发用纤维后处理上油及定型生产线的制作方法
- 国知局
- 2024-07-05 16:49:54
本发明属于假发制品生产,具体涉及一种发用纤维后处理上油及定型生产线。
背景技术:
1、在发用纤维生产过程中,初生纤维后处理需要一个上油、热定型过程,其目的是赋予初生纤维良好的抗静电性、平滑性和抱合性,保证其在后续加工中具有良好的亲肤、顺滑等性能。该工艺生产的发用纤维上油方式是在进入热定型之前集束上油的方式,丝束平铺浸入油槽进行上油,油剂浸入附着量控制就存在一定的难度,油剂附着太多,成品丝束就会出现手感偏油腻的状态,影响亲肤感,若是附着量偏小,丝束就会存在偏干,后续做成的成品头套就会偏干、毛躁、佩戴的持久性降低。
2、目前,对初生纤维进行上油前由于没有将粘附在限位丝束上的一些肉眼难以发现的粉尘去除,在上油后粉尘更难清理,定型后粉尘就与纤维丝束粘连为一体,从而影响到发用纤维产品质量,由于本领域技术人员并未意识到该问题,实际上粉尘的确影响到发用纤维产品质量(从实验室显微镜可以明显看出假发上粘附的凸起)。此外,纤维丝束上油后在生产线上缓慢输送,油剂靠自重滴落,然后热定型柜内,由于是在输送过程中进行热定型,并且没有控制纤维丝束油剂附着量(挤油),在热定型柜内的热定型效果不佳,若串联两个以上的热定型柜,不仅占地面积大,而且生产成本大大增加。因此,亟需设计一种可控油、占地面积小、成本低、提升发用纤维产品品质的上油及定型生产线。
技术实现思路
1、本发明为了解决现有技术存在的不足,提供一种上油均匀、可控油、定型效率高、后处理质量好的发用纤维后处理上油及定型生产线。
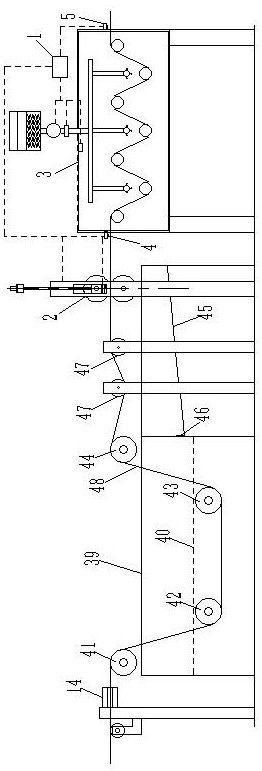
2、为解决上述技术问题,本发明采用如下技术方案:发用纤维后处理上油及定型生产线,包括plc控制器以及自前向后依次设置的吸尘装置、上油装置、丝束分散辊组、挤油装置和热定型装置,热定型装置的丝束进口和丝束出口分别设有进口湿度计和出口湿度计,plc控制器通过信号电缆分别与挤油装置、热定型装置、进口湿度计和出口湿度计连接。
3、挤油装置包括左立柱、右立柱、上压辊和下压辊,左立柱和右立柱均竖向设置且左右对应,下压辊的中心轴左右两端分别转动安装在左立柱和右立柱上,左立柱和右立柱之间上部设置有升降机构,上压辊的中心轴左右两端转动安装在升降机构上;
4、升降机构包括升降减速电机、丝杆、螺母和升降梁,左立柱和右立柱之间上侧部固定连接有位于上压辊上方的横梁,升降减速电机固定安装在横梁上中部,丝杆竖向设置在升降减速电机的正上方,丝杆的下端与升降减速电机的主轴上端通过联轴器同轴传动连接,升降梁沿左右方向水平设置在左立柱和右立柱的正上方,螺母贯穿并焊接在升降梁的中部,丝杆同轴穿过螺母并与螺母螺纹传动连接,左立柱和右立柱的上侧部沿竖向开设有位于下压辊和横梁之间且左右通透的长滑道孔,长滑道孔中滑动安装有轴承座,长滑道孔内底部设置有顶压弹簧,顶压弹簧的上端固定连接有滑动安装在长滑道孔中且位于轴承座下方的顶压块,顶压块的上表面固定设置有压力传感器,压力传感器与轴承座的底部顶压接触,上压辊的中心轴两端分别通过轴承转动安装在两个轴承座内,左侧的轴承座的左侧部和右侧的轴承座的右侧部均固定连接有竖向设置的拉杆,两根拉杆的上端分别通过螺栓与升降梁的左右两端部可拆卸固定连接, plc控制器分别与挤油装置的升降减速电机和压力传感器信号连接。
5、上压辊和下压辊的左右两侧辊面沿周向均开设有圆环止油槽,上压辊和下压辊均为橡胶辊。
6、热定型装置包括定型箱、波浪式导辊组、热风输送管组和热风生成组件,波浪式导辊组自前向后布置在定型箱中,热风输送管组安装在定型箱内上部,热风生成组件设置在定型箱的顶部,热风生成组件的出风口与热风输送管组的进风口连接,热定型装置的丝束进口和丝束出口分别设在定型箱前侧中部和后侧中部,被挤油后的纤维丝束自前向后由丝束进口进入定型箱并绕过波浪式导辊组后由丝束出口输出,热风输送管组位于纤维丝束的上方并朝向纤维丝束吹热风。
