带轴端发电装置转向架侧架的铸造模具、方法及转向架与流程
- 国知局
- 2024-06-20 15:44:14
本发明涉及一种转向架侧架和转向架,具体涉及一种带轴端发电装置转向架侧架的铸造模具、方法及转向架。
背景技术:
1、侧架为铁路货车铸钢三大件式转向架中的关键部件,是转向架的基础,它把转向架各零部件组成一个整体。侧架不仅承受、传递各种作用力及载荷,而且其结构形式、尺寸等要满足转向架其他各零部件的结构、形状和组装要求,如需要满足基础制动装置、二系弹簧组、轴箱定位装置等安装部件结构和位置的要求。
2、目前,带轴端发电装置转向架多数为构架焊接式转向架,其结构较为复杂。现有带轴端发电装置的铸钢三大件式转向架,其轴端发电装置连接座/安装座结构形式为焊接在侧架端部,通过悬臂梁吊装电机实现轴端自发电作用。但该种方式的车辆在运用中,侧架受交变载荷不断冲击和悬臂梁作用,其焊接处存在安全隐患;再有,轴端发电装置仅设置在一个转向架的一端,而一辆车需要两个转向架,四个侧架,导致该处的侧架端部与其他三个不一致,需要重新制作模具制造该侧架。而一套模具费用大约价格在三四十万,周期需要二十多天,造成侧架制造成本和周期的增加。还有一种方式就是侧架端部整体铸造,这同样存在模具费用及周期问题,同时端部整体模具依靠销钉紧固,换装端部模具,存在销钉多次拔插磨耗后侧架铸造后端部甩头、错箱、难以保证质量的问题。
技术实现思路
1、有鉴于此,本发明的一个目的在于提供一种带轴端发电装置转向架侧架的铸造模具,其能够提高铸造侧架的通用性,降低铸造成本,缩短铸造周期。本发明的另一个目的在于提供一种采用上述带轴端发电装置转向架侧架的铸造模具铸造带轴端发电装置转向架侧架的方法。本发明的再一个目的在于提供一种采用上述方法铸造的带轴端发电装置转向架侧架。本发明的又一个目的在于提供一种转向架,其包括如上所述的带轴端发电装置转向架侧架。本发明的还有一个目的在于提供一种铁路货车,其包括如上所述的转向架。
2、本发明采用如下技术方案实现上述目的。
3、一方面,本发明提供一种带轴端发电装置转向架侧架的铸造模具,所述带轴端发电装置转向架侧架包括侧架本体、第一端部、第二端部和安装座;第一端部和第二端部分别与侧架本体的两端相连,且第一端部和第二端部对称设置;所述安装座与第二端部相连;所述铸造模具包括相互独立的侧架本体模具、第一端部模具、第二端部模具和安装座模具;
4、所述侧架本体模具、第一端部模具、第二端部模具和安装座模具设置为能够造型而形成一体结构并通过浇铸而形成所述带轴端发电装置转向架侧架;
5、所述侧架本体模具用于形成侧架本体;
6、所述第一端部模具和所述第二端部模具分别用于形成第一端部和第二端部;
7、所述安装座模具用于形成安装座;
8、所述侧架本体模具包括相匹配的侧架本体外腔模具和侧架本体内腔模具;
