一种热熔胶处理系统的制作方法
- 国知局
- 2024-07-05 17:43:41
本技术涉及机械,特别地涉及一种热熔胶处理系统。
背景技术:
1、热熔胶是一种热塑性胶黏剂,它在常态下是固体,但在加热后会变成半流体状态,并具有黏附性。一般热熔胶的生产过程如下:将准备好的原料按照一定的配方比例加入到混合机中进行混合,然后,将混合好的原料送入熔融设备,如熔融釜或熔融锅中。在高温下,原料逐渐熔化并混合均匀,形成熔融状态的热熔胶,然后经过冷却和固化,最后热熔胶会被切割成一定长度的胶条或胶块,然后进行包装。常见的包装方式包括塑料袋、盒子、桶等。
2、对于热熔胶生产最后的工序——切割,使用刀片切割热熔胶主要存在以下弊端:
3、黏附性问题:热熔胶在熔化状态下具有很高的黏附性,容易黏附在切割刀片上或刀片表面,这会导致切割过程中出现热熔胶在刀片上的残留或积聚,影响后续切割的效果。
4、切割不整齐:由于热熔胶的黏附性和流动性,刀片在切割时可能会被拉伸或被热熔胶粘住,导致切割线不平整、不清晰,甚至出现撕裂或割伤等问题,影响切割质量。
5、切割效率低:热熔胶的黏附性和粘度较高,使得刀片切割时需要较大的力量和压力,导致切割速度较慢,需要多次重复切割动作才能完成一个分切,这会降低生产效率和增加生产成本。
6、刀具磨损快:由于热熔胶的黏附性和硬度,切割刀片容易受到磨损和磨花,较短时间内就会失去锋利度,需要频繁更换刀片,增加生产成本。
7、所以在目前生产热熔胶的过程中,为保证连续生产的高效情况下,通常用人工,戴好个人防护装备,如手套和眼镜,然后去人工分割热熔胶。但是人工分割热熔胶可能需要一定的技巧和经验,不然很容易被烫伤。
技术实现思路
1、有鉴于此,本实用新型提出一种热熔胶处理系统,无需人工切割热熔胶,并且避免了热熔胶黏附在切割刀片表面的现象。本实用新型提供如下技术方案:
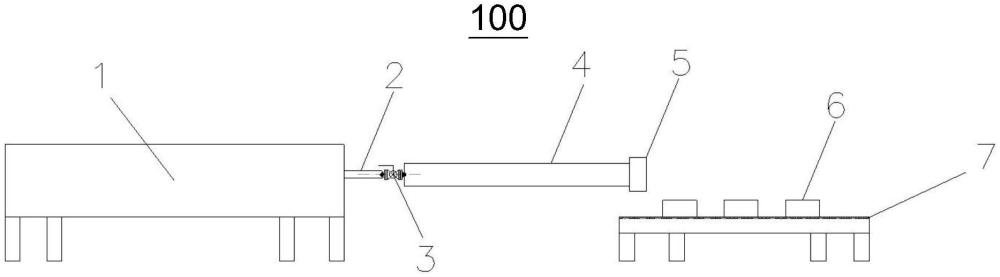
2、一种热熔胶处理系统,包括供料系统、冷却系统、切割系统,其中:供料系统与冷却系统的第一端连接,用于向冷却系统提供热熔胶;冷却系统用于对热熔胶进行冷却成形处理;切割系统与冷却系统的第二端连接,用于对冷却系统处理后的热熔胶进行线切割。
3、可选地,所述供料系统包括搅拌存储装置,该搅拌存储装置的入口用于与热熔胶生产系统的热熔胶出口连接,该搅拌存储装置的出口用于向所述冷却系统的第一端供应热熔胶。
4、可选地,所述供料系统还包括供料管道和供料阀门,其中:供料管道的第一端与所述搅拌存储装置的出口连接,供料管道的第二端与供料阀门第一端连接;供料阀门的第二端与所述冷却系统的第一端连接。
5、可选地,所述供料管道为夹套管道,热熔胶位于该夹套管道的内管,该夹套管道的外管通有导热流体,用于对该内管的热熔胶进行加热。
6、可选地,所述冷却系统包括成形模具和冷却装置,其中:成形模具呈长条形,用于对热熔胶进行成型,成形模具第一端为所述冷却系统的第一端,成形模具的第二端为所述冷却系统的第二端;冷却装置用于对成形模具中的热熔胶进行冷却。
7、可选地,所述冷却装置为筒形的水冷装置,该水冷装置的内表面与成形模具的外表面贴合,外表面设置有入水口和出水口,该内表面和外表面之间通有流体冷媒。
8、可选地,所述切割系统中设置有热线切割装置,该热线切割装置中包含加热装置和镍铬合金丝,该加热装置用于对该镍铬合金丝进行加热,该镍铬合金丝用于对热熔胶进行线切割。
9、可选地,所述切割系统还包括控制装置,用于:使所述镍铬合金丝按照根据预先设定的路径进行切割;控制热熔胶的切割长度;控制所述镍铬合金丝在单位时间内切割的次数。