7、波浪式导辊组包括若干个输送导辊,各个输送导辊自前向后并呈波浪形排列布置在定型箱内中下部,最前侧的输送导辊设置在定型箱内前侧并与丝束进口同高,最后侧的输送导辊设置在定型箱内后侧并与丝束出口同高,纤维丝束自前向后依次绕过各个输送导辊并呈波浪形,纤维丝束绕在位于波峰的各个输送导辊的上侧部,纤维丝束绕在位于波谷的各个输送导辊的下侧部。
8、热风输送管组包括主气管和若干根分支气管,主气管沿前后方向水平设置在定型箱内中上部,各根分支气管竖向且前后间隔设置,各根分支气管分别与位于波谷的各个输送导辊一一上下对应,分支气管的上端分别固定连接在主气管的下侧部,分支气管的下端低于位于波峰的输送导辊,分支气管的下端固定连接有一根与输送导辊平行的热风吹管,热风吹管的圆周管壁上沿轴向均匀开设有若干个朝向纤维丝束吹风的吹气口;
9、热风生成组件包括热风箱,热风箱设置在定型箱的上方,热风箱的上端敞口并安装有空气过滤器,热风箱内固定安装有电加热器,热风箱的底部固定连接有送风管,送风管竖向设置,送风管上自上而下设置有正压风机和电磁调节阀,送风管的下端贯穿定型箱的顶板并与主气管的上侧部固定连接,送风管与定型箱的顶板密封固定连接,定型箱的顶板内壁设置有温度传感器,plc控制器分别与电加热器、正压风机、电磁调节阀和温度传感器信号连接。
10、吸尘装置包括负压风机和前后通透的负压吸风套筒,纤维丝束沿负压吸风套筒内部穿过,负压吸风套筒的筒体为中空密封结构的环腔,负压风机的抽风口通过负压抽吸管分别与负压吸风套筒圆周的相对两侧连接,负压风机的出风口连接有储尘袋,负压吸风套筒内壁设有若干个吸尘小孔。
11、上油装置包括上油槽,上油槽内盛有油剂,上油槽内安装有导丝浸油辊组,导丝浸油辊组包括自前向后依次设置的前导辊、第一浸油辊、第二浸油辊和后导辊,前导辊转动设置在上油槽的前上部,第一浸油辊和第二浸油辊前后间隔转动设置在上油槽内中部且浸入到油剂中,后导辊转动设置在上油槽的后上部,经纤维丝束自前向后依次绕过前导辊的上部、第一浸油辊的前下部、第二浸油辊的后下部和后导辊的前上部,再向后送至丝束分散辊组。
12、左立柱和右立柱之间在下压辊的正下方设有接油槽,接油槽的前侧壁固定连接在上油槽的后侧壁上部,接油槽的槽底前低后高倾斜设置,接油槽的槽底前侧边高于油剂的液面,接油槽的前侧壁下部和上油槽的后侧壁前后对应开设有回油口。
13、丝束分散辊组包括设置有至少两根前后间隔的分散展平辊,分散展平辊位于接油槽上方,分散展平辊与下压辊同高且平行,分散展平辊为橡胶辊,分散展平辊的外径从中间向两端逐渐减小,纤维丝束自前上方向下绕在前侧的分散展平辊的下侧部后再斜向上绕在后侧的分散展平辊的上侧部,纤维丝束接着水平送入上压辊和下压辊之间。
14、采用上述技术方案,本发明的工作过程为:
15、(1)初生纤维丝束先经过除尘装置进行粉尘:负压风机工作,负压吸风套筒内部产生负压,在负压作用下,纤维丝束的每根纤维在通过负压吸风套筒时均径向向外发散,每根纤维表面附着的粉尘均可通过吸尘小孔进入负压吸风套筒,进而被抽取到储尘袋内。
16、(2)上油装置对除尘后的纤维丝束进行上油作业;具体过程为:净化除尘后的纤维丝束自前向后依次绕过前导辊的上部、第一浸油辊的前下部、第二浸油辊的后下部和后导辊的前上部,纤维丝束在通过第一浸油辊和第二浸油辊时浸入上油槽的油剂中得以上油。
17、(3)上油后的纤维丝束先经过丝束分散辊组的分散后,再经过挤油装置挤掉纤维丝束上携带的油剂;具体过程为:上油后的纤维丝束上携带的油剂在向后运行过程中滴落到接油槽内,纤维丝束在通过各根分散展平辊时,由于分散展平辊中间直径大并向左右两侧逐渐变小,使绕过的纤维丝束向左右分散,分散后的纤维丝束进入上压辊和下压辊之间进行挤压,通过压力传感器检测上压辊和下压辊之间的压力,使上压辊和下压辊之间的压力控制在0.5-1.5mpa之间,上压辊和下压辊将纤维丝束上携带的油剂挤出,挤出的油剂掉落到接油槽中,接油槽中的油剂再通过回油口回流至上油槽中。
