09,公开号101148783b,专利名称为《一种提高超高分子量聚乙烯纤维制备的干法纺丝方法》,采用了凝固浴的方式,风温控制在30-110℃,制备超高分子量聚乙烯纤维。该专利主要涉及纤维的成型方式,也是两步法制备。
7、申请号201911103484 .1,申请日2019.11.13,公开号110791821a,专利名称为《一步法制备新型超高强高模聚乙烯纤维的方法》,采用了0-80℃的水浴冷却,送至干燥热箱在30~80℃条件下干燥除水和溶剂,进行溶剂回收与热拉伸,该方法中采用了水冷方式,冷媒为水,增加了溶剂回收处理的难度,与本发明采用纺丝溶剂作为冷媒介质有所不同,且骤冷的温度也不同,后续热拉伸过程中也无具体的牵伸参数。
技术实现思路
1、本发明的目的在于提供一种基于凝胶骤冷成型的超高分子量聚乙烯干法纺丝一步法制备纤维的方法,采用了一种溶剂低温骤冷加速成型的方式,来提升凝胶丝的结晶取向度,该方法引入低温骤冷溶剂,没有带入任何杂质,可以利用原有的溶剂回收技术,适用于超高分子量聚乙烯干/湿法工艺,特别适用于干法纺丝技术。
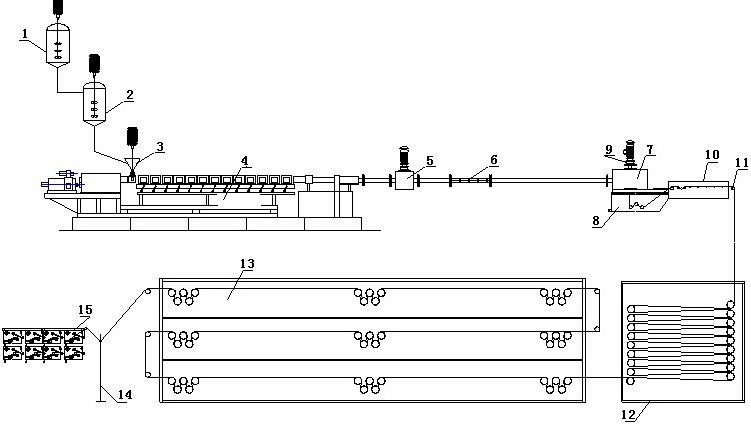
2、本发明的主要技术方案:超高分子量聚乙烯干法纺丝一步法制备纤维的方法,其特征是将超高分子量聚乙烯原料与溶剂以及纺丝助剂预溶胀处理后,纺丝液经双螺杆挤出机进行溶解、剪切后送至静态混合器中混合均匀,送至纺丝箱体,经喷丝组件挤出,低温骤冷成型,后进入除湿干燥箱、多级干燥箱和多级牵伸箱进行高倍拉伸,形成纤维成品。
3、一般地,本发明提供的一种超高分子量聚乙烯干法纺丝一步法制备纤维的方法,是将超高分子量聚乙烯原料、溶剂、助剂按一定比例混合预溶胀,溶胀后的溶液进入冷却釜进行搅拌,送入双螺杆挤出机进行溶解、剪切,由增压泵经静态混合器送入计量泵中经计量后从纺丝箱体中挤出凝胶丝条,保温套保持丝条与喷丝板面的温度,下落过程经过低温溶剂进行骤冷成型,成型后的凝胶丝条根据干湿法工艺的不同,分别进行溶剂的回收处理。在溶剂处理过程中,对凝胶丝条进行干燥、牵伸成型。
4、本发明成型后的凝胶丝条经导丝辊进入除湿干燥箱中,依次经过分丝棒、风刀进行凝胶丝条表面溶剂去除,成型后的凝胶丝条经过导丝辊送入多级干燥箱,进行凝胶丝条内的溶剂高速挥发,处理后的凝胶丝条进入多级牵伸箱进行多级牵伸,送入卷绕机中进行快速卷绕,形成纤维成品。
5、一般地,所述的超高分子量聚乙烯,原料的粘均分子量200~700万,原料颗粒度>80目,其中原料与溶剂的质量比为4%~20%,优选6~8%;助剂与原料的质量百分比为0.3%~3%,优选为0.7%。
6、所述的预溶胀处理,是将原料与溶剂、助剂进行加热搅拌,使溶剂进入到原料内部,溶胀温度为70~100℃,溶胀时间为0~5h,优选3~4h。
7、所述低温骤冷成型包括冷凝浴槽,冷凝浴槽升降移动结构,可上下、前后移动,冷凝浴槽内部设有若干主动导丝辊,优选3个,起到导丝和稳定初生原丝受力均匀的作用,防止初生原丝在拉伸过程中受骤冷剂流动的影响,造成初生原丝纤度不匀情况。
8、所述低温骤冷成型,采用的骤冷剂为纺丝过程中所使用的低温溶剂,骤冷温度控制在-40℃~10℃,优选-30℃~-20℃。
9、所述除湿干燥箱,内部设置主动导丝辊、分丝棒和风刀,分丝棒的作用将初生纤维均匀分散开,经过风刀进行强吹,除去初生纤维表面的溶剂。
10、所述除湿干燥箱,干燥风为氮气或其他一些惰性气体,温度在10~80℃,优选温度在20~30℃,风速20~120m/s,优选风速50~60m/s,风向与纤维行进方向垂直。
11、所述多级干燥箱,内部设置有多个导丝牵伸辊,干燥风为氮气或其他一些惰性气体,从底部往上部进行热干燥,温度在60~150℃,优选温度在100~120℃,风速0.5~10m/s,优选风速2.0~3.0m/s。
12、所述多级牵伸箱,内部设置有多个导丝牵伸辊,电机采用的是伺服电机,可以快速调整不同辊间的转速;多级牵伸箱底部进丝速率为120~200m/min,底部牵伸倍率为2~3倍,温度为140~142℃;中部牵伸热箱牵伸倍率为1.2~2倍,温度为144~145℃;上部牵伸热箱牵伸倍率为1.05~1.2倍,温度为145~146℃,收卷速度为700~1200m/min。
13、所述的高倍拉伸,在加工过程中,总牵伸倍率在120-350倍,优选250~300倍。
14、所述的超高分子量聚乙烯纤维成品,纤维的断裂强度12~30cn/dtex,模量600~1000cn/dtex。
15、所述的骤冷溶剂,选自十氢萘、四氢萘、甲苯等易挥发液体。
16、本发明具有下显著特点:与现有的高性能聚乙烯纤维纺丝工艺相比,由于引入低温骤冷溶剂的作用,加速了凝胶丝条在空气或密封系统的固化,确保纤维在下落过程或溶剂骤冷过程中存在的纤维抖动、水流流动带来的干扰,凝胶丝条保持了内部稳定的折叠链结晶结构;同时采用了低温骤冷剂,无需改造原有的溶剂回收系统,不增加新的介质,确保溶剂回收能够正常的运转。采用该方式生产的凝胶丝条经过牵伸验证,无毛丝、断头情况,纤维生产速率得到大幅提升,起到了节能降耗的目的,纤维断裂强度12~30cn/dtex,600~1000cn/dtex,条干率<3%,纤维成品率达到98%以上。
本文地址:https://www.jishuxx.com/zhuanli/20240617/41860.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表