10、可选地,所述热线切割装置包括贮丝筒、上导轮、下导轮、上轨道、下轨道、镍铬合金丝、供电装置,其中:贮丝筒用于容纳和提供镍铬合金丝,所述镍铬合金丝自贮丝筒起延伸,先后绕过上导轮和下导轮然后回到贮丝筒;上导轮能够沿上轨道移动,下导轮能够沿下轨道移动;上轨道第一端与下轨道第一端的连线位于四边形的第一边,上轨道位于四边形的第二边,上轨道第二端与下轨道第二端的连线位于四边形的第三边,下轨道位于四边形的第四边,其中第一边与第三边为该四边形的一组对边,第二边与第四边为该四边形的另一组对边;所述第一边位于贮丝筒与所述第三边之间;供电装置用于向所述上导轮与所述下导轮之间的镍铬合金丝供电。
11、可选地,所述四边形为梯形,所述第一边与第三边分别为该梯形的上底和下底。
12、可选地,所述热线切割装置还包括导电块,供电装置的第一极与该导电块连接,供电装置的第二极与所述镍铬合金丝电连接;导电块与上轨道第二端至贮丝筒之间的镍铬合金丝电连接,供电装置的第二极与下轨道第二端至贮丝筒之间的镍铬合金丝电连接,或者,供电装置的第二极与上轨道第二端至贮丝筒之间的镍铬合金丝电连接,导电块与下轨道第二端至贮丝筒之间的镍铬合金丝电连接。
13、可选地,还包括传送装置,用于对所述切割系统切割后的热熔胶进行传送。
14、可选地,所述传送装置为传送辊或传送带,位于所述切割装置的下方,使被切下的热熔胶落在所述传送装置上。
15、根据本实用新型的技术方案,采用线切割的方式对热熔胶进行分切,避免了热熔胶黏附在切割刀片表面的现象,并且无需人工操作。从而更好地解决了热熔胶切割过程中的黏附性和切割质量问题,可以提高切割效率,减少切割成本,并确保切割质量和产品一致性。
技术特征:1.一种热熔胶处理系统,其特征在于,包括供料系统、冷却系统、切割系统,其中:
2.根据权利要求1所述的热熔胶处理系统,其特征在于,
3.根据权利要求2所述的热熔胶处理系统,其特征在于,所述供料系统还包括供料管道和供料阀门,其中:
4.根据权利要求3所述的热熔胶处理系统,其特征在于,
5.根据权利要求1所述的热熔胶处理系统,其特征在于,所述冷却系统包括成形模具和冷却装置,其中:
6.根据权利要求5所述的热熔胶处理系统,其特征在于,
7.根据权利要求1所述的热熔胶处理系统,其特征在于,
8.根据权利要求7所述的热熔胶处理系统,其特征在于,所述切割系统还包括控制装置,用于:
9.根据权利要求7所述的热熔胶处理系统,其特征在于,所述热线切割装置包括贮丝筒、上导轮、下导轮、上轨道、下轨道、镍铬合金丝、供电装置,其中:
10.根据权利要求9所述的热熔胶处理系统,其特征在于,所述四边形为梯形,所述第一边与第三边分别为该梯形的上底和下底。
11.根据权利要求9所述的热熔胶处理系统,其特征在于,所述热线切割装置还包括导电块,供电装置的第一极与该导电块连接,供电装置的第二极与所述镍铬合金丝电连接;
12.根据权利要求1至11中任一项所述的热熔胶处理系统,其特征在于,还包括传送装置,用于对所述切割系统切割后的热熔胶进行传送。
13.根据权利要求12所述的热熔胶处理系统,其特征在于,
技术总结本技术公开了一种热熔胶处理系统,无需人工切割热熔胶,并且避免了热熔胶黏附在切割刀片表面的现象。该热熔胶处理系统包括供料系统、冷却系统、切割系统,其中:供料系统与冷却系统的第一端连接,用于向冷却系统提供热熔胶;冷却系统用于对热熔胶进行冷却成形处理;切割系统与冷却系统的第二端连接,用于对冷却系统处理后的热熔胶进行线切割。技术研发人员:陈建荣,王振受保护的技术使用者:昆山科顺防水材料有限公司技术研发日:20231108技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240617/48928.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表