9、所述第一端部模具包括相匹配的第一外腔模具和第一内腔模具;所述第二端部模具包括相匹配的第二外腔模具和第二内腔模具;
10、所述安装座模具包括相匹配的第三外腔模具和第三内腔模具;
11、所述第三外腔模具设置为能够插入所述第二外腔模具;所述第三内腔模具设置为能够插入所述第二内腔模具。
12、这样可以使得侧架的铸造通用性增强,制造成本降低,制造周期缩短。在本发明中,第一端部模具、第二端部模具和安装座模具均为独立的可拆分结构。第一端部模具、第二端部模具和安装座模具为“活体”插入式铸造结构。这样可以提高通用性,方便造型,并便于控制部件之间连接的精确度。
13、在本发明中,侧架本体与现有货车转向架侧架的结构相同,在此不做赘述。
14、根据本发明所述的铸造模具,优选地,所述第二端部包括端壁、第一侧壁和第二侧壁;所述第一侧壁和所述第二侧壁分别位于所述端壁的两侧。在本发明中,第一侧壁和第二侧壁平行设置。
15、根据本发明所述的铸造模具,优选地,所述第二端部上设置有条形孔;所述端壁为形成所述条形孔的一个侧壁。这样的侧架结构有利于安装其他零部件或方便使用。
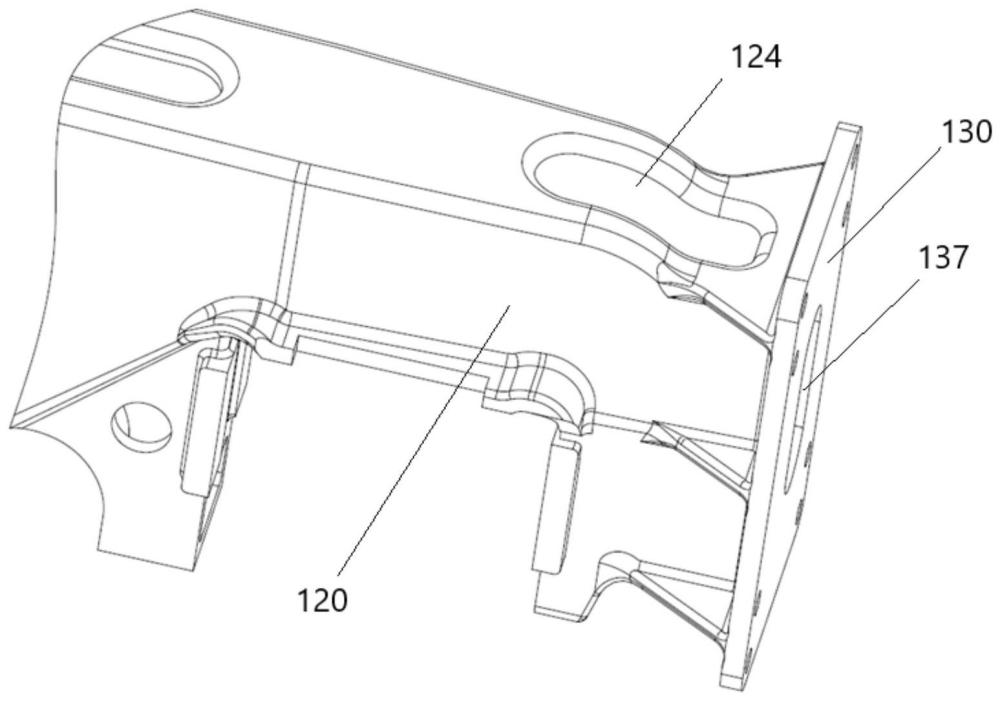
16、根据本发明所述的铸造模具,优选地,所述安装座包括安装板、第一立板、第二立板、第一连接板、第二连接板和第三连接板;
17、所述安装板的中部设置有椭圆形孔;
18、所述第一立板和所述第二立板对称设置于所述椭圆形孔的两侧,且与所述安装板相垂直;
19、第一连接板为两块,且对称设置;第二连接板为两块,且对称设置;第三连接板为两块,且对称设置;第一连接板、第二连接板和第三连接板平行设置;其中一块的第一连接板、第二连接板和第三连接板均与第一立板和安装板相连;另外一块的第一连接板、第二连接板和第三连接板均与第二立板和安装板相连。这样的安装座的结构更稳固,使用寿命更长。
20、在本发明中,第一连接板、第二连接板和第三连接板分别与第一立板和第二立板横向连接。两部分的连接板对称设置,分别位于第一立板和第二立板远离所述椭圆形孔的一侧。
21、根据本发明所述的铸造模具,优选地,所述第一立板、第二立板与所述端壁形成浇铸式一体结构;其中一块的第一连接板、第二连接板和第三连接板与所述第一侧壁形成浇铸式一体结构;另外一块的第一连接板、第二连接板和第三连接板与所述第二侧壁形成浇铸式一体结构。这样所形成的侧架结构更稳固。
22、根据本发明所述的铸造模具,优选地,所述第三内腔模具远离所述第二内腔模具的一侧设置有与所述椭圆形孔相匹配的第一凸起;所述第二内腔模具的顶部设置有第二凸起和圆柱形凸起;所述第二凸起呈类似椭圆形;所述第二凸起和所述圆柱形凸起与所述条形孔相匹配;所述第三外腔模具上设置有与所述第一连接板、第二连接板和第三连接板相匹配的第一筋板、第二筋板和第三筋板。这样结构的第一端位模具、第二端位模具、安装座模具能够形成“活体”插入式铸造结构,从而可以精准获得想要的带轴端发电装置转向架侧架。
