一种有效降低毛刺的划切方法及切割机构与流程
- 国知局
- 2024-06-20 16:06:28
本发明涉及材料加工,特别是涉及一种有效降低毛刺的划切方法及切割机构。
背景技术:
1、在目前常用的电火花、激光、刀轮等加工方式中,能够精密切割含有金属的硬质材料的方法首选刀轮切割,原因是电火花其作用原理是通过放电时的电热作用灼烧工件,仅用于导电材料的切割,灼烧会影响最终的成形精度,因此对于具有高精密度需求的光学、电子器件,其无法达到要求,激光切割为了避免高温烧蚀边缘材料而产生粘结杂质,需将材料置于水冷液中进行切割,水冷液会影响视觉找准造成偏差,尤其是表面有图形的材料无法对准切割。相较于以上两种切割方式,刀轮切割能保证切割尺寸的精密度,但是对于精密加工而言,在高速旋转过程中摩擦带起材料内的金属层,从而伸长、卷起,形成金属毛刺,虽为常规现象但却影响后续电路焊接。
2、由于金属质地相对较软,划切过程中会延展出来,产生卷边、毛刺、拉料等。尤其是双面镀金属层的硬质材料,在划切过程中,很有可能会出现硬质材料切割完好,而背面金属材料未被完全切断,仍有拉丝、连丝现象,无法满足高精密器件的要求。
3、因此对于表面有金属的材料来说,在保证精密切割的前提下,不仅要尽量减少划切产生的崩边、裂角,还应减少金属延展所产生的毛刺、卷边,最大程度保证待划切件的可靠性应用。
4、因此,针对现有技术不足,提供一种有效降低毛刺的划切方法及切割机构以解决现有技术不足甚为必要。
技术实现思路
1、本发明的目的在于避免现有技术的不足之处而提供一种有效降低毛刺的划切方法及切割机构,该有效降低毛刺的划切方法及切割机构通过分刀划切可以减少毛刺产生以及减小其延展,适用于对尺寸、边缘毛刺精密度有着高需求的器件加工,通过切割机构即可对毛刺进行清洁,无需另配除毛刺装置去清洁、刮除毛刺,有效的降低了待划切件的划切毛刺的产生与粘附。
2、本发明的上述目的通过如下技术手段实现。
3、提供一种有效降低毛刺的划切方法及切割机构,包括以下步骤:
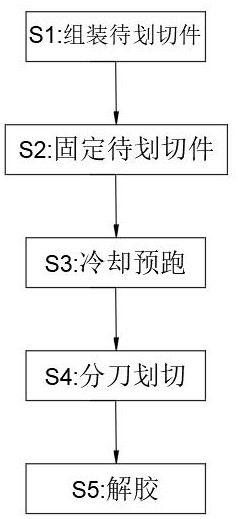
4、s1:组装待划切件,将待划切件的平整的一面黏贴在单面有粘性的uv膜上,再将uv膜固定在金属环上并进行uv微固化,得到待划切件、uv膜和金属环两两黏附的待划切整体,待划切件的表面设有若干条纵横交错的切割道;
5、s2:固定待划切件,将待划切件整体放置在划片机的工作台上,对待划切件整体进行磁吸和抽真空,将待划切件整体吸附固定在工作台上;
6、s3:冷却预跑,往复移动工作台,通过划片机的切割机构对工作台上的待划切整体进行往复冷却水冲淋;
7、s4:分刀划切,通过预划切对任意一条切割道划切出一条凹槽,再通过主划切以与预划切相反的方向切透凹槽所在的切割道,重复对每条切割道进行预划切和主划切,得到划切粒子组件;
8、s5:解胶,将粒子组件放入uv解胶机解除uv膜粘性,对划切粒子组件进行剥除,得到划切粒子。
9、具体而言的,步骤s4中的预划切的划切方向为沿待划切件的切割道路径运动的任意一方向,预划切和主划切的过程中开启切割机构上从刀片两侧喷出扇形水雾的防止划切残屑粘到待划切件表面的前后喷水组件,并开启可两级调节冲水角度的可冲走切割处残屑的侧喷水组件。
10、具体而言的,步骤s4中预划切的行进速度低于主划切的行进速度,预划切的切入深度不低于待划切件的厚度的60%,主划切切透待划切件且切入至uv膜厚度的1/3-2/3处。
11、具体而言的,步骤s1中uv微固化的时间不超过1s,光源功率不超过1000w。
12、具体而言的,冷却水水温在12℃~16℃,工作台的往复运动时间不少于30分钟。
13、进一步的,切割机构包括刀盘,刀盘固定安装在划片机的输出轴上,刀盘上固定安装有刀片,划片机上固定安装侧喷水组件和前后喷水组件;
14、侧喷水组件包括侧喷水转存箱体,侧喷水转存箱体顶部开设有侧喷水进水口,侧壁喷水转存箱体上固定安装有l型定位板,l型定位板固定安装在划片机上,侧喷水转存箱体的底部转动且连通安装有一级转存箱体,一级转存箱体上还转动且连通安装有二级转存箱体,一级转存箱体和二级转存箱体上分别安装有用于锁定冲水角度的一级螺母和二级螺母,二级转存箱体上设有侧喷头。