18、(4)热定型装置对进入的纤维丝束进行热风定型;具体过程为:纤维丝束上油后进入定型箱中,纤维丝束自前向后依次绕过各个输送导辊并呈波浪形,同时,plc控制器控制电加热器和正压风机工作,并控制电磁调节阀开启一定开度,空气通过空气过滤器过滤后进入热风箱中,电加器将空气进行加热,正压风机将热空气通过送风管、主气管、各根分支气管和各根热风吹管吹向波浪状运行的纤维丝,对纤维丝束进行热定型,热定型完成后从定型箱后侧输出;
19、在热定型过程中,进口湿度计对纤维丝束在进入定型箱前进行第一次湿度测试,若第一次湿度测试所得的湿度不在控制指标之内,则plc控制器向升降减速电机发出信号,升降减速电机启动,升降减速电机驱动丝杆,丝杆旋转通过螺母带动升降梁向上或向下移动,升降梁两端通过拉杆驱动左右两个轴承座沿长滑道孔向上或向下移动,从而使上压辊向上或向下移动(向上移动减小挤压力,向下移动增大挤压力),这样既可快速调节上压辊和下压辊之间的压力,来控制纤维丝束附带的油剂附着量,直到进口湿度计检测进入定型箱的纤维丝束的湿度达到控制指标后升降减速电机关闭,接着,纤维丝束从定型箱的入口进入定型箱中,通过温度传感器对定型箱内温度的监控,定型箱内部热风对纤维丝束的热定型,温度调节对纤维丝束进行一个尺寸以及湿度的稳定,纤维丝束从定型箱后侧的丝束出口送出,出口湿度计对纤维丝束从定型箱中送出后进行第二次湿度测试,通过第二次湿度测试的结果,plc控制器调节正压风机输送风量大小以及电加热器对空气加热温度的高低,从而完成对纤维丝束生产过程中的湿度指标的控制,能够更好的控制纤维丝束油剂附着量;即通过上压辊和下压辊的压力、进口湿度计、出口湿度计、正压风机和电加热器的相互协调调节,可以更好地控制发用纤维品质。
20、本发明中各部分的装置具有的技术效果具体如下:
21、1)吸尘装置的负压吸风套筒采用套在自前向后运行的纤维丝束的外部,负压吸尘时可对纤维丝束外周各部均产生抽吸力,这样可大大提高负压抽吸和除尘的效果。同时负压吸尘过程中,外部的空气由负压吸风套筒前后端口进入,在负压吸风套筒内产生较大的空气流动,空气流动对纤维丝束也起到一定的风干(干燥)作用。
22、2)上油方式采用整条纤维丝束浸入到上油槽的油剂内,使每根纤维均可上油,上油后需要将纤维丝束展开以提高挤油效果,采用多个中间粗向左右两端逐渐变细的分散展平辊,这样就可使纤维丝束向左右两侧慢慢展开,从而为挤油过程中上压辊和下轧辊之间对各处纤维丝束的挤压力保持均衡,提高挤油效果。另外,上油槽的槽底还进一步设有搅拌和加温装置,使油剂保持较均匀的温度,这样可提高纤维丝束上油的质量。
23、3)上油后采用控制挤压力的挤油方式,通过定型箱丝束进口处设置的进口湿度计对热定型前纤维丝束的湿度进行检测,以调节上压辊和下压辊之间对纤维丝束的挤压力,以达到设定要求的进定型箱的湿度(表面油量),升降机构采用丝杆旋转进行调节压力,压力调节更加精细准确,上压辊和下压辊的左右两侧辊面沿周向均开设有圆环止油槽,能够防止挤压出的油剂向上压辊和下压辊的两端流出,让油剂通过圆环止油槽向下掉入接油槽中。
24、4)波浪式导辊组的各个输送导辊的布置形式增加了纤维丝束在定型箱中的行程,延长了热定型时间,提高了热定型效率,无需多个热定型机串联使用,成本低,占用空间小。分支气管下端的热风吹管同时对前、后、下侧的纤维丝束吹热风,吹风覆盖面大,气流强度温和,提高热定型效率的同时对纤维丝束也没有损伤。定型箱的出口处安装有出口湿度计可以检测热定型后的纤维丝束的湿度,进而通过plc控制器调节电磁调节阀的开度,实现对纤维丝束的热定型效果进行调节,同时根据温度传感器调节电加热器的功率,控制热空气的温度,也通过plc控制器控制正压风机的功率大小调节风速,从温度、风量和风速的综合调节对纤维丝束进行热定型。
25、综上所述,本发明结构紧凑、原理科学,先除尘再上油、接着挤油、最后热定型,上油均匀,挤油和热定型智能化控制,提升纤维丝束的产品质量,提高热定型效率,无需多个热定型机串联使用,成本低,占用空间小。
本文地址:https://www.jishuxx.com/zhuanli/20240617/44625.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表