23、在本发明中,圆柱形凸起的高度高于第二凸起的高度。圆柱形凸起靠近第三内腔模具。
24、另一方面,本发明还提供一种采用如上所述的带轴端发电装置转向架侧架的铸造模具铸造带轴端发电装置转向架侧架的方法,包括如下步骤:
25、1)准备相应铸造模具,包括:准备侧架本体模具、第一端部模具、第二端部模具和安装座模具;
26、2)将侧架本体外腔模具的两端分别插入第一外腔模具和第二外腔模具,将第三外腔模具插入第二外腔模具,从而形成外腔模具;
27、将侧架本体内腔模具的两端分别插入第一内腔模具和第二内腔模具,将第三内腔模具插入第二内腔模具,从而形成内腔模具;第三外腔模具和第三内腔模具的位置相对应;
28、3)造型;
29、4)造型完成后合箱而形成一体结构,然后进行浇铸,得到带轴端发电装置转向架侧架。
30、在本发明的步骤2)中,第三外腔模具插入第二外腔模具,第三内腔模具插入第二内腔模具,这样的“活体”插入式模具可以有利于实现铸造可靠性和使用安全性。
31、步骤3)中,通常的,外腔模具分为上、下两个箱型,下箱型能够包含内腔模具整体,上箱型内部与侧架外部轮廓形状相同;将外腔模具下箱型摆放平整,内腔模具放入外腔模具下箱型后,在内外腔模具间隙处放置与间隙形状相同的芯盒,然后取出内腔模具,按照内腔模具形状进行造型。
32、在本发明的步骤3)中,采用型砂进行造型。造型过程中采用造型插入技术使得形成第一立板、第二立板和端壁的部位通过型砂进行连接;以及使得形成第一连接板、第二连接板、第三连接板与第一侧壁、第二侧壁的部位通过型砂进行连接,造型为一体结构后进行浇铸。这样可以更准确地控制侧架的第二端部和安装座的连接部位的尺寸和形状。
33、步骤4)中,造型完成后,外腔模具下箱型与上箱型合箱而形成一体结构,然后进行浇铸,浇铸后清除造型用的型砂,得到带轴端发电装置转向架侧架。
34、在本发明中,具体的造型、合箱、浇铸操作可以采用本领域已知的那些,在此不做赘述。
35、根据本发明所述的方法,优选地,步骤3)中,采用型砂进行造型;步骤4)中,浇铸后清除型砂。
36、再一方面,本发明提供一种带轴端发电装置转向架侧架,其采用包括如上所述的方法铸造而得。
37、又一方面,本发明还提供一种转向架,其包括如上所述的带轴端发电装置转向架侧架。
38、再有一方面,本发明还提供一种铁路货车,其包括如上所述的转向架。
39、本发明的铸造模具和方法能够提高铸造带轴端发电装置转向架侧架的通用性,降低铸造成本,缩短铸造周期。此外,本发明的铸造方法可靠性、安全性较高,铸造模具维护检修方便。
本文地址:https://www.jishuxx.com/zhuanli/20240618/12522.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表