15、优选的,前后喷水组件包括与划片机固定的螺栓定位块和一体成型的前后喷水转存箱体,前后喷水转存箱体上开设有前入水口和后入水口,前入水口和后入水口分别通过前后喷水转存箱体连通安装有前喷水管和后喷水管。
16、具体而言的,前喷水管和后喷水管均包含顺次连接的竖直管部、凹弧管部和水平管部,竖直管部和前后喷水转存箱体相连接,两个水平管部的相对一侧对称开设有若干个喷水孔,每个水平管部上的喷水孔所形成的水雾呈扇形。
17、优选的,侧喷头的喷射中心与待划切件的切割处相对。
18、本发明通过分刀划切可以减少毛刺产生以及减小其延展,适用于对尺寸、边缘毛刺精密度有着高需求的器件加工,通过切割机构即可对毛刺进行清洁,无需另配除毛刺装置去清洁、刮除毛刺,有效的降低了待划切件的划切毛刺的产生与粘附。
技术特征:1.一种有效降低毛刺的划切方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种有效降低毛刺的划切方法,其特征在于:步骤s4中的预划切的划切方向为沿所述待划切件的切割道路径运动的任意一方向,所述预划切和所述主划切的过程中开启所述切割机构上从刀片两侧喷出扇形水雾的防止划切残屑粘到待划切件表面的前后喷水组件,并开启可两级调节冲水角度的可冲走切割处残屑的侧喷水组件。
3.根据权利要求2所述的一种有效降低毛刺的划切方法,其特征在于:步骤s4中预划切的行进速度低于主划切的行进速度,预划切的切入深度不低于所述待划切件的厚度的60%,主划切切透所述待划切件且切入至所述uv膜厚度的1/3-2/3处。
4.根据权利要求3所述的一种有效降低毛刺的划切方法,其特征在于:步骤s1中uv微固化的时间不超过1s,光源功率不超过1000w。
5.根据权利要求4所述的一种有效降低毛刺的划切方法,其特征在于:冷却水水温在12℃~16℃,所述工作台的往复运动时间不少于30分钟。
6.根据权利要求1-5中任意一项所述的一种有效降低毛刺的划切方法的切割机构,其特征在于:所述切割机构包括刀盘,所述刀盘固定安装在所述划片机的输出轴上,所述刀盘上固定安装有刀片,所述划片机上固定安装所述侧喷水组件和所述前后喷水组件;
7.根据权利要求6所述的一种有效降低毛刺的划切方法的切割机构,其特征在于:所述前后喷水组件包括与所述划片机固定的螺栓定位块,所述螺栓定位块上固定安装有与其一体成型的前后喷水转存箱体,所述前后喷水转存箱体上开设有前入水口和后入水口,所述前入水口和所述后入水口分别通过所述前后喷水转存箱体连通安装有前喷水管和后喷水管。
8.根据权利要求7所述的一种有效降低毛刺的划切方法的切割机构,其特征在于:所述前喷水管和所述后喷水管均包含顺次连接的竖直管部、凹弧管部和水平管部,所述竖直管部和所述前后喷水转存箱体相连接,两个所述水平管部的相对一侧对称开设有若干个喷水孔,每个所述水平管部上的喷水孔所形成的水雾呈扇形且朝向所述待划切件的切割处。
9.根据权利要求8所述的一种有效降低毛刺的划切方法的切割机构,其特征在于:所述侧喷头的喷射中心与所述待划切件的切割处相对。
技术总结本发明涉及材料加工技术领域,特别是涉及一种有效降低毛刺的划切方法及切割机构,本发明通过分刀划切可以减少毛刺产生以及减小其延展,适用于对尺寸、边缘毛刺精密度有着高需求的器件加工,通过切割机构即可对毛刺进行清洁,无需另配除毛刺装置去清洁、刮除毛刺,有效的降低了待划切件的划切毛刺的产生与粘附。技术研发人员:张明明,田秋实,于冬梅,刘雪飞,张洪盛,王振贺,李智博,许航,廖超受保护的技术使用者:沈阳和研科技股份有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240618/13308.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表